
激光诱导热裂切割玻璃的声发射信号监测技术
2020-12-29 02:32赵春洋杨立军王振龙郭海涛
科学技术与工程 2020年33期
赵春洋, 杨立军, 王 扬, 王振龙, 郭海涛
(1.哈尔滨工业大学机电工程学院, 哈尔滨 150001; 2.深圳大学机电与控制工程学院, 深圳 518000; 3.中国科学院自动化研究所, 复杂系统管理与控制国家重点实验室, 北京 100000)
激光诱导热裂切割玻璃是通过激光辐照具有初始裂纹的玻璃,在激光照射区域玻璃吸收激光能量,温度升高,产生热膨胀,受相邻区域材料约束,表现为压应力状态;激光离开后,该辐照区域材料温度下降,会产生收缩,相邻区域材料抑制收缩,从而产生拉应力,当拉应力超过玻璃的断裂极限时,位于材料边缘的初始裂纹跟随激光发生扩展,从而实现玻璃的切割分离[1-2]。在激光诱导热裂切割玻璃过程中,裂纹尖端位置及裂纹扩展状态是重点研究对象,而玻璃断裂能的快速释放产生比较强的瞬态弹性波,即声发射(acoustic emission,AE)[3-6],不同的裂纹状态AE信号也有所不同。康玉梅等[7]基于小波变换的方法对岩石试样声发射信号的时频能量分布特征进行分析,实现声发射源定位;Park等[8]对石灰岩和陶瓷试样分别进行了单轴抗压和围压实验并采集了声发射信号,利用小波分析有效地去除信号噪音,并实现信号的分解重构;Spall等[9]采用模态分析的方法分析并处理了多层结构产生的声发射信号,得到了相速度和群速度随频率变化的关系,分析结果与理论计算吻合较好。
综上,对激光诱导热裂切割钠钙玻璃过程中产生的AE信号进行合理分析,建立AE信号特征与裂纹扩展状态之间的对应关系,对激光诱导热裂切割玻璃的在线监测有重要意义。
1 声发射信号处理
声发射检测技术的重点是声发射信号的处理和分析技术。结合激光诱导热裂切割玻璃的特点,对其切割过程的声发射信号进行模态分析和小波包分析研究。
1.1 模态分析
实验中玻璃板厚度很小,因此产生的声发射信号为Lamb波。其在自由板传播时,传播的模态有两种,即对称型(S)和反对称型(A)。每种模态又具有若干个模式,而每个模式的波速是不一样的。其为横波和纵波的合成波,质点的振动做椭圆轨迹运动,即质点位移既有横向运动,又有纵向运动。Sn型Lamb波上下表面质点的运动对称于传播方向,而An型Lamb波上下表面质点的运动方向刚好相反。由文献[2]可知,经红外热像仪测得材料的最高温度保持在200 ℃以下,横波与纵波的传播速度公式为
(1)
结合玻璃的材料属性,可求得纵波速度cl=5 697~5 746 m/s,横波速度cs=3 575~3 640 m/s,分别取cl=5 720 m/s,cs=3 600 m/s,根据式(2)对Lamb波相速度(cp)离散化,可得出两种模式下的相速度频散曲线,相速度频散曲线如图1(a)所示。Lamb波相速度(cp)与波群速度(cg)关系如式(3)所示,可求得Lamb群速度频散曲线,如图1(b)所示。
(2)
(3)
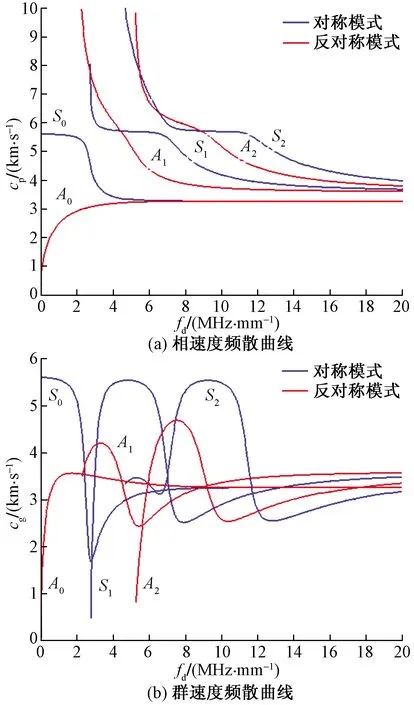
图1 钠钙玻璃板中Lamb波频散曲线Fig.1 Lamb wave dispersion curve in soda lime glass plate
式中:E为弹性模量,Pa;ρ为材料密度,kg/m3;ν为泊松比;cl为纵波速度,m/s;cs为横波速度,m/s;令频厚积fd=2fb,其中b为板厚(d)的1/2;f为Lamb波频率;cp为Lamb波相速度,m/s;cg为Lamb波群速度,m/s。
Lamb波模式主要取决于激励方向:当激励力的方向垂直于板面会产生模式为An的弯曲波,而平行于板的激励会产生模式为Sn的扩展波[10]。激光诱导热裂切割玻璃时,由于温度梯度的作用而使激光光斑后方产生拉应力,进而使玻璃开裂。而拉应力的方向平行于板,属于面内激励,因此激光诱导热裂切割玻璃过程中产生的Lamb波的模式为扩展波。
1.2 小波基及分解尺度选择
信号分析处理的好坏很大程度上取决于小波基及分解尺度的选择。对于分析AE信号而言,小波基函数既要在时域上有局部化能力(紧支性),又要在频域上也有局部化能力(快速衰减性),同时需要具备特定的时频分辨率。符合以上要求的小波基很多,在实际选择时需要有一定的准则。在中,通过小波基函数处理信号的结果与理论结果的误差来判断小波基函数的好坏及分解层数N的合理性。
由1.1节可知,实验中产生的声发射信号为模式Sn的扩展波,因此可以通过比较测量某频率范围内波的传播速度与理论速度来判断小波基函数及分解层数选择的好坏[11]。图2为声发射传播速度测量实验示意图,玻璃板的尺寸为500 mm×500 mm×3.2 mm,①、②、③、④均为通道数字对应的传感器安装位置。实验时用玻璃刀在玻璃表面上如图中位置划两刀做裂纹故障点,然后激光从玻璃的中央移动,经过裂纹故障点时会产生一个比较大的声发射信号,此声发射信号先后经过传感器③、④。通过测量传感器③、④采集的AE信号的时差来求出声发射信号的传播速度。实验时采样频率fs=7.5 MHz,小波包参数设置为分解尺度4,小波基Bior1.5,采用小波包分析提取频带为0~234 kHz的窄带信号,通道3与通道4的重构窄带信号的互相关结果如图3所示。
由图3可知,通道3与通道4信号的时差为Δt34=t3-t4=-17.067 μs,则频带为0~234 kHz的窄带信号的传播速度为5.859 km/s。由钠钙玻璃群速度频散曲线知,0~234 kHz的窄带信号模式为S0,其传播的理论速度为5.58 km/s,测量值与理论值很接近,相差5%。通过实验发现采用分解尺度为4时分解效果最好。采用其他的小波基函数进行分析,求出窄带信号的传播速度如表1所示。
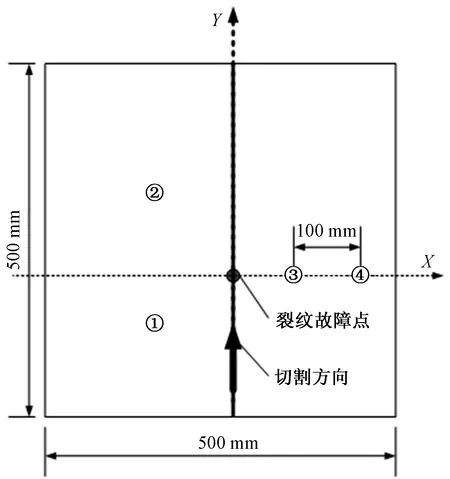
图2 声发射传播速度测量实验示意图Fig.2 Schematic diagram of acoustic emission propagation velocity measurement experiment
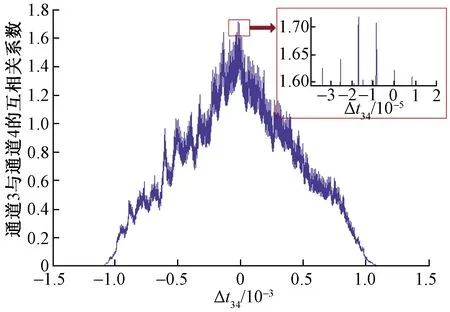
图3 通道3与通道4信号相关分析结果Fig.3 Channel 3 and channel 4 signal correlation analysis results
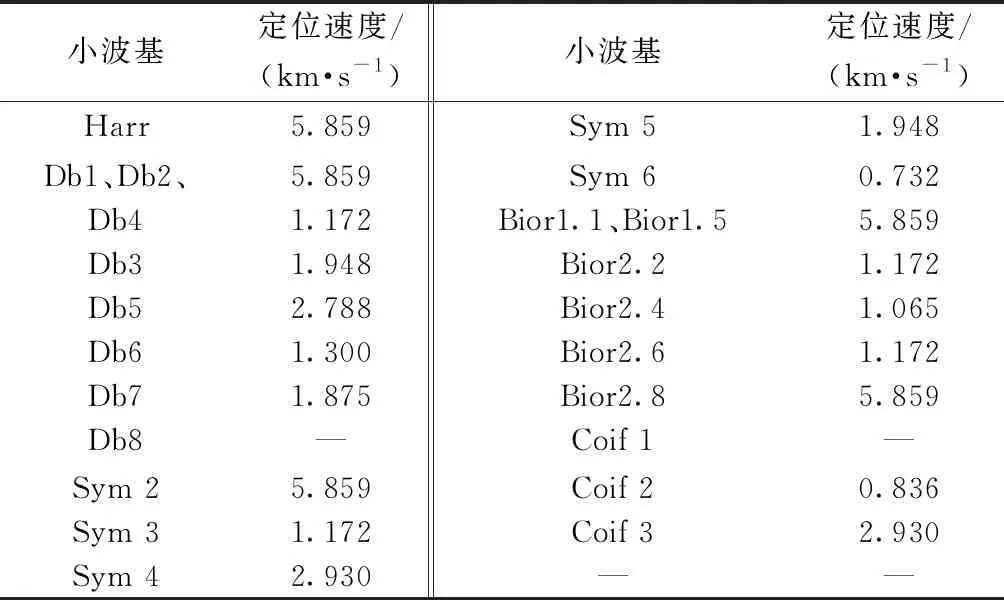
表1 不同小波基计算的速度Table 1 Different speed of wavelet base calculations
由表1可以看出,对于分析实验中声发射信号,最优的小波基选择的依据为分解层数N尽可能小并且小波基衰减越快,局部化特性越好。选择紧支性较差的小波基,测量声发射的传播速度与理论值相差较大。
2 声射传感器优化布置及裂纹尖端定位实验分析
在激光诱导热裂切割玻璃过程中需要对裂纹尖端的位置进行监测。因此,通过合理布置声发射传感器的位置对裂纹尖端的扩展位置进行了定位实验分析。
2.1 声发射传感器优化布置
进行定位实验时,传感器阵列采用的是三角形定位单元。理论上,当α=β=120°时定位精度最高,但是实际中传感器的布置受各种因素的影响,无法满足α=β=120°。传感器优化布置如图4所示。图4中,T为声发射源,Si为传感器安装位置,Ri为Si到T的位置;测量起始点(pl)至测量结束点(ph)段的测量长度范围d′;α1为测量起始点(pl)和结束点(ph)连线与传感器S2的夹角;α2为测量起始点(pl)和结束点(ph)连线与传感器S0的夹角;βl为测量起始点(pl)和传感器S1和S2的夹角;αl为测量起始点(pl)和传感器S2和S0的夹角,βh为测量结束点(ph)和传感器S1和S0的夹角;αh为测量结束点(ph)和传感器S2和S0的夹角。为不失一般性,将pl固定并以此为原点建立坐标系。
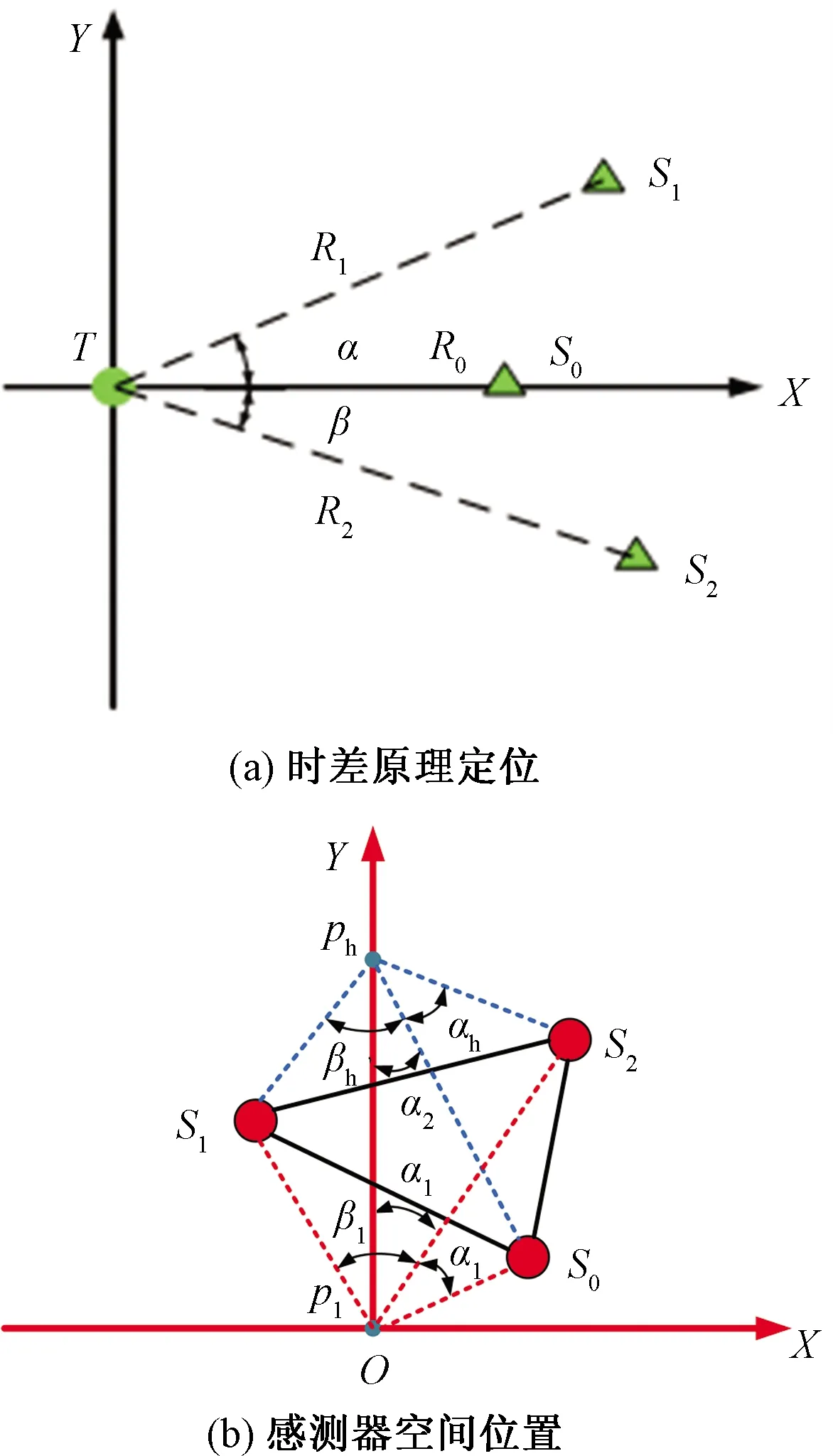
图4 感测器优化布置示意图Fig.4 Sensor optimization layout diagram
3个传感器Si坐标(xi,yi)分别为
(4)
设ri为AE源至传感器Si距离,传感器接收信号距离为r,则有maxri≤r。由于切割玻璃时热影响区对传感器有影响,传感器要离切割轨迹一段距离a,即|xi|≥a。根据maxri≤r及|xi|≥a,可以得到目标函数:
maxd=
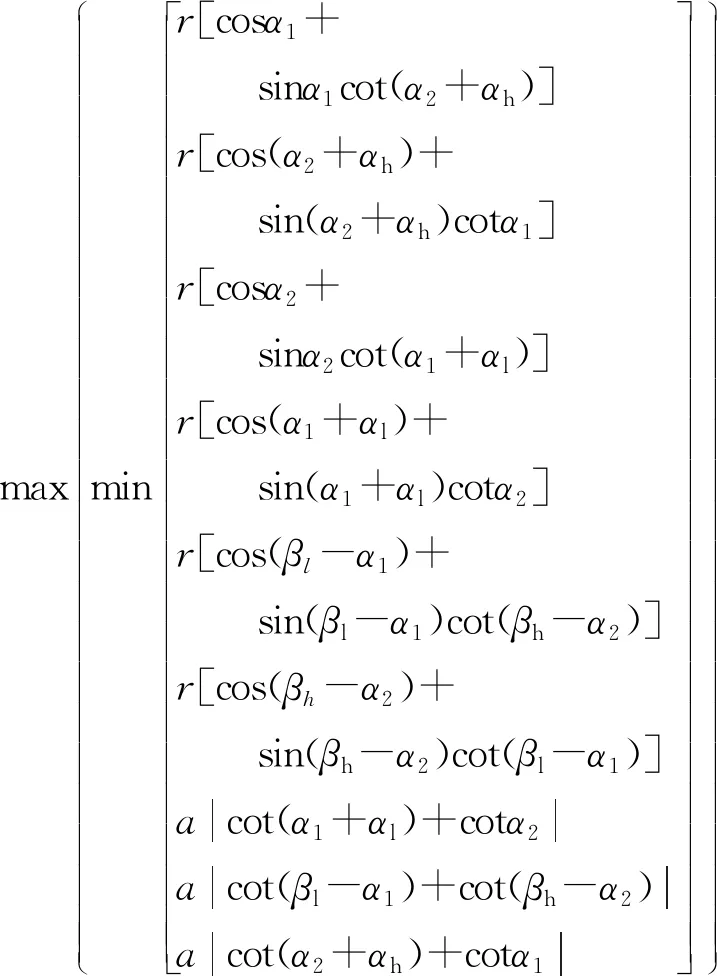
(5)
式(5)中:minA为矩阵A中最小元素值。

(6)
式(6)中:uij=ui+uj;uijk=ui+uj+uk;u∈[α,β];i,j,k∈[1,2,h,l]。
为了使传感器布置模块化,基于MATLAB GUI开发的程序运行如图5所示(R=100 mm,Q=6.8)。
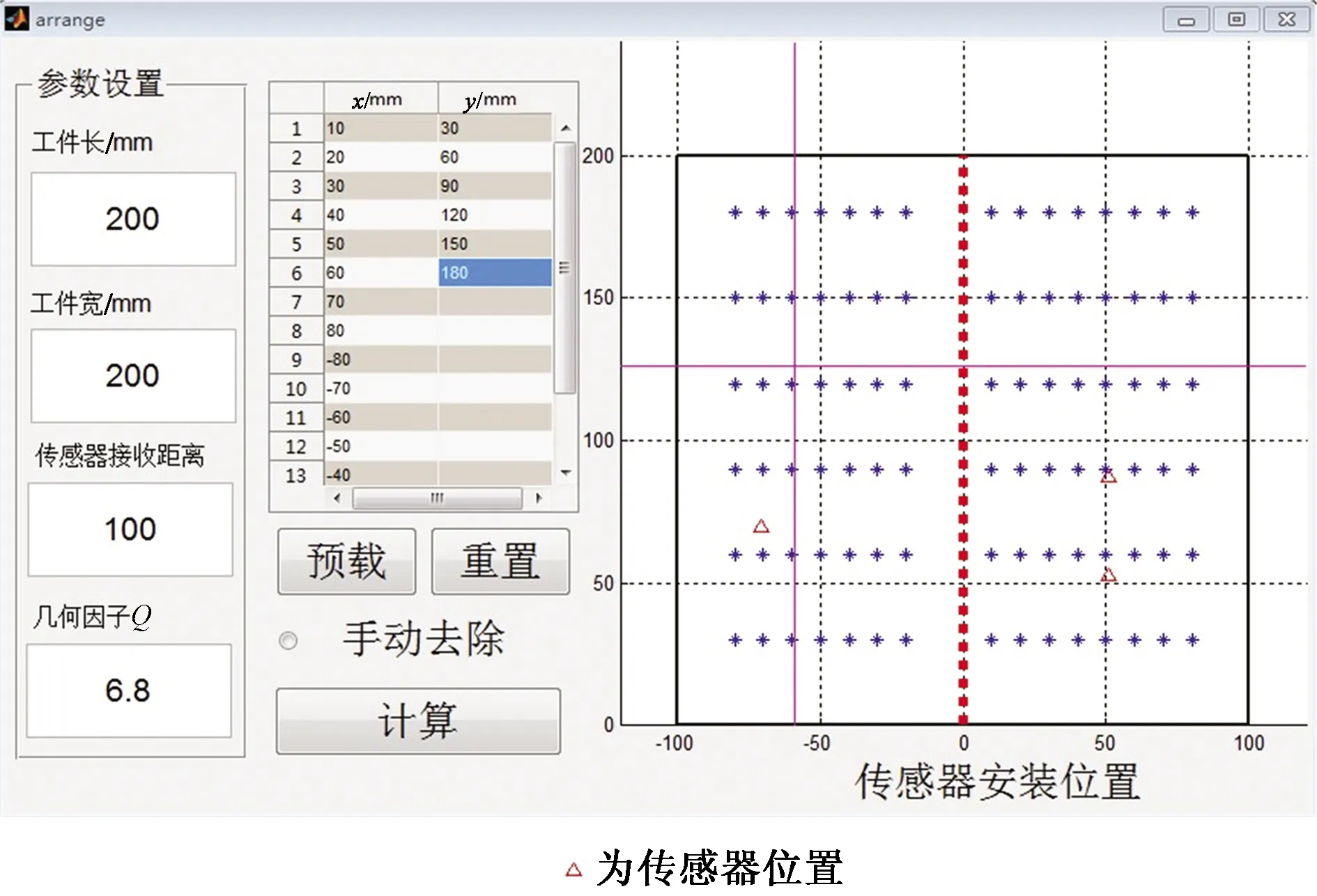
图5 基于GUI模块的传感器布置Fig.5 Sensor arrangement based on GUI module
2.2 裂纹尖端定位实验
布置合适的传感器位置进行定位实验,实验方案如图6所示,其中②、③、④均为通道数字对应的传感器安装位置。在扫描线上布置一个故障点使裂纹扩展的方向发生变化,即裂纹尖端位置偏离扫描线,采用不同的信号处理方式对其声发射信号进行分析处理,得到更为合理的信号处理方法。时差Δt的提取方法:先采用小波包法重构某一窄带信号,然后用Hilbert变换提取窄带信号的包络,再对两通道重构信号的包络进行互相关分析。根据上文的分析结果,采用小波包分析时分解尺度为4,小波基采用Bior1.5,提取频带为0~234 kHz的窄带信号,然后对该窄带信号的包络进行互相关分析如图7所示。
由图7可知,当传感器2和3采集的AE信号包络的相关大小R23和传感器3和4采集的AE信号包络的相关大小R43达到最大值时,ΔT23=-5.2 μs,ΔT43=-0.7 μs,再由窄带信号传播速度v=5.859 km/s,通过直接法求出声发射源的位置为(-0.99 mm,2.58 mm),而裂纹故障点所在位置为(0,0),定位误差为2.76 mm,与实际声发射源到传感器距离的横向定位误差为0.7%,纵向定位误差为1.8%。
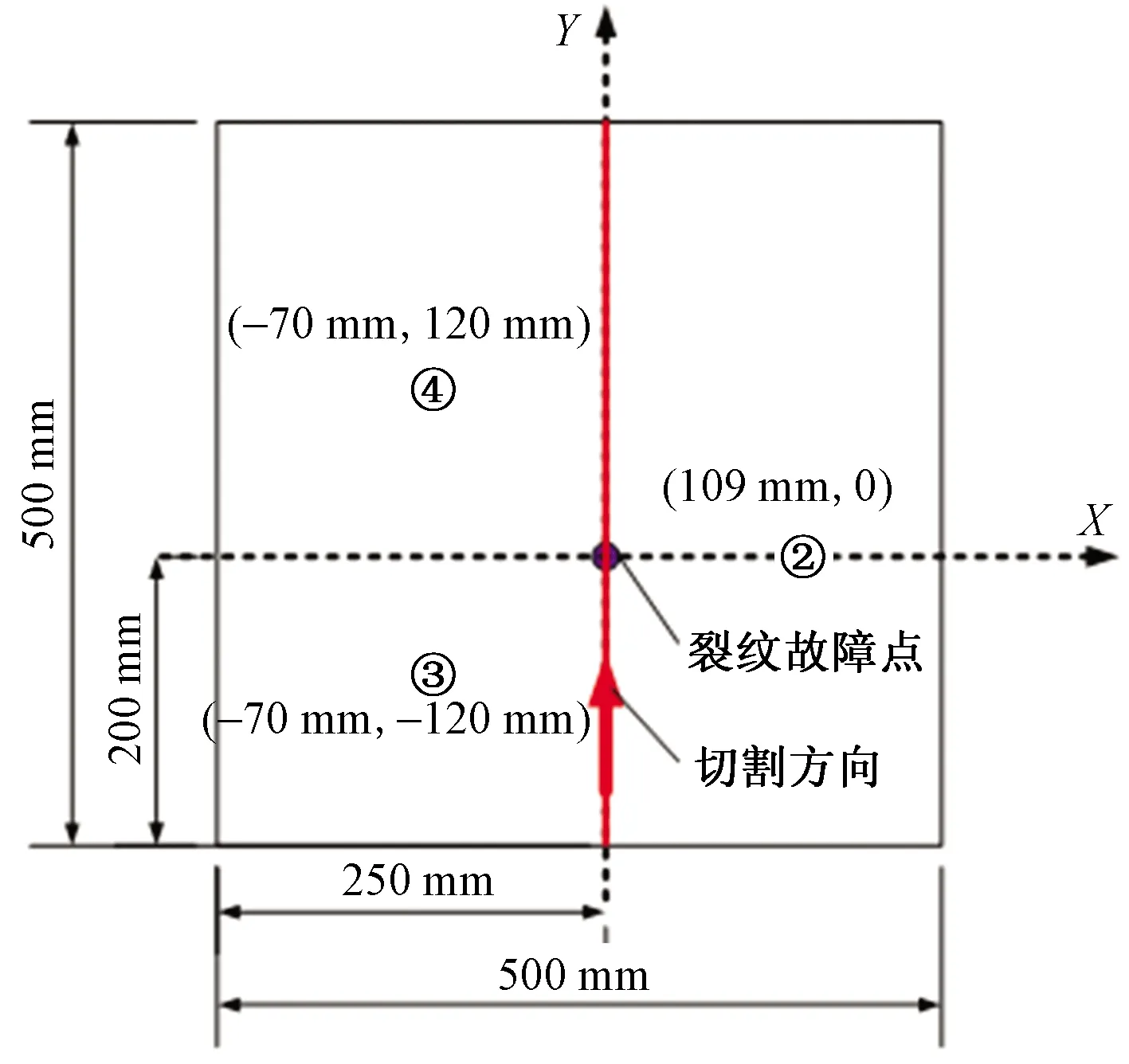
图6 定位实验示意图Fig.6 Positioning experiment diagram
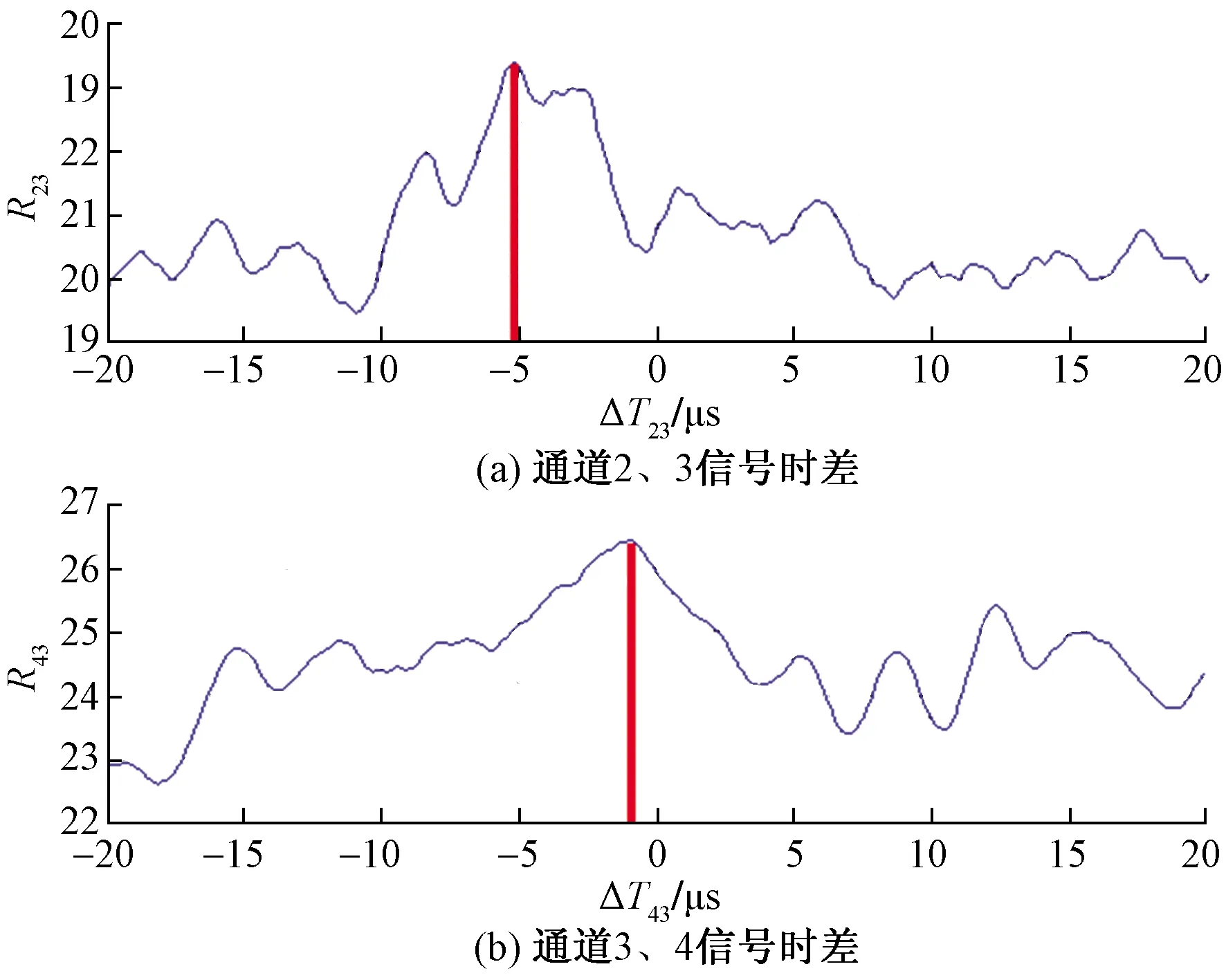
图7 各通道信号时差Fig.7 Signal time of each channel
3 激光诱导热裂切割玻璃声发射信号监测实验及分析
在激光诱导热裂切割玻璃过程中,除了对裂纹尖端位置进行监测外,还需要对裂纹的扩展过程进行监测,找到AE信号特征与裂纹扩展状态两者之间的联系。因此,采用激光功率P=40 W,光斑直径D=3 mm,切割速度v′=3 mm/s进行激光诱导热裂切割玻璃声发射信号监测实验,玻璃板尺寸为600 mm×250 mm×3.2 mm,切割实验如图8所示。在空气介质中声发射信号会快速衰减,因此在闭合曲线裂纹扩展声发射监测试验中,为了能够准确地监测到切割过程中的声发射信号,需要在传感器探头侧涂上凡士林耦合剂后再将玻璃样件放置在探头上,保证接收到信号的准确性。

图8 钠钙玻璃切割实验过程Fig.8 Sodium calcium glass cutting experiment process
声发射信号的来源主要包括裂纹的扩展、激光、机床及发射仪[12]。将裂纹的扩展过程和状态作为研究对象,激光、机床、声发射仪所产生的声信号就成为干扰的噪声,需要对所得的信号进行滤波处理。背景噪声采用POST(power on self test)触发方式进行采集,用户下达采集命令后,FPGA(field-programmable gate array)会启动DMA(direct memory access)并等待触发事件,当触发发生后立即开始采集背景噪声,如图9所示。从图9可以看出,机床的噪声信号幅值很小(±60 mV),由机床转轴转动所引起的幅值衰减的谐波和声发射仪自身的白噪声组成。激光器的噪声信号幅值也很小(±30 mV)均匀分布在整个频带范围内,可以作为白噪声处理。根据测得的背景噪声信号,对通道门槛值进行标定,最终采用28 dB的门槛值进行试验。
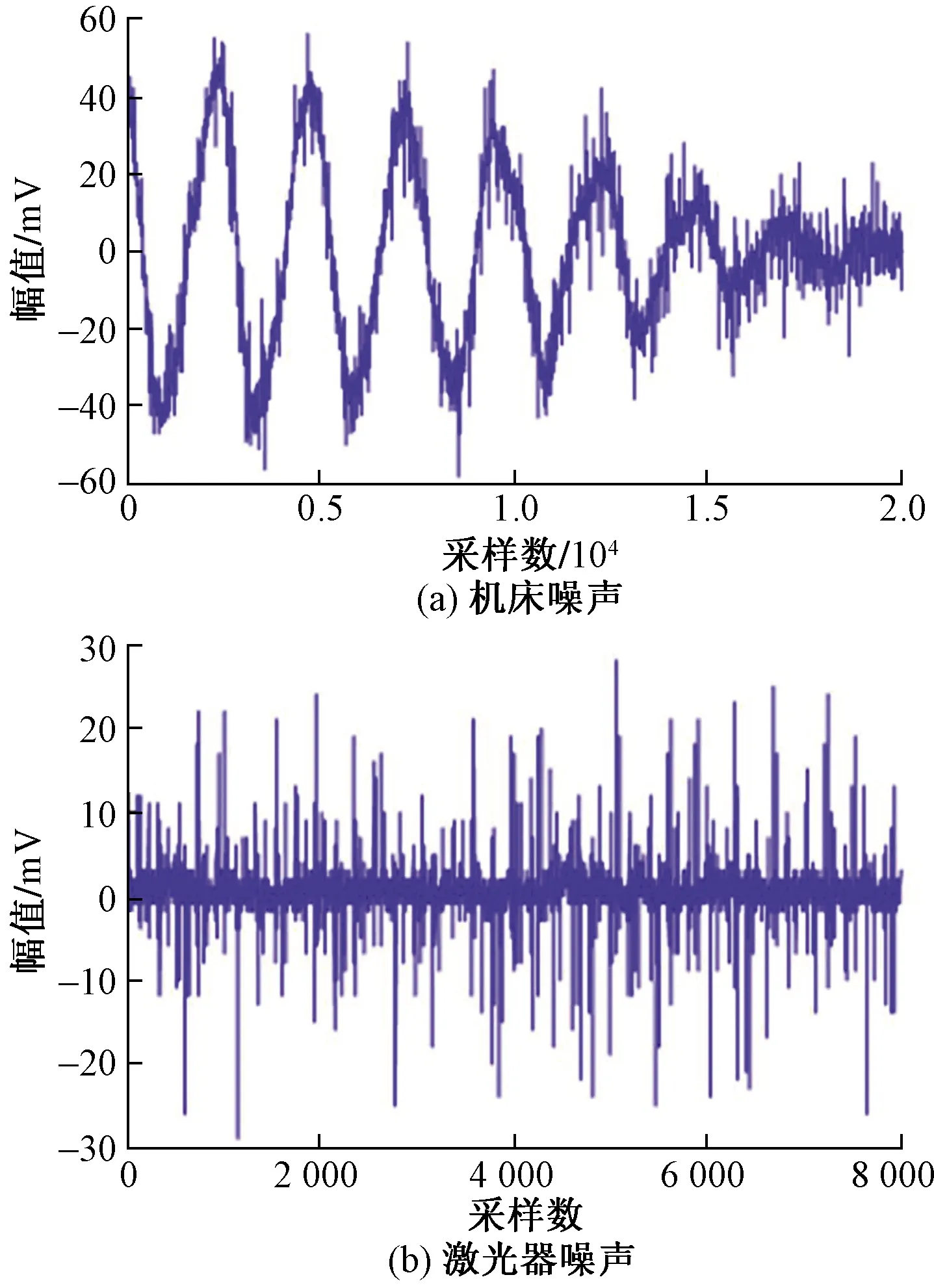
图9 背景噪声Fig.9 Background noise
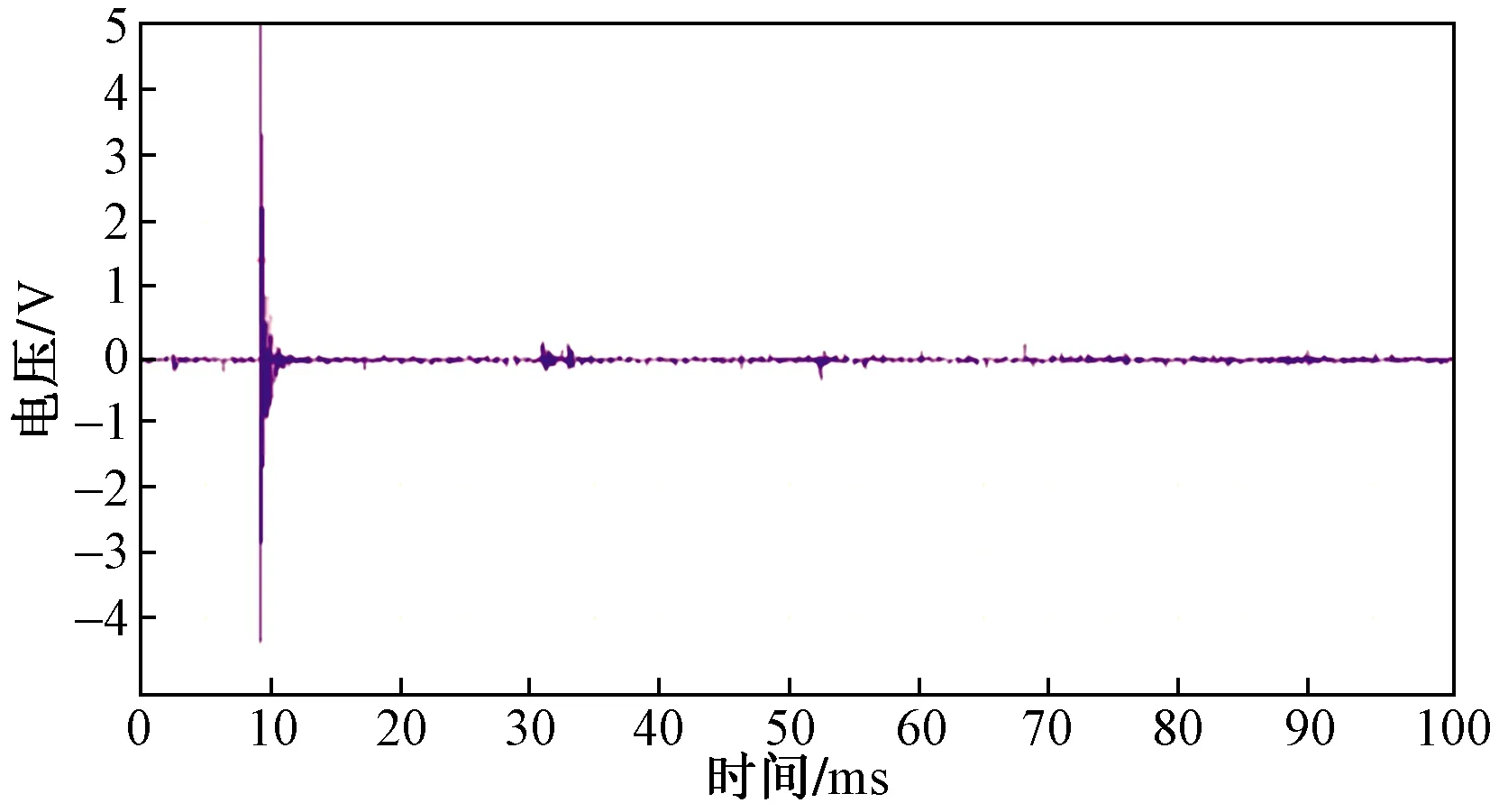
图10 玻璃裂纹扩展的典型声发射信号Fig.10 Typical acoustic emission signal for glass crack propagation
激光诱导热裂切割玻璃时,裂纹稳定扩展的典型声发射信号如图10所示。从图10可以看出,此信号为单一大幅值信号同时伴有微小的幅值信号。单一大幅值信号是由材料发生断裂并扩展所产生的,微小幅值信号是由材料发生位错而产生的,此时玻璃表面产生的拉应力还未达到材料的断裂极限,但已经引起材料发生位错运动。
4 结论
针对激光诱导热裂切割玻璃过程中所产的声发射信号进行分析,确定了最优的小波基及分解尺度选择的依据为分解层数(N)尽可能小并且小波基衰减越快,局部化特性越好。对传感器进行合理布局,采用小波包参数设置为分解尺度4,小波基Bior1.5,进行裂纹尖端位置定位分析,得到了较小的定位误差。并通过对激光诱导热裂切割玻璃裂纹扩展过程的监测,得到了AE信号特征与裂纹扩展状态两者之间的联系,裂纹稳定扩展时的典型声发射信号是单一大幅值信号同时伴有微小的幅值信号。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
成都信息工程大学学报(2021年4期)2021-11-22
少年漫画(艺术创想)(2019年5期)2019-09-18
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
World Journal of Diabetes(2019年7期)2019-07-23
扬子江(2019年1期)2019-03-08
电子制作(2018年1期)2018-04-04
电子制作(2017年20期)2017-04-26
电子制作(2017年19期)2017-02-02
