基于UG的型芯数控加工与仿真研究*
2020-12-28 11:58刘存平
机械工程与自动化 2020年6期
郭 晟,赖 啸,刘存平,刘 勇
(宜宾职业技术学院,四川 宜宾 644000)
0 引言
在当代制造业中,处于基础性地位的应属数控技术,随着计算机技术和信息技术的快速发展,普通机械制造被数控加工渗透,从而产生了CAD/CAM/CAE综合技术,数控技术成为制造业的内核,给企业生产带来了显著的效益,也从根本上改变了全球制造业的基本特征与面貌,其应用水平的高低成为一个国家工业技能水平的重要标志,直接影响到国家的地位与进步。
数控技术中加工程序的编制是极其重要的环节,但随着生产零件越来越复杂,数控机床的性能也日新月异,传统的编程方式已经跟不上形势的发展,其错误率也不断增高,同时传统的试切方法不但耗时耗力,并且使得生产周期大大延长,产品的开发成本增加[1]。此时,应运而生的CAD/CAM技术得到了越来越广泛的发展与应用。
UG是较为先进的综合CAD/CAE/CAM集成软件,在生产实际中得到了大量的使用,其在模具零件数控加工中的强大功能具有极其显著的优越性,能实现对模具的平面铣、型腔铣、轮廓铣、变轴铣等,能够实现模具复杂型面的数控自编程加工与3D模拟[2]。本文通过案例分析,结合典型模具型芯零件,探索了其数控加工编程设计的一般方法,实现了型芯零件的型腔铣粗加工、固定轴轮廓半精加工、固定轴区域轮廓铣精加工,并经3D刀轨仿真验证后通过后处理生成了适用的数控加工程序。
1 UG NX数控编程的一般方法
NX是Siemens PLM Software公司出品的一个产品工程解决方案[3],其CAD/CAE/CAM集成软件为数字化加工过程提供了造型和刀轨验证手段,而要高质高效发挥其经济效益,还需要工程技术人员多加实践与应用。NX的CAM模块功能尤为强大,在同类软件中该功能居于领先地位[4]。它能给我们提供交互式编程工具,使得刀具加工轨迹的计算可靠而准确,极大地方便了我们的加工制造。
在业界相对优秀的CAD/CAE/CAM软件中,UG NX工作流程与思路简易、清晰而又高质有效,其通用过程如图1所示。

图1 NX数控编程通用过程
2 型芯零件加工工艺分析
本文的典型零件如图2所示,在一块体毛坯上铣削平面、曲面、球面。底座为150 mm×150 mm×20 mm的正方体,以其上表面为球心做一半径为50 mm的球,并进行“求差”操作,保留上半部分。同时将底座上表面与球表面进行“圆角”操作,两者圆角半径为30 mm,材料为进口P20。
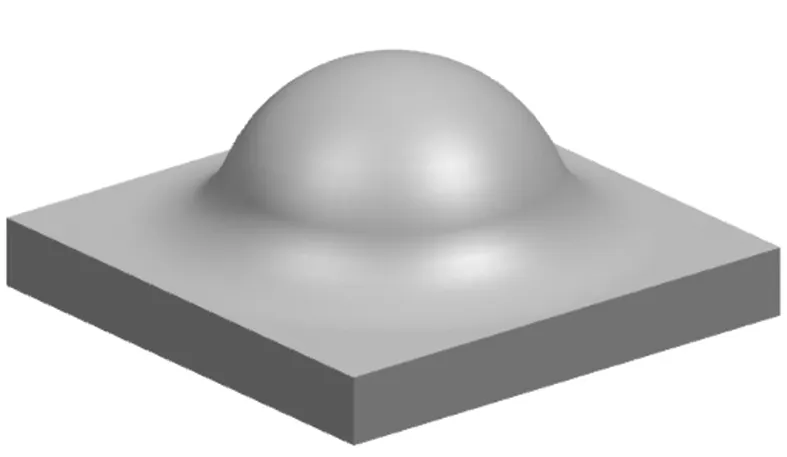
图2 型芯
(1)工件安装。毛坯为块体,上下底面与4个侧面均已在普通机床上加工到位,在数控加工机床上主要是实现其曲面的生成。本工件是正方体的底座,采用专用夹具将其底面固定安装在机床C轴上,通过底面进行定位装夹。
(2)加工坐标系的设置。NX有着极其强大的坐标系设定功能[5],但为使编程过程简易,因此在设定加工坐标系时应尽可能使其与工件建模时所用的坐标系一致,以免多花工时进行调整。同时应使坐标原点定在操作者最易快速对刀的位置。在此,将工件加工时刀位零点取在底面中心上。在进行加工坐标系设置时一定要考虑到安全平面的设置,此时应根据实际装夹情况进行,安全高度一定要高过装夹待加工工件的夹具高度,在保证安全的前提下,也要考虑到经济性,不必有太多的空行程,以免浪费工时与能耗。
(3)工序及加工设备安排。三维固定轴铣削加工主要用于腔体、型面及自由曲面的三坐标联动加工,同时也可用于两轴、两轴半的加工。定轴铣(刀轴固定)主要包括型腔铣、轮廓铣、清根加工等。其中型腔铣是利用实体、曲面或曲线来定义加工区域,主要用来加工带有斜度、曲面轮廓外壁及内腔壁,常用于粗加工,常采用两轴联动,铣削分层,加工后表面呈台阶状。轮廓铣是三坐标联动加工,常用于半精加工与精加工,主要用来加工自由曲面等特征,如模具等。根据此型芯零件的特征,型腔铣采用粗加工方式,固定轴曲面轮廓铣采用半精加工方式,固定轴区域轮廓铣采用精加工方式。通过工艺分析,得到的加工方案如表1所示。
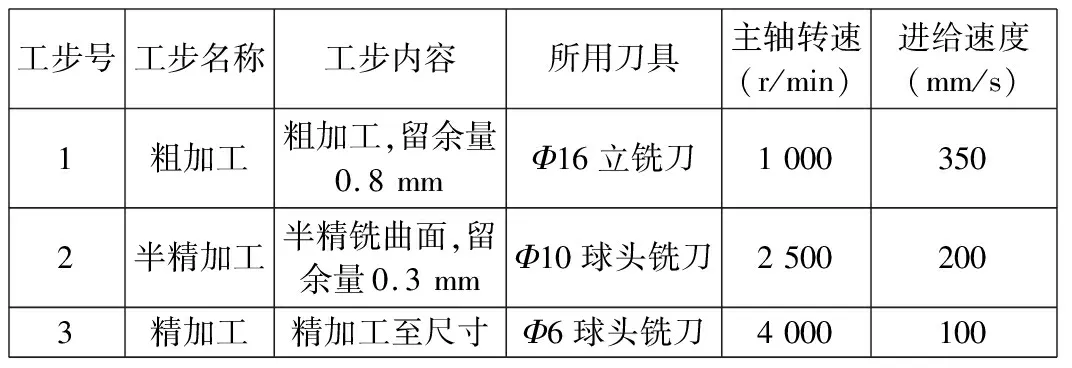
表1 加工方案
3 编程设计
利用UGNX的自动编程功能进行数控加工编程设计。NX中的CAM具有丰富的刀具轨迹编辑功能[6],能够有效地控制轨迹形状和切削方向的任意细节,能指定螺旋、圆弧相切等多种进退刀方式,同时在切削方式方面也能够通过单向、往复、角度、跟随周边、跟随轮廓、平行、环切等不同的选择来适应不同的要求,从而达到高质高效的数控加工。
3.1 型腔铣粗加工
型腔铣主要应用于型芯或型腔等零件的开粗,其主要目的是尽量多且尽快地去除多余材料,快速向制件设计尺寸靠拢,实现较高的生产效率,所以,在切削力与机床允许的前提下尽可能选用大直径刀具进行粗加工[7]。根据此型芯的结构特征,型腔铣的走刀采用跟随零件周边的方式。
以加工方案为指导,按照数控编程设计的通用过程进行刀具、加工方法、几何体等节点组的创建与设置,然后进行[操作]的创建,在[类型]下点选[mill_counter],[子类型]选[ZLEVEL-FOLLOW-CORE],并分别将已设置好的刀具、几何体、粗加工方法等节点选好,并将[切削区域]、[切削层]、[切削模式]、[进给率与速度]、[步距]、[机床控制]等项内容进行相应设置,点图标工具,生成刀具轨迹,如图3所示。通过3D模拟,得到型腔铣开粗仿真效果,如图4所示。型腔铣是等高切削,其刀轨是分层的,经型腔铣粗加工后,型芯零件的基本形状与轮廓已经形成,但须进一步进行半精加工与精加工,才能使其精度达到设计与工作要求。
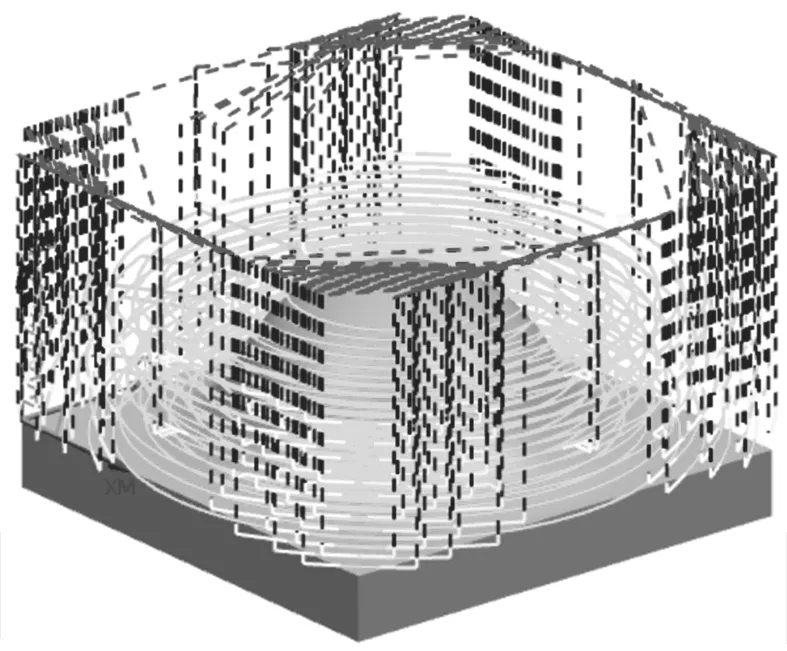
图3 粗加工刀路
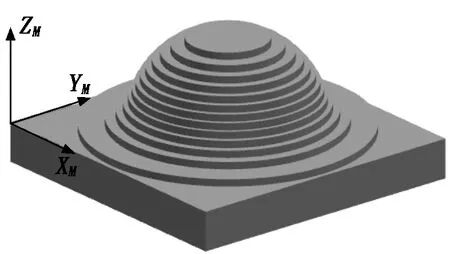
图4 粗加工仿真效果
3.2 固定轴轮廓铣半精加工
NX软件的三轴加工方法非常丰富,其中的固定轴轮廓半精加工在模具零件的半精加工中得到了广泛的应用。与粗加工的操作方法类似,在将[子类型]选为[FIXED-CONTOUR]后,按照加工方案选择对应的刀具、加工方法,同理将[切削区域]、[切削层]、[切削模式]、[进给率与速度]、[步距]、[机床控制]等内容进行相应设置,其驱动方式采用[曲线/边]驱动模式,并点选图5箭头所示的圆弧作为驱动边界,其刀路如图5所示,3D仿真效果如图6所示。
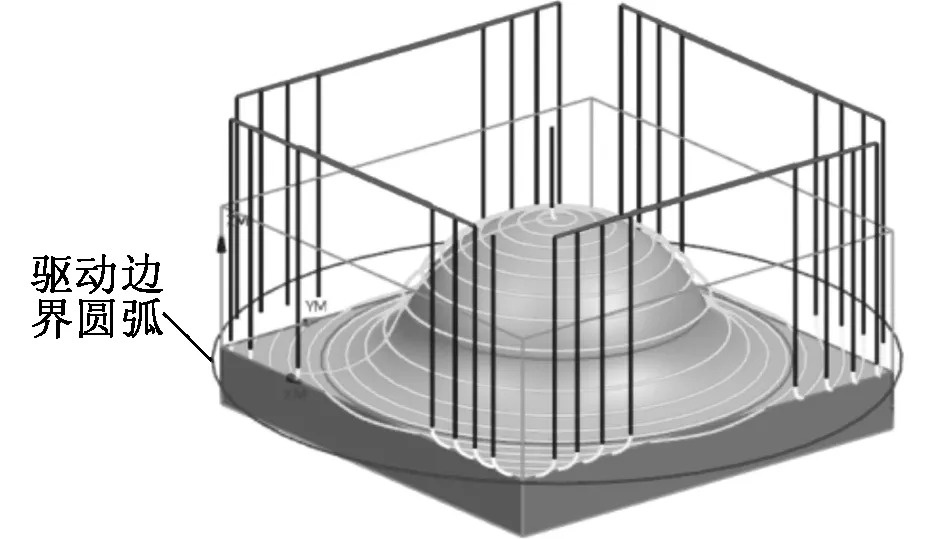
图5 固定轴轮廓半精加工刀路
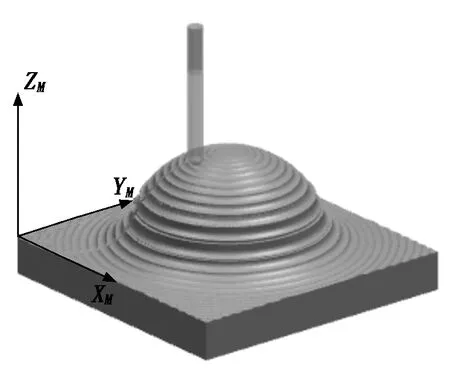
图6 固定轴轮廓半精加工3D仿真效果
3.3 固定轴区域轮廓铣精加工
本案例以固定轴区域轮廓铣来对型芯零件进行最后的精加工,其方法和过程与前述粗加工及半精加工类似,按加工方案和NX数控编程通用过程对各节点组及参数项进行相应设置,再将驱动方法更改为“区域铣削”。由于本精加工为高速加工,刀具轨迹行距在0.1 mm以下,这样可以降低加工过程中的表面粗糙度,从而提高表面质量[8]。
生成的固定轴区域轮廓铣精加工刀路如图7所示,对刀轨进行3D仿真,其效果如图8所示。

图7 固定轴区域轮廓铣精加工刀路
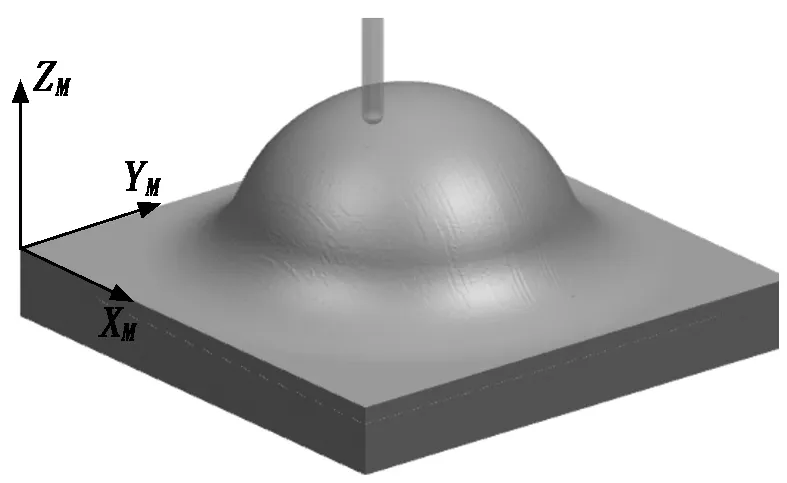
图8 固定轴区域轮廓铣精加工3D仿真效果
由固定轴区域轮廓铣精加工3D仿真效果可看出,加工过程中没有过切、打刀、加工不到位等不良情况,型芯零件的表面精度也达到了设计与使用要求,其表面质量得到了保证。
4 后处理
在自动编程技术中,后置处理也是关键技术之一[9],刀路经验证合格后,通过这个纽带功能,NX生成的刀位源文件方可转化成数控机床可识别的NC程序。NX后置处理文件具有开放式与通用性,只要对格式等稍加修改,就能满足多种数控系统的要求[10]。
通过专用的后处理器,可以对选定的刀轨进行后处理,本例选用MILL 3 AXIS后处理器,并将单位设置为“公制/部件”,输入合适文件名,则可生成程序单。本例的部分程序单如图9所示。

图9 程序单(部分)
5 结语
现代计算机技术与信息网络技术的快速发展,极大地促进了现代制造业的发展,NX的自动编程技术将人力解放出来,大大降低了劳动强度,减少了加工时机床上的调试工时[11],提高了生产效率和编程准确度,提高了产品质量,其模拟加工也避免了安全事故的发生。
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
科学与财富(2018年13期)2018-06-13
农机使用与维修(2018年2期)2018-02-26
橡塑技术与装备(2018年2期)2018-02-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
中国塑料(2016年5期)2016-04-16