
LG720冷轧管机组主机架惯性力试验分析研究
2020-12-28 11:58:02王敏
机械工程与自动化 2020年6期
王 敏
(太原重工股份有限公司 技术中心,山西 太原 030024)
0 引言
LG720冷轧管机组是由太原重工设计和生产的目前为止世界最大的冷轧管机组。由于冷轧管机组轧制时主机架作往复运动,会引起机架水平方向的冲击振动,机架要承受较大的水平方向惯性力,从而影响了设备的安全生产和产品质量。因此机架的振动及所承受的惯性力引起了设计和工艺人员以及用户的高度关注。所以,本项目主要是在LG720冷轧管机组正常生产的条件下进行现场试验及数据采集;通过对现场试验数据的追踪分析和研究,得出主机架所承受水平方向惯性力的大小及变化规律,为今后冷轧管机组的调试和改进提供第一手资料。
1 试验分析研究方法
图1为LG720冷轧管机组主机设备外观图。

图1 LG720冷轧管机组主机设备外观图
由于LG720冷轧管机组轧制频率很低,常规轧制频率为10次/min~30次/min。因此,对于主机架的振动,一般加速度传感器无法测试,必须使用专用超低频加速度传感器。本次试验采用的专用超低频加速度传感器型号为991B,如图2所示。加速度传感器信号a接入动态数据采集仪器,输出加速度动态曲线。已知主机架质量m=234 500 kg,根据牛顿第二定律F=ma,即可得到主机架所承受的惯性力。现场加速度传感器安装位置如图3所示。

图2 991B专用超低频加速度传感器 图3 现场加速度传感器安装位置
2 现场试验轧制工况
2.1 现场试验轧制毛管规格和成品管规格。
轧制毛管规格和成品管规格见表1。

表1 轧制毛管规格和成品管规格 mm
2.2 现场试验电机转速与轧制节奏
现场试验分析研究以不同的电机转速为不同工况,不同的电机转速对应的冷轧管机组轧制节奏见表2。

表2 电机转速与轧制节奏对应关系
3 主机架的振动特性及惯性力试验分析研究结果
3.1 主机架振动加速度现场试验研究结果
以轧制节奏从5次/min逐渐变为12次/min为一个记录循环,图4为轧制节奏从5次/min逐渐变为12次/min的主机架水平方向振动加速度曲线。从图4中可以看出,轧制过程中主机架水平方向的振动加速度有突变现象,随着轧制节奏的越来越快,主机架水平方向的振动加速度越来越大。

图4 轧制节奏从5次/min逐渐变为12次/min的主机架振动加速度曲线 图5 轧制节奏为5次/min下的两个往返循环振动加速度曲线 图6 轧制节奏为6.8次/min下的三个往返循环振动加速度曲线
图5~图9为轧制节奏从5次/min逐渐变为12次/min的主机架单个轧制频率(节奏)下的振动加速度曲线。
3.2 主机架振动最大惯性力现场试验研究结果
根据主机架振动加速度现场试验时域分析结果可得每个轧制节奏下的最大加速度值,其中加速度为正说明加速度指向毛管进口方向,加速度为负说明加速度指向成品管出口方向,根据主机架质量即可得出主机架所受最大惯性力,惯性力方向和加速度方向相同。主机架在不同轧制节奏下最大加速度及最大惯性力值见表3。从表3中可看出:在轧制节奏12次/min时,主机架正方向和负方向加速度和惯性力都达到最大,正方向和负方向最大加速度分别为3.43 m/s2和2.33 m/s2,相应的正方向和负方向最大惯性力分别为804.34 kN和546.39 kN。
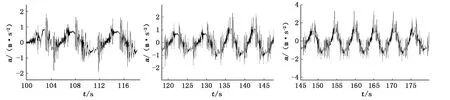
图7 轧制节奏为8.5次/min下的三个往返循环振动加速度曲线 图8 轧制节奏为10次/min下的四个往返循环振动加速度曲线 图9 轧制节奏为12次/min下的六个往返循环振动加速度曲线

表3 主机架在不同轧制节奏下最大加速度和最大惯性力值
3.3 主机架振动特性及惯性力变化规律研究结果
从图5~图9主机架振动加速度曲线可以看出:轧制节奏越低,主机架水平方向振动加速度曲线变化越小,随着轧制节奏的越来越快,主机架水平方向振动加速度曲线变化越来越明显,振动加速度越来越大;主机架从后(成品管出口端)极限位置向前极限位置移动进行轧制时,加速度为正,且越来越大,到主机架行程到前极限位置时,加速度达到正方向最大;主机架从前极限位置向后极限位置移动进行轧制时,加速度为负,且数值越来越大,到主机架行程到后极限位置时,加速度达到负方向最大。从表3数据可以看出:在每一个轧制节奏下总是正方向最大惯性力数值大于负方向最大惯性力数值。轧制节奏的变化引起主机架正负方向最大惯性力变化情况见表4。从表4可以看出:当轧制节奏从8.5次/min变化为10次/min时,正方向最大惯性力增加最大,增加了42.80%;当轧制节奏从6.8次/min变化为8.5次/min时,负方向最大惯性力增加最大,增加了19.77%。

表4 轧制节奏的变化引起主机架最大惯性力变化情况
4 结论
(1)在轧制过程中,随着轧制节奏的变化,主机架水平方向的振动加速度有突变现象,随着轧制节奏的越来越快,主机架振动加速度曲线变化越来越明显,振动加速度越来越大。
(2)在轧制节奏12次/min时,主机架加速度和惯性力都达到最大,正方向和负方向最大加速度分别为3.43 m/s2和2.33 m/s2,相应的正方向和负方向最大惯性力分别为804.34 kN和546.39 kN。
猜你喜欢
幼儿100(2023年35期)2023-09-22 07:28:40
当代水产(2022年6期)2022-06-29 01:12:20
锻压装备与制造技术(2021年2期)2021-07-19 08:50:46
今日农业(2021年6期)2021-06-09 08:05:24
中学物理·高中(2019年8期)2019-09-20 07:08:06
汽车观察(2018年12期)2018-12-26 01:05:42
金桥(2018年4期)2018-09-26 02:24:46
劳动保护(2018年8期)2018-09-12 01:16:14
现代装饰(2017年1期)2018-01-23 03:31:17
现代企业(2015年4期)2015-02-28 18:48:41
