核桃破壳后各级物料悬浮速度的试验研究
2020-12-28 02:50王亚妮卢军党贺功民
农业技术与装备 2020年11期
王 维,王亚妮,卢军党,贺功民
(陕西省农业机械研究所,陕西 咸阳 712000)
悬浮速度是指某物料在垂直气流的作用下,当气流对物料的作用力等于该物料本身的重力而使物料保持平衡状态时气流的速度[1]。
核桃破壳后的壳仁分离是核桃深加工的关键工序。在生产加工过程中,核桃经过破壳后,产生的混合物料经分级分为:壳仁嵌合体、1/2 混合物料、1/4 混合物料、1/8 混合物料、1/16 混合物料及碎末混合物料。目前多数机型采用的分离技术为风力分离[2-4],测定各级壳、仁的悬浮速度,可以为各级混合物料分离的气流参数提供试验和理论依据。
1 测试装置及工作原理
1.1 测试装置
采用陕西省农业机械研究所自制的物料悬浮速度测试台,结构如图1 所示,主要由管道风速仪、脚轮、机架、集流罩、下稳流管、可视锥管、上稳流管、隔物网、过渡弯管、风机、变频器等部件组成。管道风速仪采用TES-1341 热线式风速计,风速反应范围在0~30 m/s,且可记录最大、最小及平均值[5]。
1.2 工作原理
接通电源启动变频器,通过调节变频器频率控制电机转速以调节风机风量大小。物料从集流罩处送入测试管中,将频率从小到大调节,直至物料吸入可视锥管中,且恰好在管道风速仪测试口高度位置处呈悬浮状态。关闭变频器电源,使物料从测试管中落下。再次启动变频器开始键,待气流风速稳定后,读取管道风速仪的最大和最小值。此数据即为该种物料的悬浮速度范围。
2 试验材料及仪器
2.1 试验材料
试验所用物料为陕西黄龙地区出产的香玲核桃,经破壳机破壳、混合物料分级筛分级,筛网规格如表1 所示,各级物料如图2 所示,再经手工分离混合物料收集所得,如图3 所示,然后分别测出壳、仁的悬浮速度[6-7]。
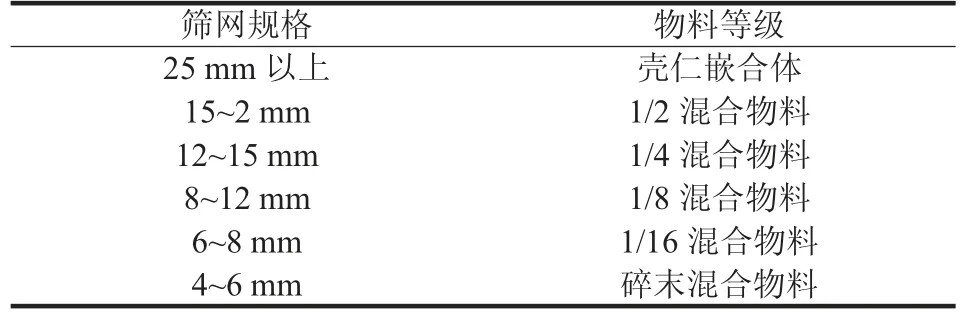
表1 混合物料分级机筛网规格Tab.1 The screen specification of mixed material classifier
2.2 试验仪器
热线式风速仪TES-1341、游标卡尺0.02 mm、AIC-21001常州天之平0.1 g。
3 试验方案及结果
3.1 试验方案
将陕西黄龙地区出产的香玲核桃,经破壳、分级、分离所得物收集。随机抽取个1/2 壳、仁,1/4 壳、仁,1/8 壳、仁,1/16 壳、仁,碎末壳、仁,分别抽取10 个作为试验样本,测量每个样本质量和对应的尺寸,并计算其平均值并将各级分离物料每次取样不少于50,共取3 次,分别测试其悬浮速度范围。
3.2 试验结果
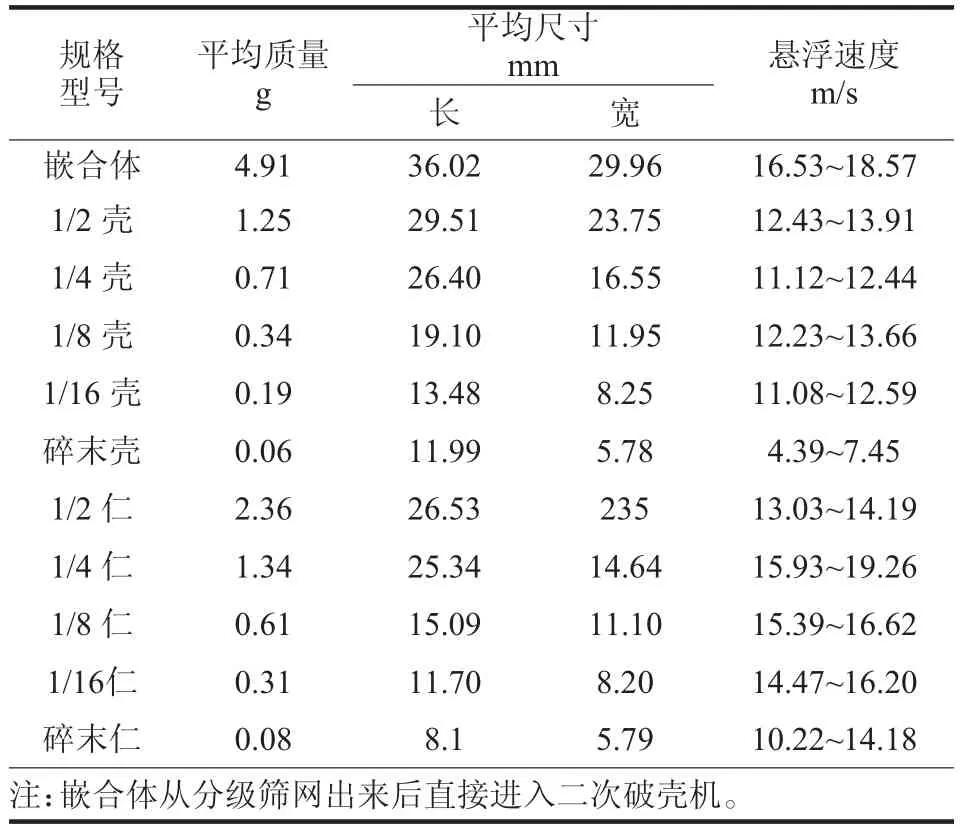
表2 各级物料的平均质量、平均尺寸及悬浮速度Tab.2 The quality and size of materials at all levels
根据表1 绘制了同规格核桃壳、仁平均质量对比趋势图和近似迎风面积对比图,分别如图4 和图5 所示,其中面积近似为长方形。从壳、仁质量趋势对比图可以看出,从1/2,1/4,1/8,1/16 到碎末,平均仁质量均大于同规格的平均壳质量,壳和仁平均质量依次降低,其平均质量差分别为1.11,0.63,0.27,0.15,0.02,随着桃仁规格减小平均质量差依次减小。从壳、仁近似迎风面积对比图可以看出,从1/2,1/4,1/8,1/16 到碎末,平均壳的迎风面积均大于同规格的平均仁的迎风面积,壳和仁平均迎风面积依次降低,且同规格的迎风面积差分别为89.34,65.94,60.75,15.27,22.41。随着桃仁规格减小,平均迎风面积先降低后增加。平均质量差和平均迎风面积差越大越有利于风选分离,这说明1/2,1/4,1/8 的壳仁采用风选分离是可行的,而1/16 和碎末在风选分离过程中会出现混杂率高的现象。悬浮速度是一个范围值,但总体趋势是随着壳仁规格的减小,悬浮速度是依次减小的,可根据悬浮速度范围对风机进行初步选型及设备结构设计提供参考依据。
4 结论
(1)随着桃仁规格减小平均质量差依次减小;平均迎风面积先降低后增加。平均质量差和平均迎风面积差越大越有利于风选分离,这说明1/2,1/4,1/8 的壳仁采用风选分离是可行的,而1/16 和碎末在风选分离过程中会出现混杂率高的现象。
(2)核桃经破壳后产物分别为1/2、1/4、1/8、1/16 及碎末的壳仁混合物料,经手工分离后,分别测得核桃壳的悬浮速度分别为13.03~14.19,15.93~19.26,15.39~16.62,14.47~16.20,10.22~14.18,仁的悬浮速度为分别12.43~13.91,11.12~12.44,12.23~13.66,11.08~12.59,4.39~7.45。可根据悬浮速度范围对风机进行初步选型及设备结构设计提供参考依据。
猜你喜欢
纺织标准与质量(2022年3期)2022-08-10
当代水产(2022年6期)2022-06-29
承德医学院学报(2022年2期)2022-05-23
宝藏(2021年6期)2021-07-20
宝藏(2021年6期)2021-07-20
科学与财富(2021年2期)2021-03-08
作文周刊·八年级读写版(2020年1期)2020-04-24
作文周刊·八年级版(2020年1期)2020-04-23
科学与财富(2020年32期)2020-03-10
新课程·下旬(2018年7期)2018-01-19