
硬旋铣PCBN 刀具刃口钝化试验研究
2020-12-25 12:30:36陈润泽宋树权
机械设计与制造 2020年12期
陆 斌,陈润泽,宋树权
(1.江苏大学机械工程学院,江苏 镇江 212023;2.盐城工学院机械优集学院,江苏 盐城 224051)
1 引言
滚珠丝杠是重要的传动件之一,在各种工业装备中广泛应用[1],特别是航空航天、高速交通、船舶等领域的超大型制造装备。在加工制造大型滚珠丝杠时,由于其特殊的应用环境,具有加工精度要求高、切削占用工时多、加工难度大等特点,硬旋铣技术已经成为其主要的加工方法。硬旋铣技术采用PCBN 等超硬刀具对硬度60HRC 以上的淬火工件实施切削,减少磨削和多余的热处理工序,满足高效和绿色环保的要求[2]。硬旋铣具有切屑轻薄,切削力小,材料去除率高以及切削热量散失快等优点。但硬旋铣的时变断续硬态切削特性使得切削刀具易破损,成为制约其加工质量提高的瓶颈问题之一。
刀具刃口钝化技术在延长刀具使用寿命方面效果显著[3],受到越来越多的重视。刃口钝化可以去除刀具刃口上的不足,增加刃口稳定性,使前、后刀面分担刃口部分机械载荷,减少刀具非正常失效[4],是解决硬旋铣加工刀具早期失效问题的重要新方法。文献[5]在切削LFRP 复合材料时发现,切削力和刀具刃口成正比。文献[6]研究了刃口半径对切削力的影响规律,提出了切削力预报模型。文献[7]制备不同半径刃口对工件影响。文献[8]得出钝化参数对刃口的作用规律。文献[9]研究了刃口钝化刀具切削TiAl6V4 的加工过程,发现刀-屑间摩擦系数受到刃口半径和切削速度的影响,切削力随着刃口半径的增大而增大,进给抗力对刃口半径变化更敏感。文献[10]认为切削工件时,刀具刃口半径越大,阻尼系数越大,切削稳定性越高。
刀具刃口非均匀钝化是解决上述问题的关键,但是目前对于刀具刃口材料非均匀去除研究较少,难以实现非均匀精准钝化刀具刃口。文章采用正交试验,研究钝化参数对刃口材料去除作用规律。建立刀具刃口材料去除经验模型,利用方差分析法验证模型的有效性。使用形状测量激光显微镜分析钝化前后刃口表面粗糙度,总结表面粗糙度的变化规律,为后期非均匀刃口钝化试验提供依据。
2 刀具刃口钝化试验
2.1 试验条件及内容
2.1.1 试验条件
(1)试验设备四轴研磨机,形状测量激光显微镜,夹具,金刚砂砂纸。
(2)试验刀具PCBN 刀具,如图1 所示。材料为DI 的DBW85。

图1 PCBN 刀具Fig.1 PCBN Tool
2.1.2 试验内容
(1)选用9 把相同的PCBN 刀具,使用的形状测量激光显微镜,利用夹具将PCBN 刀具刃口固定,选定合适的基准,使用VK分析软件分别测出9 把刀具的原始刃口高度以及刃口表面粗糙度,并记录相关的数据,如图2 所示。(2)PCBN 刀具钝化采用四轴研磨机。刀具安装固定在升降杆上。不同粒度的金刚砂砂纸安装在研磨盘上,如图3 所示。通过改变钝化速度,钝化时间以及磨粒粒度让刀具刃口进行钝化。(3)使用形状测量激光显微镜测量钝化后的刀具以及表面粗糙度,记录相关数据并分析。和原始数据进行对比,分别选出每组钝化前后的最高点位置,以最高点为基准,上下取100 个点。检测试验前后材料的去除。第一组的钝化前后相对高度,如图4 所示。

图2 形状测量激光显微镜Fig.2 Shape Measurement Laser Microscope

图3 四轴研磨机Fig.3 Four-Axis Grinding Machine

图4 钝化前后相对高度对比Fig.4 Comparison of Relative Height Before and After Passivation
2.2 钝化正交试验及结果
说明对于刀具刃口材料去除参数中,钝化时间影响比较显著,其次是钝化速度,磨粒粒度对材料去除的影响是较小的,如表1 所示。
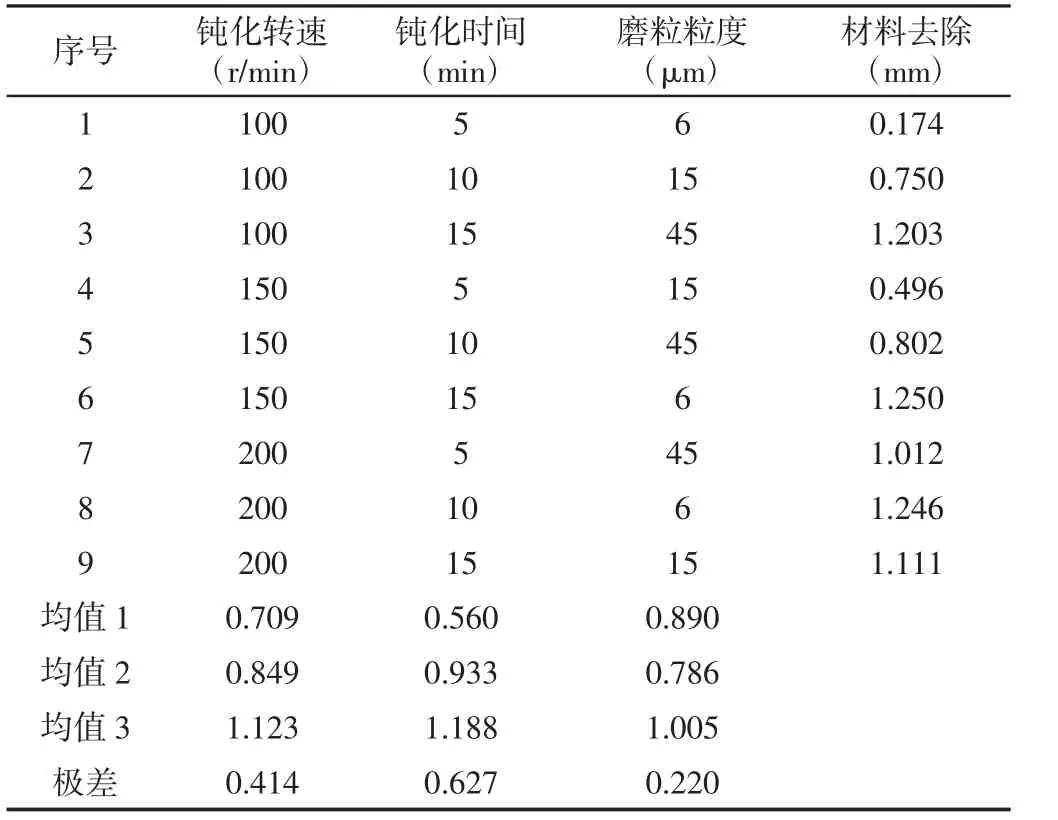
表1 刀具钝化正交试验及试验结果Tab.1 Orthogonal Test and Test Results of Tool Passivation
3 PCBN 刀具刃口去除机理及去除模型
3.1 PCBN 刀具刃口去除机理
PCBN 刀具刃口去除主要包括氧化去除、粘结去除、磨粒去除等。刀具刃口随着温度的上升,会缓慢进入氧化阶段。PCBN 刀具在钝化时主要的去除形式是粘结去除,存在的氧化去除会加剧材料去除。PCBN 刀具刃口表面有很多微小的CBN 晶体和粘接剂组成。在高温条件加工下,存在被加工工件表面硬度不均匀等特性,会使刃口的粘接剂被去除,导致表面CBN 晶体裸露,在钝化过程中导致其剥落,如图5 所示。

图5 粘结磨损示意图Fig.5 Schematic Diagram of Bond Wear
3.2 PCBN 刀具刃口材料去除模型
在材料去除的过程中,去除量Y 与钝化速度v、钝化时间t和磨粒粒度u 关系表达式:
式中:k、a、b、c—常数。
为了求出a、b、c 的具体值,首先对两边作变换得到:

分别设y=lgY,x1=lgv,x2=lgt,x3=lgu,D=lgk

利用SPSS 数据分析软件,可以求出a,b,c 的值分别为:

判断材料去除模型是否准确,利用F 检验来判定去除模型的回归效果。Significance F(显著统计量)=0.0343<0.05。满足F 检验条件,所以建立的材料去除模型是显著有效的。
4 钝化参数对刀具刃口表面粗糙度的影响
为了得到刀具刃口表面粗糙度在不同钝化参数钝化前后的影响规律,采用单因素试验,分别把钝化速度、钝化时间、磨粒粒度作为自变量,得出表面粗糙度的变化。
钝化参数对PCBN 刀具刃口材料去除的曲线图,如图6 所示。钝化速度在50r/min 时,表面粗糙度大小随速度增加而逐渐减小,如图6(a)所示。在150r/min 时,刃口表面粗糙度最低。当钝化速度大于150r/min,刃口表面粗糙度急剧上升,如图6(b)所示。当磨粒粒度小于15μm 时,随着磨粒粒度的增加,刀具刃口表面粗糙度也随之降低;当磨粒粒度大于15μm 时,随着磨粒粒度的增加,表面粗糙度也随之增加,如图6(c)所示。当钝化时间小于10min 时,随着钝化时间的增加,PCBN 刀具刃口的表面粗糙度急剧降低;当钝化时间大于10min 时,刀具刃口表面粗糙度也逐渐降低,但对于前者降低幅度有所减少。
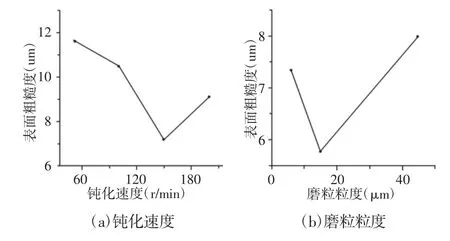

图6 钝化参数对PCBN 刀具刃口材料去除曲线图Fig.6 Passivation Parameters for PCBN Tool Edge Material Removal Curve
5 结语
综上所述,采用四轴研磨机对PCBN 刀具刃口进行材料去除,使用形状测量激光显微镜测量并分析结果,结论如下:(1)对于刀具刃口材料去除,钝化时间影响显著,其次是钝化速度,磨粒粒度对材料去除的影响是较小的。(2)采用数学回归的方法建立钝化参数对材料去除的模型,通过方差分析中F 检验的方法验证了整体的回归方程是显著有效的。(3)得出钝化参数对PCBN 刀具刃口表面粗糙度的作用规律。当钝化速度为150r/min、钝化时间为20min、磨粒粒度为15μm 时,可以获得较理想的PCBN 刀具刃口表面质量。
猜你喜欢
中国机械工程(2022年2期)2022-01-27 07:53:28
金刚石与磨料磨具工程(2021年5期)2021-11-06 08:19:30
硅酸盐通报(2021年3期)2021-04-18 11:01:42
表面工程与再制造(2019年3期)2019-09-18 01:35:10
制造技术与机床(2019年9期)2019-09-10 07:36:26
制造技术与机床(2018年10期)2018-10-13 06:36:54
制造技术与机床(2017年7期)2018-01-19 02:29:55
制造技术与机床(2017年4期)2017-06-22 11:18:24
山东工业技术(2016年15期)2016-12-01 05:30:44
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:56
