
巧取密封锥垫的工装设计
2020-12-24 05:59:34王克明王康
国防制造技术 2020年2期
王克明 王康
(中国工程物理研究院材料研究所,621700)
0 引言
判断一个密封容器或者密封管路系统是否密封,需要对该容器进行检漏操作。很多密封容器的漏率要求小于1.0×10-10Pa·m3/s。例如对一种焊接后的容器进行真空检漏,检漏时需要把容器抽真空到10Pa以内,再采用氦质谱检漏仪进行检漏。因此需要通过容器的检测阀门连接检漏仪对容器进行抽真空检漏。由于阀门与检漏管路之间的检漏接头密封面形成的是线型密封,所以在对阀门进行检漏时,必须在阀门与检漏管路之间的接头部位安装一个密封锥形垫片,防止检漏的介质泄露。如何安全、可靠的将软锥垫取出是此项工作中的一个难点。
1 当前存在的主要问题
锥形垫片是与锥面相贴合的软质薄垫片,密封锥形垫片安装在密封锥面时,在拧紧力的作用下,锥形垫片与锥面之间就形成了一个新的密封结构。因为密封锥面是机械加工而成,所以对密封锥面加工精度和粗糙度有很高的技术要求。这种密封锥垫一般都是用黄铜镀金的软锥垫制作成的,由于密封锥垫非常柔软,所以在安装和拆卸密封锥垫时都要特别小心。首先要分别对阀门与检漏管路的检漏接头和密封锥垫进行清洗,防止密封面上有灰尘和固体颗粒杂质,划伤阀门密封面。密封锥垫准确放在阀门密封凹面内。必须保证在安装检漏管路与阀门时,检漏管路与阀门和密封锥垫三者之间锥面轴向对正,锥形垫片与密封锥面充分叠合。再对检漏管路与阀门接头锥面联接拧紧并施加力矩时,密封锥垫与密封面的凸峰和凹谷之间紧密接触,就会牢牢的粘贴固定在接头的锥面上。
当密封检漏完成后,关闭阀门,要保护好阀门的密封面,拆卸检漏管路与阀门的接头,并且要把软锥垫从阀门接头的锥形密封面上取出。软锥垫是经过拧紧力的作用下挤压变形,牢牢的粘贴在接头密封锥面上面,非常不容易取下来,极易伤及阀门密封锥面。如果直接用尖锐和坚硬的工具硬取,容易把接头密封锥面划伤。这样对接头的密封面造成伤害,导致介质泄露,就无法保证阀门的密封性了。
2 以往的经验和方法
按照以往的经验和方法,操作人员多利用一些现成的工具,采用撬动法或剥离法等方法将软锥垫取出。
撬动法:作业人员采用小螺丝刀,小金属刀片,在它们的头部包裹一层软布直接撬动软锥垫后取出。但这种软锥垫取出方式容易导致锥面划伤,造成管路密封不良甚至密封失效。
剥离法:作业人员采用比较软的木棍儿(如筷子),先把筷子头部削薄削尖,然后把尖头儿插在锥垫的小端部位,再用力把锥垫从阀门的锥面上剥离下来。但往往由于木质太软,不是撬不动,就是造成木棍前端磨损折断还容易造成木渣掉入接头小孔里,导致阀门有异物堵塞。
以上这些方法,因为没有一个系统而标准的操作模式,很容易对操作的阀门密封锥面造成损坏,从而造成内部介质的泄露;而且作业时因操作人员的操作水平不同,造成需要花费的时间长短不确定、对产品质量造成的影响程度不确定等问题。但此类问题往往不被工艺人员和操作人员所重视,对产品的质量存在一定的操作风险。
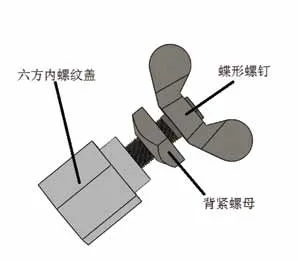
图1 六方内螺纹盖和蝶形螺钉
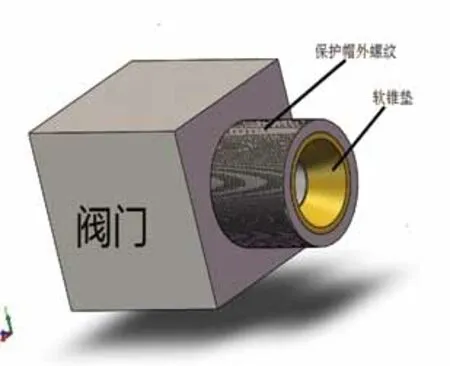
图2 阀门锥垫保护帽外螺纹
3 主要技术方案
经过笔者的实践探索,拔除锥垫的方法在此类工序中是比较有效的。它采用的是作用力与反作用力的原理,充分考虑黄铜锥垫的特性,制作了巧取锥垫的工装。
受木质酒瓶塞开启器的启发,笔者采用一个六方内螺纹盖和一套蝶形螺钉(图2 所示),利用阀门锥垫保护帽外螺纹(图2 所示)与其相配合,并在六方内螺纹盖的顶部中心钻一个小孔,方便螺钉通过。
由于软锥垫的壁厚只有1 毫米左右,蝶形螺钉的螺距不能大于1 毫米以上,也不能太小。螺距过大蝶形螺钉在拧入软锥垫时,螺钉的尖锐部分就会透过软锥垫,划伤阀门的密封锥面。若螺距过小,螺钉的头部就抓取不住软锥垫,或者说嵌入的很浅,结合不是很牢固,容易滑脱。在多次实践和不断的改进中,制作了与软锥垫的锥度基本上一致的锥形螺头,并确定了锥形螺头使用M5 螺钉。M5 螺钉的螺纹深度在0.5毫米左右,既能很好的嵌入在软锥垫内,又不会划伤阀门的密封锥面。
六方内螺纹盖在上端口部有一个导向套,能够保证蝶形螺钉拧入时是沿着阀门的轴向方向而不会发生偏斜现象。
具体操作步骤:
(1)首先把六方内螺纹盖先沿顺时针方向拧到阀门的保护帽外螺纹上,注意要将六方内螺纹盖的螺纹旋到底;
(2)将蝶形螺钉沿着阀门的轴向方向通过六方内螺纹盖上的小孔的导向套牢牢的拧在锥垫上;
(3)把蝶形螺钉上的背紧螺母旋转至六方内螺纹盖上锁紧。这样做的目的是让六方内螺纹盖、蝶形螺钉以及蝶形螺钉上的背紧螺母成为一体;
(4)将六方内螺纹盖沿逆时针方向旋转,此时便可将软锥垫和蝶形螺钉一同拔起,使软锥垫顺利脱离阀门密封锥面。
4 结语
此工装可以将软锥垫从阀门接头锥面上快速、安全、顺利的脱离,能保证阀门锥面不被划伤,影响阀门的密封性。通过此工装的设计,不仅提高了现有设备和设施的有效作业率,而且大大降低了操作人员的操作难度。它有利于产品质量的提高与稳定,有利于生产的顺利进行、降低各种消耗,有利于提高职工的技术操作水平。
猜你喜欢
火控雷达技术(2023年2期)2023-07-15 14:00:06
光通信研究(2022年2期)2022-03-29 03:19:18
装备制造技术(2021年2期)2021-07-21 05:38:22
汽车实用技术(2019年21期)2019-11-22 08:29:16
制造技术与机床(2019年8期)2019-09-03 01:14:28
汽车实用技术(2019年7期)2019-04-18 07:55:52
经济技术协作信息(2018年11期)2019-01-14 03:07:22
制造技术与机床(2017年11期)2017-12-18 06:46:44
淮北师范大学学报(自然科学版)(2014年4期)2014-07-04 06:21:46
金属加工(热加工)(2013年21期)2013-08-28 06:40:50
