
基于3DVIA Composer 的制药外包装线后端智能化生产三维仿真动画制作
2020-12-22 10:36马庆恒万永丽姜贵中王立松刘子春徐源东
机电产品开发与创新 2020年6期
马庆恒, 万永丽, 姜贵中, 王立松, 刘子春, 徐源东
(云南省机械研究设计院, 云南省机电一体化应用技术重点实验室, 云南 昆明 650031)
0 引言
目前大部分制药企业外包装线在前端均已实现产品的自动化分拣、装箱、中端检测,在后端的产品纸箱贴标、扫码、盖印、打包、搬运、码垛等环节,确还是纯人工作业,这极大地影响了生产效率。 可通过在后端搭建具有自动物流、生产状态实时监控、智能剔除和自动堆垛功能的智能化生产系统,来进行智能化提升改造,可保证产品质量的一致性,减少现场的重复体力劳动,补齐生产过程的效率短板,从而提升整条生产包装线的综合效率。
1 基于SOLIDWORKS 完成制药外包装线后端智能化生产设计和静态干涉检查
总体方案设计:基于药企生产现状,利用车间现有的资源,确定后端的产品输送布置、设备规划布局形式及其关键尺寸,进行相关的工艺流程设计:翻箱-平推-打码-贴签-检测-异常条码产品剔除-打包-机器人抓取码垛-叉车(AGV)运至仓库。
推进模式:采用自顶向下、逐级细化,机械、电气协作的方式进行。 具体:首先完成总体方案的二维设计,提交客户作技术交流, 根据客户的意见进行修改、 完善和优化,直至客户认可。 再进行各个零部件、运动机构详细的选型及其三维建模设计。 三维模型完成后,逐级进行静态干涉检查。
2 基于3DVIA Composer 完成制药外包装线后端的三维动画仿真制作
2.1 仿真软件选用说明
市场上主流的仿真软件很多, 有些集成在设计软件内,如:Pro/Mechanical 集成在Pro/E 内,有些为独立软件,如:Adams。若采用上述软件进行仿真,一则前处理中需要对各个运动机构(如:机器人)、动件(如:纸箱)均需设置运动副、驱动等,从而需要进行大量繁琐的参数获取及其合理设置,造成技术处理极其困难、效率极其低下,二则摸试后的仿真效果不够理想。而使用3DVIA Composer,经摸试发现仅需对机器人作类同前处理, 优势极大且效果理想,故最终选用3DVIA Composer。
2.2 模型导入方法[1]
模型导入方法共有两种。 方法一: 为在SOLIDWORKS 界面内, 在菜单栏中单击 【工具】/【3DVIA Composer 】/【Export to 3DVIA Composer ......】, 单击保存按钮后会在外部创建*.smg 文件,随后用3DVIA Composer 直接打开该文件。 方法二:为在3DVIA Composer 界面内,在菜单栏中单击 【建模】/【导入几何体】/【浏览几何体......】,选用SOLIDWORKS 文件格式 (*.sldprt、*.sldasm) 直接导入或选用转换格式(如:*.igs 等)间接导入。 本项目摸试、对比这两种方法,根据实效选用方法一完成。
2.3 模型前处理[1]
可选的操作很多,如:设置零件的颜色等,必选的操作包括:创建机器人各轴的运动副DOF、设置各级链接形式。
(1)机器人及其附件模型前处理[1]。 项目选用ABB公司的IRB4600 六轴垂直串联机器人。 摸试结果:对机器人及其附件模型创建如图1 所示的各级链接关系,并对第一~五(关节)轴设置“链接类型:枢轴”,并合理设定“链接轴(在父级中):”值,方可实现各关节轴符合实际的单轴或联动动作, 并可确保实现在整个仿真过程中, 工具及其所夹持的纸箱仅做空间平移和或绕第六(关节) 轴做与地面垂直的旋转运动。 吸盘及其吸附的各侧纸箱均以缺省“链接类型:自由”方式链接且纸箱均消隐。

图1 在3DVIA Composer 内对机器人及其附件模型进行必要的前处理Fig.1 Necessary preprocessing of robot and its accessory model in 3DVIA Composer
(2)纸箱模型集前处理[1]。 工艺流程设计为两条生产线后端做并行处理, 以满足使用全自动托盘库空间及托盘出入库空间需要, 这两条线生产节拍及箱型均有可能不同,故设置为每条线单独码垛(同一台码垛机器人分别完成两条生产包装线码垛任务、实现双输入双输出、各五种箱型产品自由码垛),而这些箱型在后端的工作模式大体相同。 为既仿真生产实际,又节省动画视频的制作量,经摸试对比并征得客户认同,最终选用一侧为大箱、另一侧为小箱作为代表来制作相应的动画视频。 对所需的纸箱模型集处理共有两种方法。 方法一为在SOLIDWORKS总装模型内, 预先创建出该纸箱模型集并装配、 调整到位,导入后直接使用。 方法二为在3DVIA Composer 界面内根据需要现时创建(注:可复制、编辑)并装配、调整到位。方法一需要设计人员与制作人员协作,或同一技术人员熟练使用这两种软件完成。方法二无需上述协作,仅需制作人员会熟练使用3DVIA Composer, 同比更具有独立性和灵活性,故最终选用方法二完成。
2.4 动画所呈现内容的确定及相关模型相应的前处理
由于该生产线实际生产的模式和状态允许在很大范围内合理变动, 造成动画可供呈现的内容丰富多彩、千变万化且过于灵活,从而难于取舍、决择。 经摸试对比并与客户充分交流达成共识, 最终确定动画呈现的内容:初态时,机器人在机械原位,其两侧均有托盘且为准满垛,两侧生产线上合理分布有纸箱产品集,叉车上堆满托盘准备进入空托盘库。 开始后,并行呈现机器人码垛运动及两侧生产线上的纸箱集相应的符合生产工艺流程的联动运动、托盘库系统运动、叉车运动等。 主要内容为机器人交叉码垛直至大箱先满垛,叉车运走该垛并等待该侧放置空托盘,期间机器人单独码放小箱直至小箱满垛,叉车运走该垛并等待该侧放置空托盘。 机器人在两侧空托盘上依次启动下一码垛周期,待每侧托盘底层各码2 个纸箱产品,机器人回到机械原位,动画结束。 典型工作态瞬间分别如图2~5 所示。 对机器人两侧托盘及其垛品、叉车等均需配作前处理,方法同上。
2.5 动画制作[2]
选择动画模式,在时间轴位置选择自动关键帧,此后手动的任何操作命令,包括模型复制、平移、旋转、文字标注及尺寸标注等一系列过程都会以自动关键帧的形式被记录下来,这些关键帧就是生成动画的元素,制作效果如图2~5 所示。
(1)制作技巧及体会[1]。制作前,应根据产品的工作原理、装配或运动过程合理规划动作顺序。 制作过程中,合理设定关键帧(注:包括位置关键帧、视图关键帧和Digger 关键帧)的数量及其在时间轴上的位置顺序、间隔等,灵活选用各种变换工具、切换工具和可视性工具,创建选择集来快速选取目标角色, 使用过滤器来快速筛选目标帧,掌握常用命令、快捷键,合理设置动画播放速度等。

图2 制药外包装线后端智能化生产在第0 秒末时的工作态仿真效果Fig.2 Working state simulation effect of intelligent production of pharmaceutical packaging line at the end of 0s
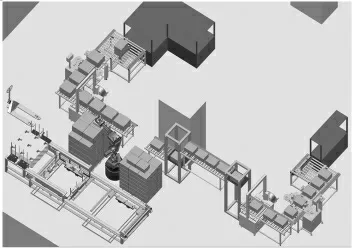
图3 制药外包装线后端智能化生产在第8 秒末时的工作态仿真效果Fig.3 Working state simulation effect of intelligent production of pharmaceutical packaging line at the end of 8s

图4 制药外包装线后端智能化生产在第26 秒末时的工作态仿真效果Fig.4 Working state simulation effect of intelligent production of pharmaceutical packaging line at the end of 26s

图5 制药外包装线后端智能化生产在第58 秒末时的工作态仿真效果Fig.5 Working state simulation effect of intelligent production of pharmaceutical packaging line at the end of 58s
(2)制作难点分析及其特殊技术处理。 比较特殊的操作为如何仿真机器人及其附件的空间运动,根据路径规划,全程仅用到关节运动(MoveJ)和线性运动(MoveL)。 摸试中发现,采用常规方法操设时,机器人常会呈现随意的空间自由运动及混乱的空间自由形态,尤其是末端常掀头。 经反复摸试、对比,最终解决方法:制作全程,均须选中菜单栏中的【变换】/【模式】,依次按轴一~三、五~六顺序逐轮次进行单轴旋转操设,遵循转角尽量由大到小、调整由粗到细原则,经过一系列繁琐操作,最终目测达标即可。 对正被码垛的纸箱处理技巧:拾取瞬间,将正被拾取的纸箱隐藏,同时将机器人所吸附的相同纸箱显示。 放置瞬间,将机器人所吸附的该纸箱隐藏,同时将放置处的预先装调到位并隐藏的纸箱显示。
2.6 动画后处理[1]
在3DVIA Composer 内,将文件另存为avi 格式,通过设置压缩比,即可生成对应清晰度的视频文件。还可通过其他视频合成软件,增加声音、特效处理等,从而获得带图、文、声等功能的仿真视频。还可生成高分辨率图像,配合软件自带的材质库, 图像效果非常逼真。 应用发布功能,可以将生成的关键帧和视图,打包成网页文件HTML和交互式pdf 等格式文档。 发布后的文件,可以通过编程的形式,完成角色定制,实现虚拟环境仿真到3D 互动操作地完整体验。
3 结束语
利用Solidworks 完成项目总体方案的设计、自顶向下逐级完成零部件的三维设计、 静态干涉检查, 最后导入3DVIA Composer 完成三维动画仿真的制作, 三维动画能生动而形象地呈现制药外包装线后端经过智能化提升改造后的各项工作态流程效果, 大幅提高了与客户技术交流的质量、效率和认可度,为后续施工改造提供了可靠的技术保障。 并在客户企业中宣传、推广了先进的设计、仿真一体化的理论和技术, 上述将在后续的施工改造中进行验正和进一步的优化、完善。
猜你喜欢
重庆科技学院学报(自然科学版)(2022年6期)2022-02-04
赤峰学院学报·哲学社会科学版(2021年9期)2021-10-14
奥秘(创新大赛)(2021年1期)2021-02-26
装备制造技术(2020年3期)2020-12-25
微型电脑应用(2020年12期)2020-12-25
重型机械(2020年3期)2020-08-24
黑龙江科学(2020年20期)2020-01-17
电子制作(2019年20期)2019-12-04
沈阳理工大学学报(2019年3期)2019-08-21
图学学报(2018年3期)2018-07-12
