某无坐力炮不同弹带挤进过程差异性数值模拟分析
2020-12-16 10:06王星红
兵器装备工程学报 2020年11期
苗 军,陶 钢,王星红, 李 召
(1.南京理工大学 能源与动力工程学院, 南京 210094;2.中国人民解放军 63961部队)
弹丸弹带的挤进过程是火炮内弹道的重要组成部分,弹丸挤进阻力是内弹道的重要特征量,它影响着武器的寿命,同时影响内弹道性能。国内外学者已经针对铜质弹带挤进过程做了大量研究,王鹏等[1]对4种不同的铜材料进行了数值模拟分析研究,分析了弹丸运动和挤进阻力的动态变化。常星星等[2]采用限元分析软件 Abaqus建立了弹炮耦合分析模型,分析了铜质弹带挤进不同膛线时,膛线受力情况。Toivola等[3]则采用了试验研究的方法分析了引起身管变形的因素。对于火炮发射时身管温度问题也有学者开展了研究,杨艳峰等[4]依据传热学理论推算了多发弹丸发射由于高温燃气引起的火炮身管内壁温度变化。肖飞[5]采用试验测量了火炮发射身管温度。Lawton B[6]研究了火炮磨损与膛内最高温度以及火炮初温的关系并指出火炮磨损与膛内最高温度呈指数关系、与火炮初温的平方根呈线性关系。但是目前鲜有学者关注弹丸弹带的挤进过程引起的身管温度的变化。在线膛无坐力炮设计中,常用金属铜弹带和非金属尼龙弹带,有必要对它们的差异性进行研究,给出选择的依据。
本文研究的无坐力炮采用的是复合材料加金属内衬炮管。复合材料应用于身管设计中,一方面可以减轻火炮重量,一方面可提高火炮身管强度[7]。在弹带挤进过程中,身管内壁产生较大的温度变化,且由于材料热物性差异,温度会在金属与复合材料的交界面处集中,同时,挤进过程产生的高压会使身管内壁变形,使得复合材料层间开裂[8]。
1 弹丸膛内运动
1.1 运动阻力和挤进压力
弹丸在火药燃气压力作用下开始运动,弹带发生塑性变形并逐渐挤入膛线。弹丸运动过程中的阻力一部分来自弹带的变形阻力,另一部分为摩擦阻力。当弹带全部挤入膛线时阻力最大,与之对应的火药燃气压力称为挤进压力[9]。弹带挤进膛线阻力可由油压机等装置获得,典型的阻力变化曲线如图1。从图1可以看出当压力达到25 MPa左右时,压力将会迅速下降,并趋于平稳,这是由于弹带全部挤入膛线后将不会再发生塑性变形。
值得注意的是上述方法并不能完全反映阻力变化规律,若能测得弹底压力以及弹丸运动加速度,通过弹丸运动方程,求得弹丸挤进阻力变化将会更加符合实际。
图1 阻力随弹丸位移变化曲线
1.2 弹丸运动方程
弹带挤进时期,弹丸一方面在火药气体作用下沿炮膛轴线作直线运动,另一方面在膛线的导转作用下做绕轴的旋转运动,其轴线运动方程可写为:
(1)
式中:S为弹丸底部面积;Pd为弹丸底部受到的火药燃气压力载荷;f为挤进时期弹丸所受到运动摩擦阻力,弹带变形阻力,空气阻力之和等效为挤进阻力;m为弹丸质量;x为弹丸的位移。
2 数值计算模型
本文无坐力炮带有铝制药筒,且考虑到实际的挤进过程以及连续挤进较为复杂,对此作适当简化。
1) 采用截短身管代替全长身管,忽略全长身管对挤进过程影响
2) 初始时刻弹带前端与坡膛紧密接触。
3) 忽略弹前的空气阻力的影响。
4) 不考虑重力场对挤进过程的影响。
5) 忽略弹丸的变形,假定其为刚体。
6) 身管只发生弹性变形,不考虑弹丸连续发射时的时间间隙即忽略热量的耗散,并将前一发弹丸弹带挤进后产生的最大温度作为后一发弹丸弹带挤进时局部身管的初始温度。
7) 只需要考虑不同初始挤进温度下的摩擦系数即可,忽略挤进过程中摩擦系数的变化。
8) 高温火药燃气的热量全部由药筒带走,不考虑高温火药燃气的强迫对流影响。
2.1 有限元模型
火炮身管为双层结构,金属钛合金内衬外加碳纤维复合材料,弹带为宽5 mm铜弹带以及宽10 mm尼龙弹带,有限元模型共包含4个部件,碳纤维、内衬、弹带与弹体,均采用hypermesh进行有限元网格的划分,对重点研究部件炮膛膛线部分以及弹带作网格加密处理,控制网格尺寸在0.5 mm左右,其余部分网格尺寸可适当放大。有限元模型如图2所示,网格节点数和网格单元数见表1。为减少cpu工作时间,所有单元均采用单点积分方法并对相关部件作出一定的沙漏控制。此外,两种弹带挤进过程涉及摩擦生热以及铜弹带挤进过程还涉及塑性变形热等热问题,需要设定一些热分析相关的关键字,通过关键字*Control solution激活热固耦合分析,在*Control contact中必须激活frceng为2来计算接触摩擦能,在 *Control thermal solver中定义瞬态非线性分析,以及在 *Control thermal timestep中设定热分析时间步长,此选项可设为结构分析步长的10~100倍,或者通过反复调试此选项使计算收敛。部件初始温度通过*Initial temperature set 设定为20 ℃。
图2 各部件有限元模型示意图
表1 网格节点数和网格单元数
2.2 材料本构模型
尼龙弹带采用*Mat-Plastic-Kinematic材料本构模型,在LS-DYNA[10]中*Mat-Plastic-Kinematic本构模型可描述各向同性硬化和随动硬化塑性模型还可以考虑应变率的影响,适用于梁,壳和实体单元,计算效率很高。当考虑应变率对材料的影响时,其本构方程为:
(2)

铜弹带采用*Mat-Johnson-Cook材料本构模型,当所分析问题涉及金属材料的大应变、高应变率、高温等行为时,该模型可以描述金属材料的强度极限以及失效过程。Johnson-Cook模型由塑性模型和失效模型[11]两部分组成。
1) 塑性模型
(3)

2) 失效模型
(4)
式中:εf为塑性失效应变;D1、D2、D3、D4、D5为断裂失效的实验常数;σ*为应力三轴度。
材料失效由累积损伤法则导出:
(5)
式中:D为损伤参数;Δε为有效塑形应变增量,当D=1时,材料发生断裂失效。
模型中的钛合金内衬和碳纤维外层的材料模型分别选用各项同性和正交各项异性的线弹性模型,弹丸材料为炮钢,作为刚体处理。
弹带的具体材料参数值见表2、表3、表4,其余材料的参数参见文献[12-13]。
表2 弹带材料参数

表3 尼龙Copwer-Symonds参数
表4 铜Johnson-Cook参数
2.3 接触设置
弹带挤进过程伴随着材料的大变形以及损伤失效,将弹带与身管之间的接触设定为侵蚀接触。LS-DYNA中侵蚀接触可用于一个或2个表面在接触时发生的材料失效,接触在剩余单元中仍然有效。第一发弹丸挤进过程中将铜弹带与身管间的摩擦因数设为0.1,尼龙弹带与身管间的摩擦因数设为0.15,并根据升温状况适当调整后续的弹丸弹带与身管间的摩擦系数。
弹丸挤进过程中弹底受火药燃气压力作用,考虑到挤进过程的瞬时性,本文根据实测底压力载荷以及无坐力炮的设计要求选取部分压力载荷作为弹底载荷条件,压力载荷曲线,如图3。对身管作全自由度约束,弹体保留轴向运动和绕轴的旋转运动两自由度。
图3 弹底压力载荷曲线
3 计算结果
图4~图6为弹丸在不同弹带材料条件下的弹丸运动的位移、速度、加速度时间曲线,从弹丸的位移曲线图中可以看出,铜弹带挤进过程中,弹丸位移较小,在1.5 ms之前,弹丸的运动响应是缓慢的,终了时刻,弹丸位移也仅有18 mm左右,而此时尼龙弹带挤进条件下,弹丸位移已达45 mm,弹丸位移变化明显,图5进一步反应了铜弹带挤进过程运动响应缓慢,在1.5 ms之前弹丸速度变化较慢,终了时刻,弹丸速度达到30 m/s,尼龙弹带挤进条件下弹丸速度已达到 90 m/s,且从加速度曲线图中可以看出铜弹带挤进条件下弹丸运动的加速度还会出现负值,这说明了铜弹带在发生剪切变形前需克服较大阻力。弹丸运动曲线图反映出尼龙弹带由于其良好的弹塑性,容易切削,因而更容易挤进,相反铜弹带强度大,抵抗变形能力强,所以挤进过程较为困难。
图4 不同弹带材料条件下弹丸位移曲线
图5 不同弹带材料条件下弹丸速度曲线
图6 不同弹带材料条件下弹丸加速度曲线
图7和图8分别为尼龙弹带挤进过程阻力动态变化曲线图、铜弹带挤进过程阻力动态变化曲线,从两者的阻力变化曲线图中可以看出,铜弹带挤进过程中,所受阻力远大于尼龙弹带挤进过程所受的阻力,在1.1 ms左右尼龙弹带挤进过程达到最大阻力值7 kN,而在1.5 ms左右铜弹带挤进过程阻力达到80 kN。挤进过程的阻力一部分来源于摩擦阻力,另一部分来自于变形阻力。尼龙弹带由于其易变形,变形阻力相对铜弹带变形阻力来说较小;铜弹带与身管接触过程中产生的接触力要大于尼龙弹带与身管接触过程中产生的接触力,因而尼龙弹带挤进条件下的产生的摩擦阻力较小,在变形阻力以及摩擦阻力的共同作用下使得铜弹带挤进过程中的挤进阻力要远大于尼龙弹带挤进过程中的摩擦阻力。
图7 尼龙弹带挤进过程阻力动态变化曲线
图8 铜弹带挤进过程阻力动态变化曲线
弹丸发射时,弹带与坡膛紧密接触,坡膛受到弹带冲击,坡膛与弹带之间高速摩擦,通常坡膛的损伤较大。在实际的弹带挤进过程中,铜弹带挤进过程中坡膛产生明显的温度变化,图9~图11为第 1、4、6发铜弹带挤进过程中的坡膛温度云图,从图中可以看出弹带挤进过程中,产生温度变化主要集中于阳线表面且阳线两侧由于与弹带作用更加强烈,因此产生的温度变化要大于阳线表面,根据本文数值模拟假设,第1发弹丸弹带挤进完成时的最大温升达到16 ℃,第4发弹丸弹带挤进完成时的最大温升达到15 ℃,第6发弹丸弹带挤进完成时的最大温升达到7 ℃。
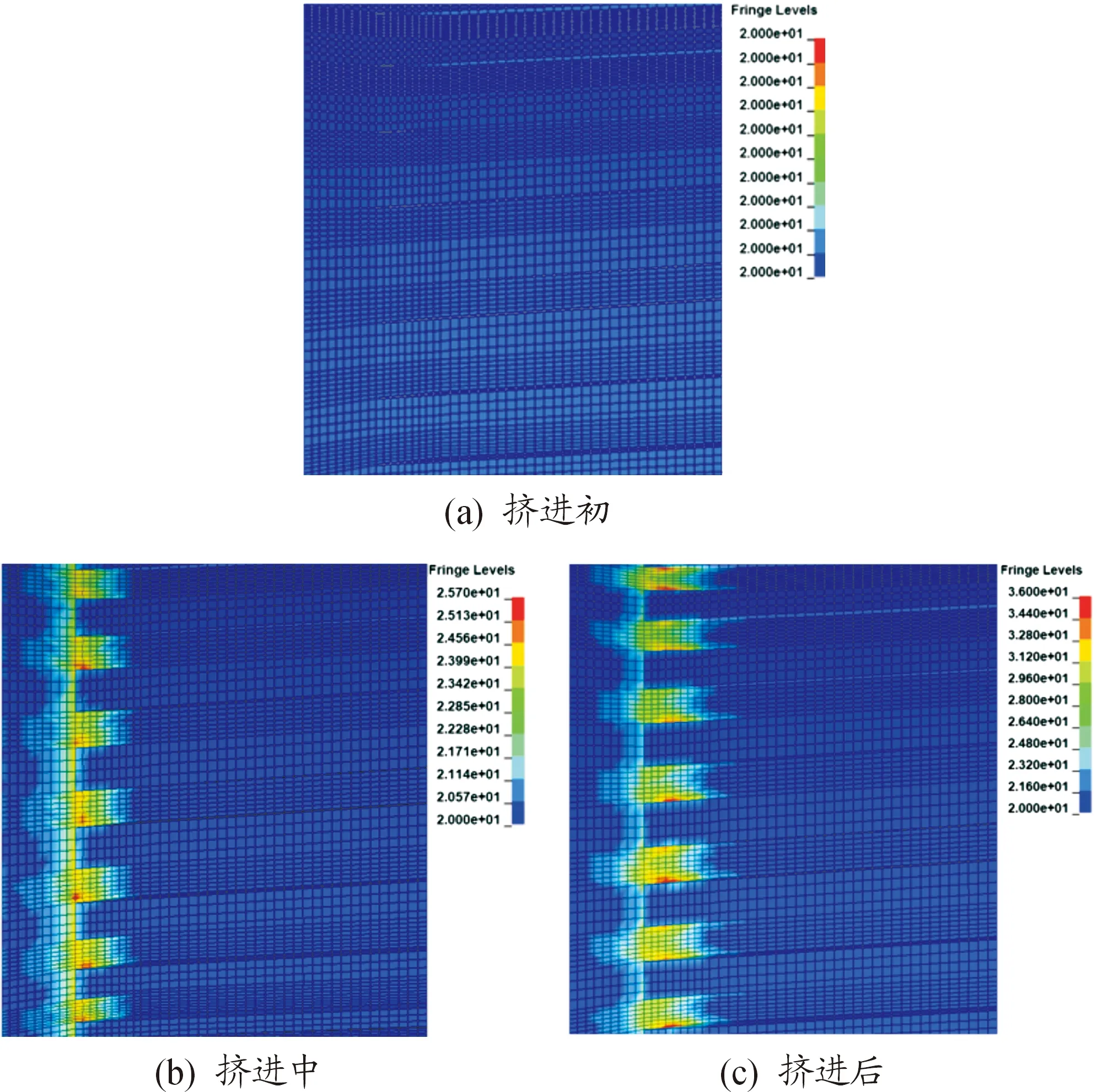
图9 第1发铜弹带挤进过程坡膛温度云图
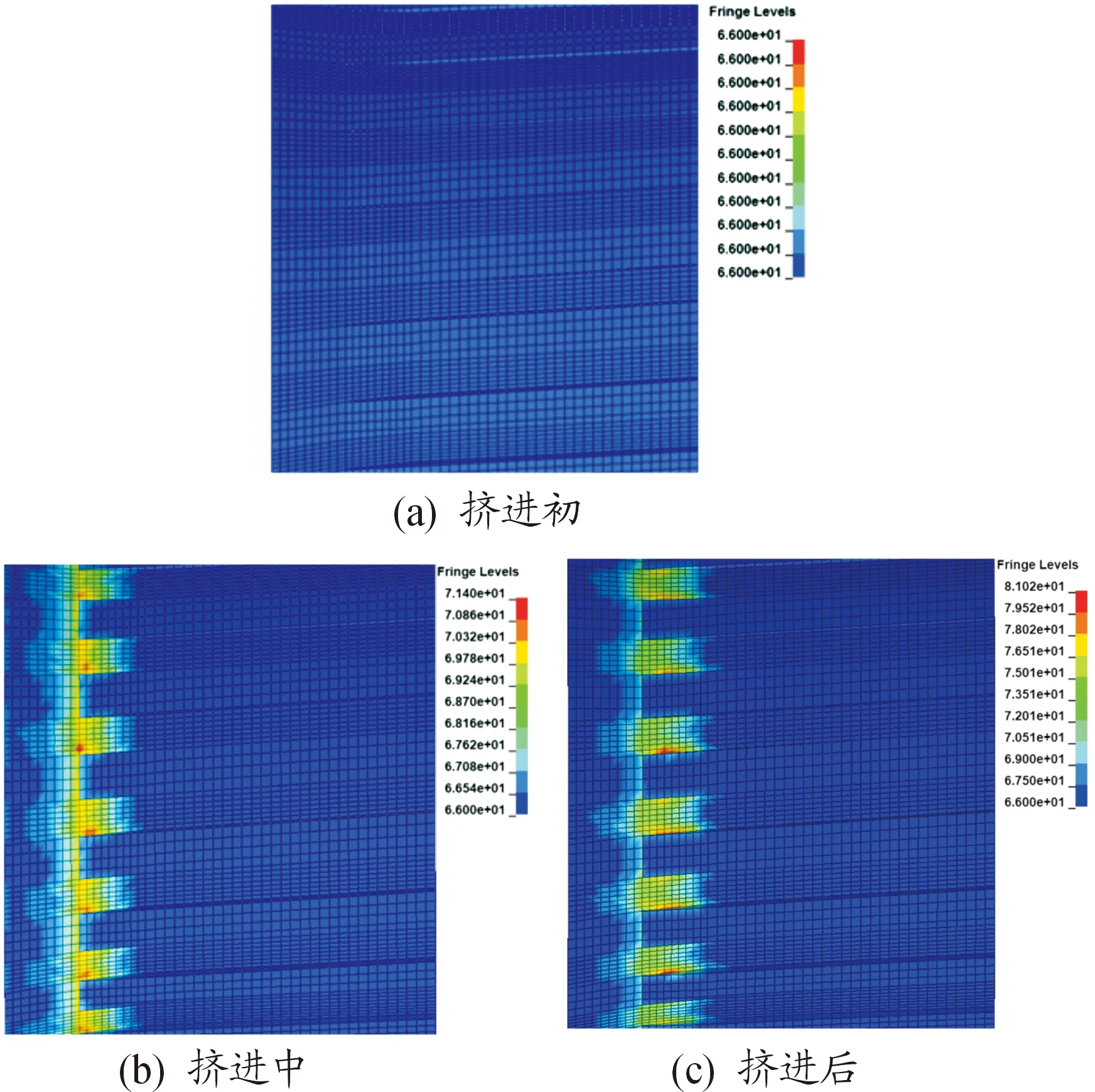
图10 第4发铜弹带挤进过程坡膛温度云图
图12为铜弹带挤进条件下,多发炮弹发射引起的坡膛最大温升变化曲线,当连续发射6发炮弹时,坡膛温度升高可达75 ℃,图13为两种弹带条件下,多发炮弹发射的坡膛累计温升曲线,从图中可以看出,铜弹带引起的坡膛温度升高要大于尼龙弹带引起的坡膛温度升高,这主要是由于铜在发生塑性变形时会产生大量热量,金属材料之间的高速摩擦也会产生部分热量。此外,铜弹带挤进条件下,发射完4发炮弹后,坡膛温度上升变缓,这是由于随着温度升高,材料强度有一定的降低,造成了弹带与炮膛的接触力下降,材料的塑性变形生热以及摩擦生热也在一定程度上下降,而尼龙弹带挤进条件下,炮弹连续发射累计温升呈线性上升趋势,基本不会引起材料强度变化。对于弹丸连续发射来说,铜弹带挤进过程引起坡膛段较大的温度变化,增加了身管烧蚀的风险,因此铜弹带不利于提高身管的使用寿命。
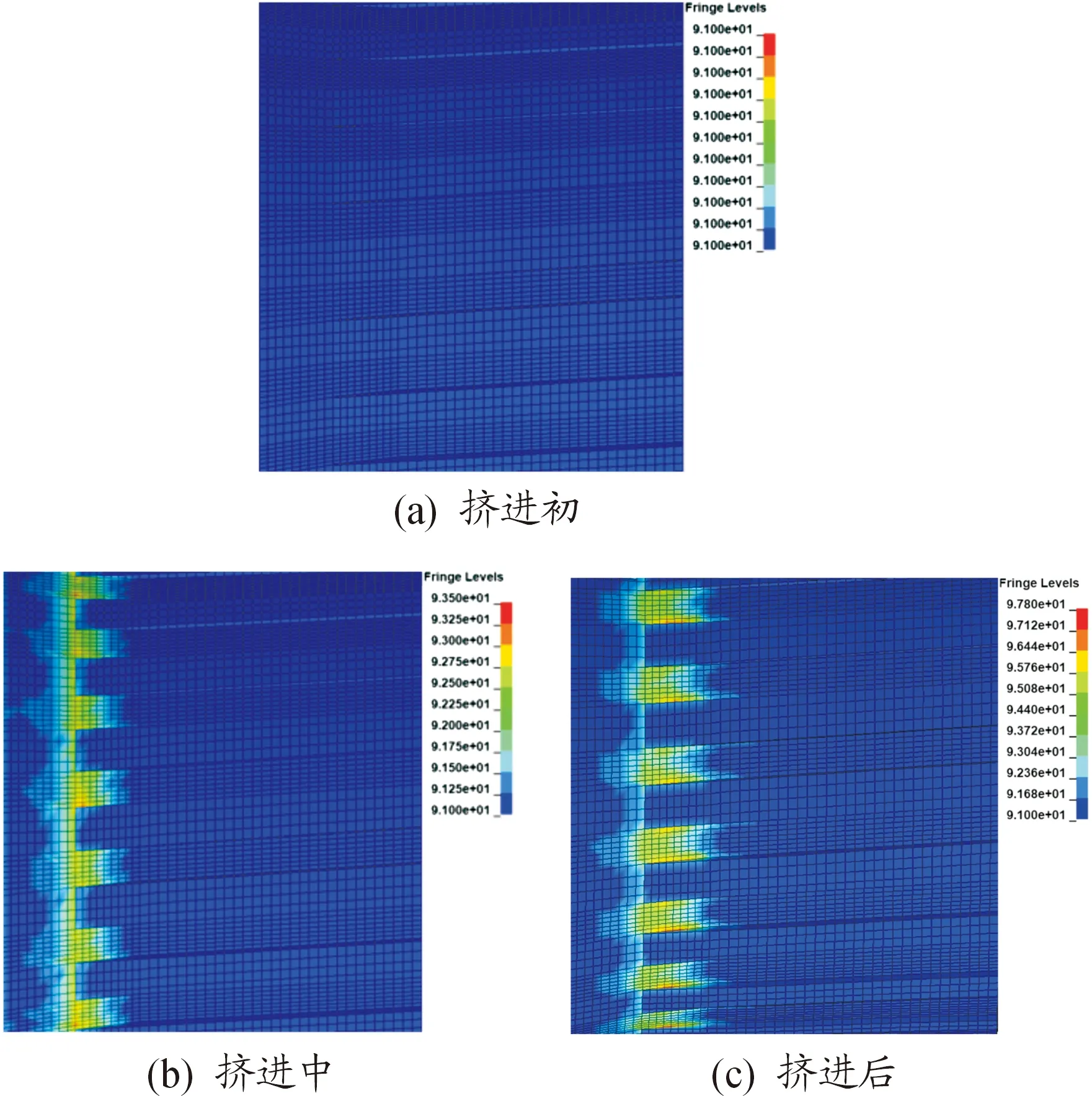
图11 第6发铜弹带挤进过程坡膛温度云图
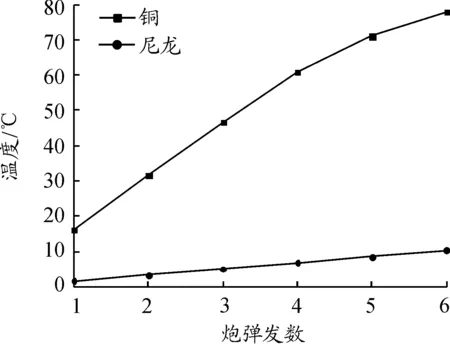
图13 不同弹带材料弹丸连续发射坡膛累计温升曲线
4 结论
1) 与常用的铜弹带相比,尼龙弹带由于其良好的延展性、弹塑性,更加容易挤入膛线。
2) 尼龙弹带挤进过程中挤进阻力较铜弹带挤进过程小得多,能够很好的降低弹带对膛线的冲击与磨损。
3) 铜弹带挤进过程引起的坡膛温度升高远大于尼龙弹带挤进过程引起的坡膛温度升高,对于线膛炮弹丸连续发射不利,有必要采取措施消除。尼龙弹带消除温升的效果较好,可降低火炮烧蚀的风险,提高火炮身管的使用寿命。
猜你喜欢
装备环境工程(2022年7期)2022-08-10
装备环境工程(2022年7期)2022-08-10
弹箭与制导学报(2022年1期)2022-04-01
小学生必读(中年级版)(2021年12期)2021-12-02
睿士(2021年10期)2021-10-22
火炮发射与控制学报(2021年3期)2021-09-23
智族GQ(2020年7期)2020-08-20
兵器装备工程学报(2020年4期)2020-05-18
兵器装备工程学报(2020年3期)2020-04-22
舰船科学技术(2019年5期)2019-06-03