
工业机器人车间数字化设计与性能仿真
2020-12-14 09:13:36景会成
计算机应用与软件 2020年12期
景会成 王 颖
(华北理工大学电气工程学院 河北 唐山 063210)
0 引 言
近年来我国诸多企业顺应数字化发展的新趋势,响应国家智能制造的号召,积极引进ERP、MES等诸多企业级、车间级管理系统,但企业管理与实际脱节、管理效果不明显的现象仍然存在,主要原因是不能实时地采集、传递和处理信息,导致效率低,耗时长,错误率高,出现问题难以追溯问题源头。RFID技术作为一种通信技术可以有效地解决这些问题,它通过电磁波信号识别特定目标,并在无须物理接触或光学接触下读写相关数据[1]。RFID技术与车间级管理系统MES、企业级管理系统ERP进行协同后,各级管理人员能在PC端实时查看工件的位置信息、工件的预计完成时间、成品率、合格率、设备运行情况等报表的实时信息,为各级管理人员日常工作和决策提供便易,并能有效地进行资源合理配置,提高工作效率,使车间管理工作更快捷、准确、透明,实现企业管理工作的信息化、规范化、标准化。
1 RFID系统
1.1 组成及优势
本文设计面向整个车间进行,出于数字化车间精确、高效管理和企业节约成本的要求,机器人组装调试数字化车间的RFID系统包含:RFID标签、RFID读写器、天线及后端系统。后端系统主要包括数据库、车间级管理软件MES、企业级管理软件ERP等系统。RFID系统组成结构图如图1所示。
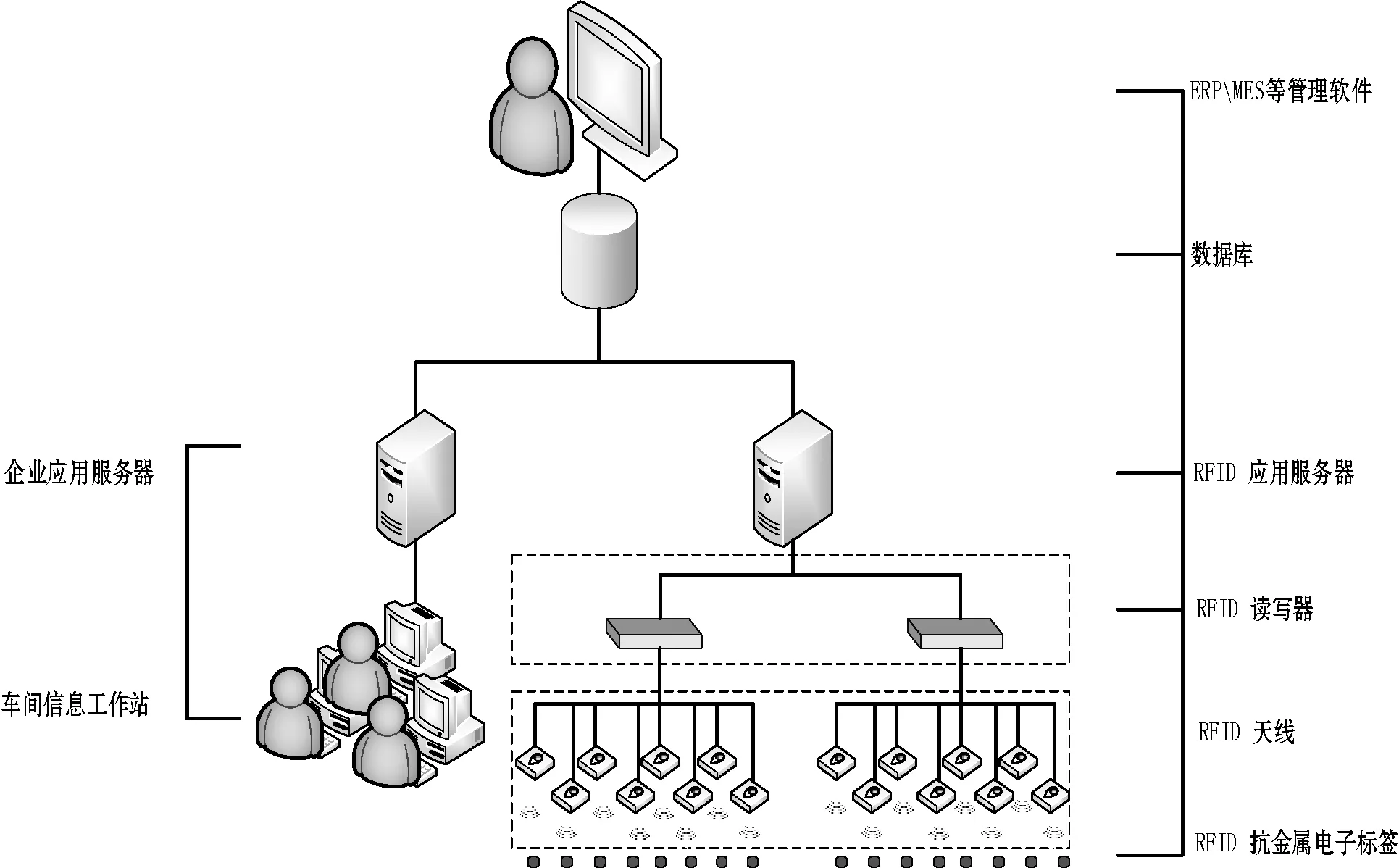
图1 RFID系统组成结构图
RFID系统最基础的功能是实现车间生产信息的采集。其优势体现在:
(1)实现非接触识别即不需要直接与工件接触便可读写工件上RFID标签中的信息。
(2)对移动(高速)的物体和人员进行识别,在实际生产中不需要暂停设备运行状态。
(3)不用人工参与自动识别,可同时识别多个目标物体。
(4)RFID标签可双向通信。
(5)识别速度快,穿透性强,既可以识别黏附在工件表面的电子标签,也可以识别装在内部的电子标签。
(6)外形小巧多变可根据工件的实际要求修改RFID标签的外形。
(7)具有防水、防油的性质,适合在车间环境中使用。
(8)可重复性即可对已使用的RFID标签的内部存储信息进行擦除,擦除后即可重新使用。
(9)储存容量大,安全性能高。
1.2 技术原理及工作过程
读写器以电磁波的形式向RFID标签发送信息,RFID标签中的内置天线能够通过散射耦合的方式接收电磁波中的能量并且读取命令信息,按照命令指示写入或者传递信息。RFID标签中的内置天线通过电磁波获得能量被激活并自动将自身编码等信息通过内置天线以反向散射的方式发送出去,从标签发送来的信号经天线传送到读写器,读写器对接收的信号进行解调和解码后通过PC端送到后台管理系统进行相应处理[2]。图2为RFID系统工作过程。
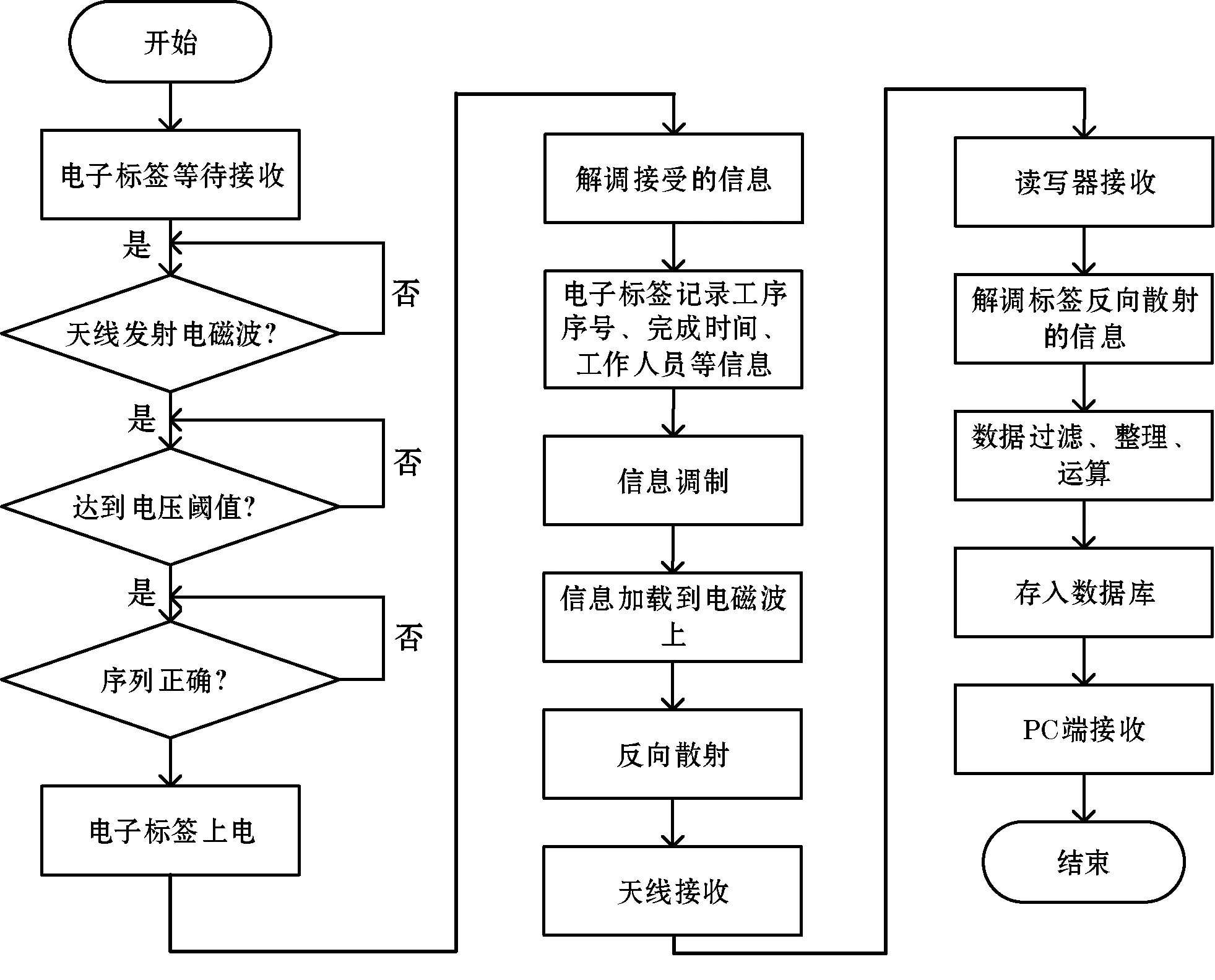
图2 RFID系统工作过程
RFID标签在空间里没有电磁波或者接收的电磁波能量不足时处于静默状态,当所处空间的电磁波所提供的能量达到其电压阈值时根据电磁波携带的标签ID(Identification)信息激活对应RFID标签。向电子标签内写入信息并对电磁波携带的信息进行解调解码后进行运算或储存并传递给编码器,负载调制之后传递给天线,天线传递给读写器,最终由读写器输入到PC端完成信息交互。天线作为读写器的延伸向空间中发送电磁波为RFID标签提供能量、时序,从而实现数据的输入输出[3]。
2 RFID在金属环境中的应用
RFID标签与无线之间是通过电磁波进行信息交互的,变化的电场和变化的磁场构成了一个不可分离的统一的场,这就是电磁场,而变化的电磁场在空间的传播形成了电磁波[4]。英国物理学家、数学家麦克斯韦早在18世纪60年代就预言了电磁波的存在,因为电磁场不是保守力场,其有三个标量场的自由度,所以在描述电磁场时需要用向量微分、积分来描述(此处为微分)[5]。麦克斯韦方程组如下:
(1)
(2)
▽·B=0
(3)
▽·D=ρ
(4)
式中:▽表示哈密顿算子;H表示磁场强度;J表示电流密度;E表示电场强度;B表示磁通密度;D表示电通密度;ρ表示电荷密度[6]。辅助场量:
B=μH
(5)
D=εE
(6)
式中:μ表示磁导率;ε表示介电常数。在真空中:
ε=ε0=8.854 2×10-12(C2/N·m2)
(7)
μ=μ0=4π×10-7(N·S2/C2)
(8)
在金属内部时麦克斯韦方程组的ρ=0、J=σE,σ表示电导率。对式(2)进行旋度计算且将式(3)、式(4)代入,易得金属中电磁场波动方程:
(9)
平面波解形式:
E=Aeiη
(10)
其中:
η=kr-ωr
(11)
式中:ω为角频率。
由式(7)得到:
-k2+iωμσ+ω2εμ=0
(12)
表明波矢量k为复数,令:
k=iα+β
(13)
则平面波的可写成:
η1=η=i(βr-ωr)-αr
(14)
E=Aeiη1
(15)
由式(14)、式(15)可知,电磁波射入金属时随着入射距离的增大,波的幅度呈指数级衰减。衰减的主要原因是电磁波所形成的磁场会在金属表面形成电流释放焦耳热造成能量损失。选用抗金属RFID标签且安装位置位于金属表面能有效地减少金属环境下对RFID系统的影响。除此之外金属环境和工艺对电磁波波段选择具有要求,电磁波频段划分如表1所示。
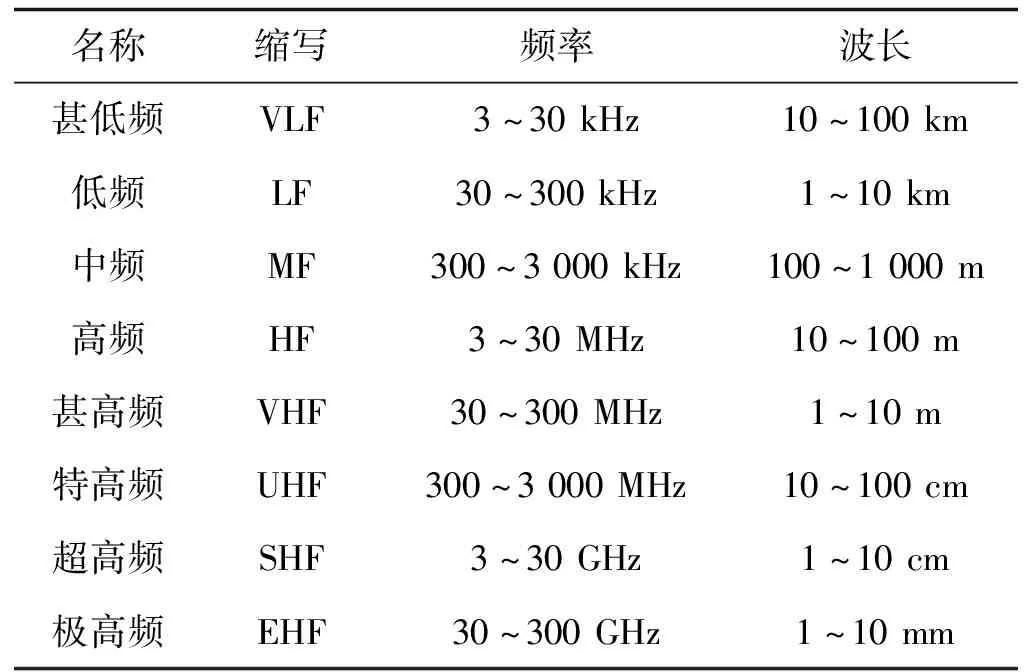
表1 电磁波频段划分表
低频的振荡中磁电之间的相互变化比较缓慢,其能量几乎全部返回原电路而没有能量辐射出去,而在高频率的电振荡中磁电相会变化非常快,能量不可能全部返回原振荡电路[7]。再加上实际安装不存在绕过障碍物等问题,对波长要求不大,所以结合以上设计要求和电磁辐射防护规定,此次设计选取特高频段(UHF)的电磁波。国际标准 ISO/IEC 18000-6 推荐 UHF频段RFID设备使用的频率范围是860~960 MHz。选择其中比较典型的860~960 MHz频段Type C类型协议,RFID标签选用UHF天线。读写器采用脉冲宽度编码方式,简称PIE,是以脉冲下降沿之间的不同时间宽度表示数据[8]。电子标签采用双相间空号编码方式,简称FM0,其规则是在半比特周期中的任意边沿表示二进制0,而没有边沿表示二进制1,而且在每一比特周期开始时电平都要反相[9]。
3 系统设计
3.1 RFID标签
此次设计使用抗金属RFID标签,主要部分为芯片和内置UHF天线。芯片由射频模拟前段、数字基带及存储器组成。读写器所读写的信息储存在芯片中,所以要求芯片带有存储功能。UHF天线的作用是接收和发出电磁波。抗金属标签组成结构如图3所示。

图3 抗金属标签组成结构
EVA橡塑制品能够缓震、隔绝外部环境,PPS外壳塑封能够耐高温、耐腐蚀,以及拥有良好的机械性能。
3.2 读写器及天线硬件设计
RFID读写器主要由一个应用处理单元、一个控制逻辑单元、一个用于与标签进行无线射频通信的耦合部件,以及多个功能模块组成。此次设计的读写器包含ID识别模块、读写模块、安全模块、离线模块、RF模块等多个功能模块。
(1)ID识别模块主要是针对单卡识别的有效作用范围问题、多卡识别的防冲突算法问题、连续读卡问题、次数和时间间隔问题。
(2)读写模块主要针对的是单字节或多字节数据的读取或写入的字节长度、地址、有效储存区等问题,可选用TID、EPC等多种识别方式。
(3)安全模块主要针对的是标签的Access通道密码设置、Kill信息销毁操作、Lock各种锁定操作和EAS防盗窃功能等。
(4)离线模块主要是在读写器与应用系统通信失败时发挥作用,能自动将所识别的标签信息及时间信息储存在非易失储存空间中。
(5)RF模块:主要针对于工件的远距离、高精度、动目标的识别。天线作为读写器的延伸受到读写器的控制,进而发生接收信号、发送信号和采集数据等行为。
读写器与天线、PC端的连接图如图4所示。
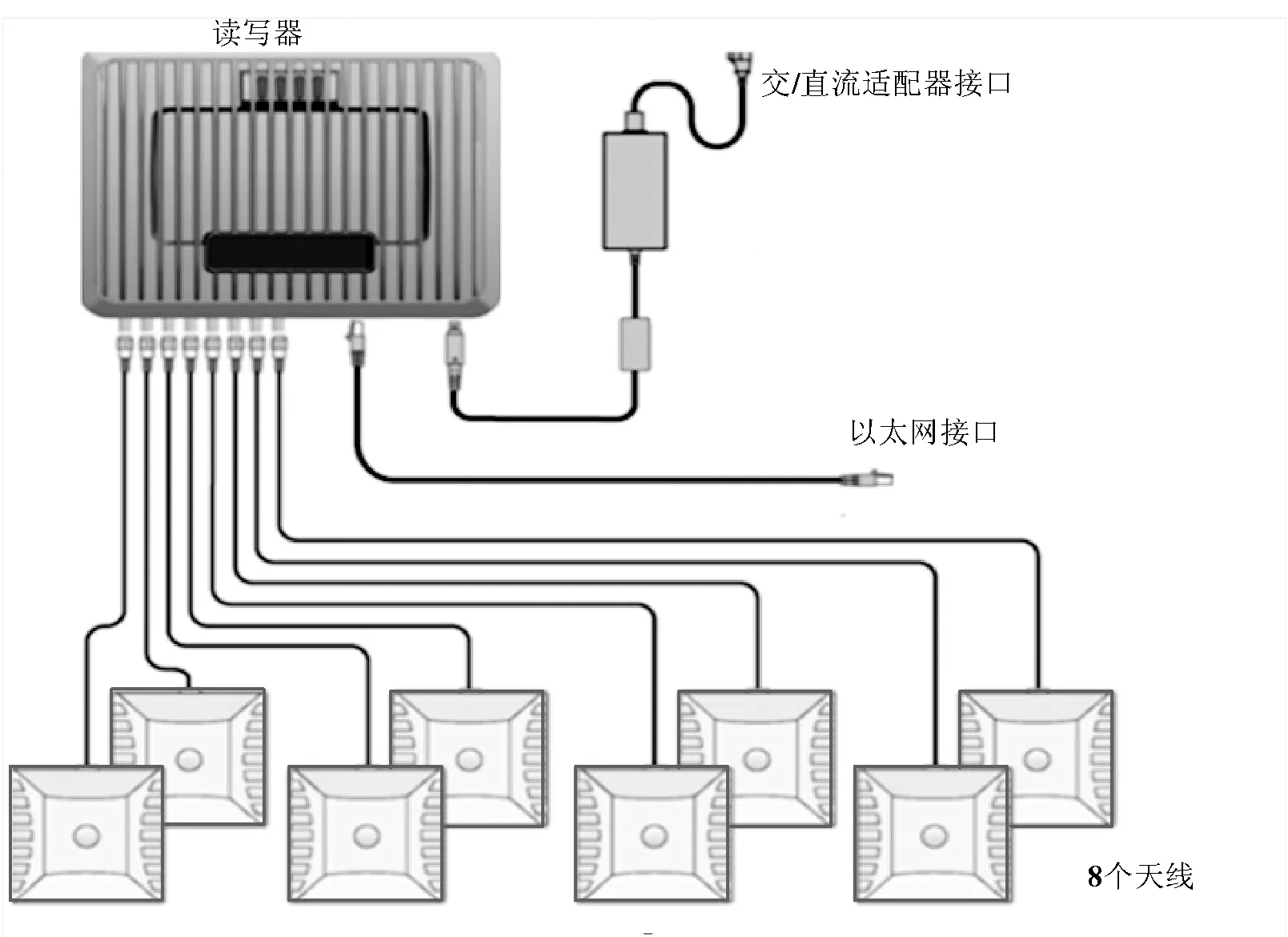
图4 读写器与天线、PC端连线图
RFID标签与天线之间通过电磁波传递能量和信息,天线与读写器之间通过RF单稳态端口连接,读写器与电脑之间可通过以太网接口连接路由器,通过无线网完成通信。读写器在工作前首先要选择正确的串口和波特率完成与上位机的联机设置,配置完读写器参数、射频参数、通信口参数、数据格式和I/O参数等诸多参数之后,根据读写器的实际配置和机器人生产线工序数量确定读写器、天线个数。本文采用配备2个读写器,每个读写器配有8个天线。读写器所读取或写入的信息存入一个数据库中,MES软件设置时间间隔从数据库中扫描信息,过滤无关信息后,将有效信息整合生成文件,即完成RFID系统与数字化车间的信息交互。
3.3 基于RFID的机器人组装调试数字化车间架构
此数字化车间分为5个功能区,16个工序与两个读写器共16根天线一一对应。每个工序上各自安装一个天线,只扫描当前工序上的RFID标签。每个天线、RFID标签具有唯一的身份ID,PC端可以根据身份ID精准判断工件具体运动到什么位置、进行到车间的哪道工序。机器人组装调试数字化车间架构如图5所示,工序框图如图6所示。
图5 机器人组装调试数字化车间架构

图6 工序框图
零件配送区的三台AGV小车分别为控制柜组装区中的三个工序运送器件;控制柜组装完成经检测合格后运往机器人组装区,与焊接工作区的动力线、编码器线组装完成后运往机器人调试区;调试合格即可运往成品仓,机器人生产及调试过程结束。RFID系统所承担的信息采集内容覆盖了机器人组装和调试的全生命周期。机器人本体和控制柜组装完成后,需要对机器人本体的部分参数进行检测和优化。
4 机器人基础参数检测及优化
4.1 基于ACL-遗传算法的实验
最初由美国Michigan大学Holland教授于1975年提出来的遗传算法(Genetic Algorithm, GA),是通过对自然进化过程进行模拟来实现搜寻最优解的一种方法[10]。本文采用遗传算法对工业机器人基本参数进行优化,是以工业机器人位置作为样本,根据多个不同位置获得工业机器人耦合比、杆长、减速比、零点偏差、轴向等参数最接近于实际的数值。
以机器人的一个位姿为样本,样本总数为50个。首先通过API公司的激光跟踪仪与机器人零点位置状态下六轴所携带的SMR靶球搭建一个空间,此后机器人根据选定的坐标系运动,每次运动停止后六轴所携带的SMR靶球都会在建立的空间坐标系中生成一个点,将这个点的坐标(J1,J2,…,J6)作为一个采样样本。GA中变异概率设为0.1,交叉概率设为0.8。图7为传统的遗传算法的绝对误差。
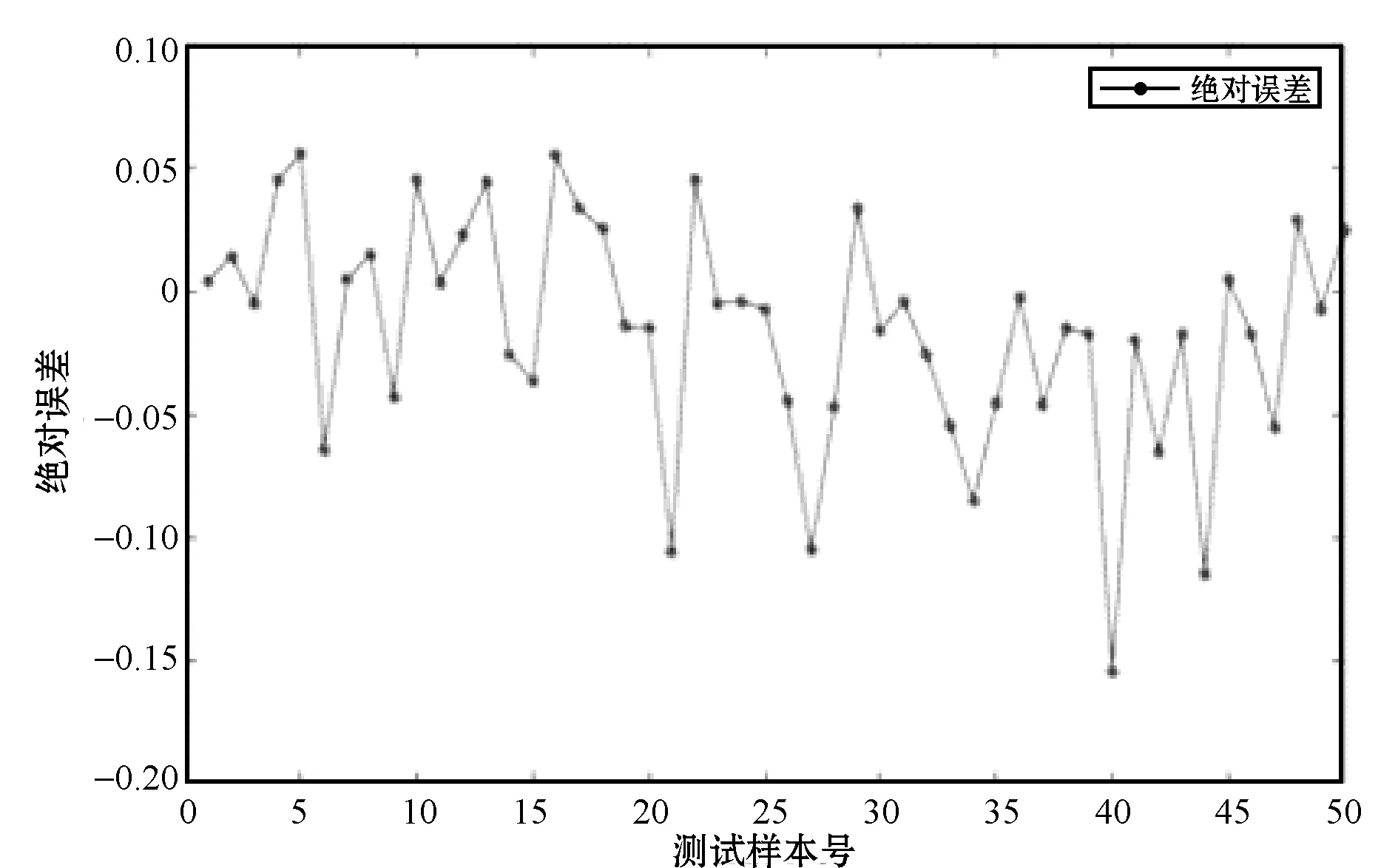
图7 传统遗传算法绝对误差
传统算法误差很大,不满足工艺要求,故本文引入自适应控制律(ACL)。刚体动力学方程为:
(16)

τc=KPE-Kdθ+G(θ)
(17)
式中:KP、Kd是对角增益矩阵。对同一组数据应用ACL-遗传算法仿真后绝对误差如图8所示。

图8 ACL-遗传算法绝对误差
通过对比图7、图8可以看出ACL-遗传算法相对于传统遗传算法有效地降低了绝对误差。ACL-遗传算法流程如图9所示。
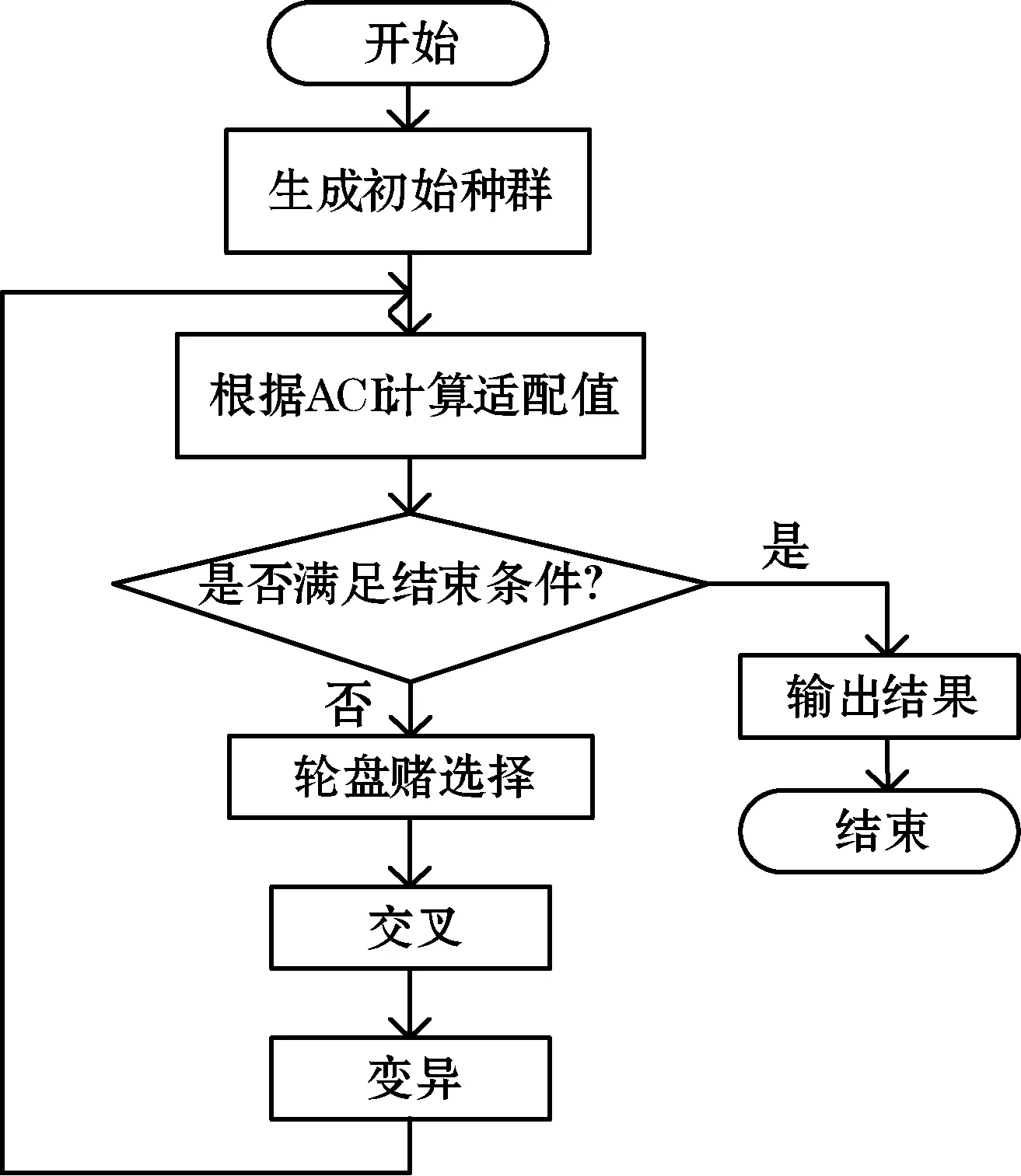
图9 ACL-遗传算法流程图
4.2 机器人基本参数优化
本文采用美国API公司的激光跟踪仪(OT2)配合SMR靶球通过三角测距法对机器人位姿准确度、位姿重复性、位姿漂移特性、位置稳定时间和超调量、重复定位精度、最小定位时间等性能指标进行测试。主要介绍对机器人杆长、零位、减速比、耦合比参数的测试,并采用4.1节提到的ACL-遗传算法对其进行优化。大体过程如下:
(1)输入理论耦合比、杆长、减速比、零点偏差、轴向等机器人理论参数。
(2)采取50个点作为样本,将理论点数据输入到测试软件中。
(3)以上述50个点为机器人运动轨迹并记录实测数据,图10为采样点示意图。
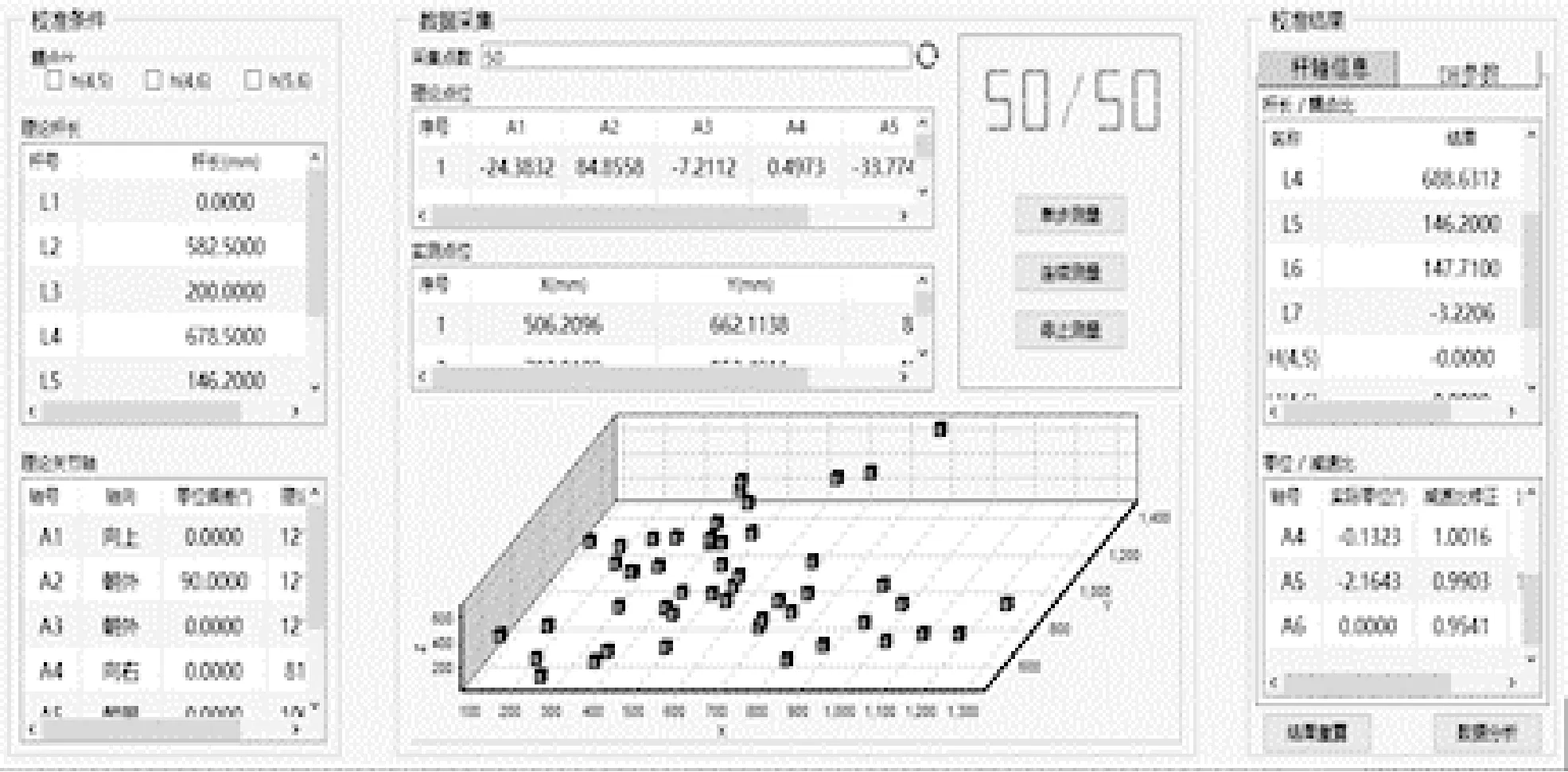
图10 采样点示意图
(4)将实测数据与理论数据对比,若差距很小,可根据对比结果重新计算完成优化,否则检测不合格。图11为优化前后对比图。
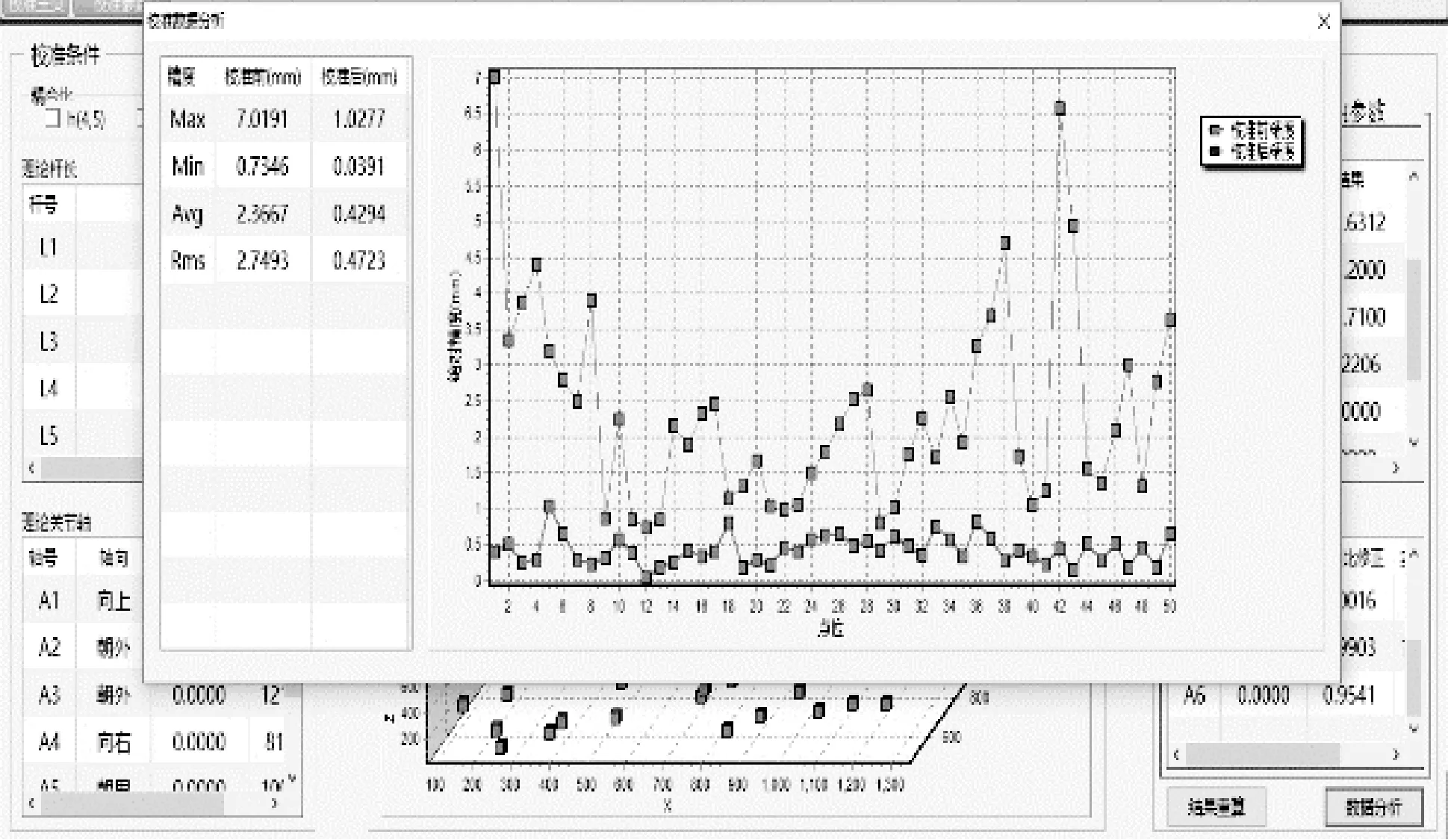
图11 优化前后对比图
每个采样点都会记录在图10中,采样时尽可能让点均匀地分布在工作空间中这样更利于数据的优化。图11所示的绝对精度是指预测值与实际值之间的差值(单位:mm)。上方曲线代表校准前,可以看到曲线波动很大,各个点绝对精度差别大、不稳定。下方曲线代表优化后,绝对精度整体变小且曲线相对平滑。可见通过ACL-遗传算法对机器人基本参数进行优化能够达到优化效果。
5 结 语
RFID技术的应用解决了车间信息实时采集、处理问题,可以使生产的各个产品、各个工序处于监测管理之中。信息的实时采集和数字化管理软件的配合组成了一个巨大的数字化信息网络。对数字化信息网络中大数据的分析有利于优化设计、提高质量。RFID技术的应用将有效解决传统车间数据、管理、产品质量等问题,有利于数字化车间的构建和企业的长足发展。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01 06:27:42
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16 05:32:02
石油地球物理勘探(2017年2期)2017-11-23 06:02:04
中央民族大学学报(自然科学版)(2017年1期)2017-06-11 07:13:32
统计与决策(2017年2期)2017-03-20 15:25:24
发明与创新(2016年26期)2016-08-22 03:23:26
智能系统学报(2015年4期)2015-12-27 09:38:39
中国交通信息化(2014年4期)2014-06-05 03:51:10
中医研究(2014年5期)2014-03-11 20:28:51
北京航空航天大学学报(2013年6期)2013-12-19 08:58:16
