基于数字射线的方向舵自动化检测设计及应用
2020-12-04 06:43:08汪荣华卢新亮吴云坤国营芜湖机械厂哈特机器人产业技术研究院有限公司
安徽科技 2020年11期
文/汪荣华 卢新亮 胡 松 吴云坤(.国营芜湖机械厂.哈特机器人产业技术研究院有限公司)
数字射线(digital radiography,DR)实时成像检测技术已在医学领域长期且广泛应用[1]。随着闪烁体探测器和光电倍增器等技术的突破性发展,近些年来,DR 实时成像技术在工业检测领域被广泛尝试和推广,并取得了良好的检测效果。平板射线实时成像检测技术的最大优点是动态快速检测,可进行实时的质量评定[2]。
某型飞机装有方向舵2 件,技术文件规定,方向舵修理时需采用X射线检测法检测其内部蜂窝是否有积水。长期以来,一直采用传统的X 射线胶片法进行检测,单件方向舵X射线胶片拍摄总共用时长达285min,检测效率较低,严重影响修理进度;操作人员频繁进出X 射线曝光室,受辐射风险也大大提高。
为提高方向舵检测效率、提高X 射线检测质量、降低人员风险,拟设计制造一台基于数字射线的方向舵自动化检测系统,以实现方向舵X 射线检测的高效、优质和安全。
一、技术指标和流程设计
根据方向舵X 射线检测、移位和安全防护等方面的管理要求,本系统的主要技术指标要求为:成像板位移区域应有10mm的检测重复区,且应覆盖方向舵所有区域,不漏检;设计远程控制系统,远程完成整个方向舵的射线检测,单件方向舵检测过程无需人为移动工件或成像板;成像板上表面距离被检工件下表面约10mm。
根据系统的主要技术指标和生产现场操作需求,设计系统拟实现的工作流程,完成方向舵蜂窝积水自动化检测,如图1 所示。
二、机械结构设计
方向舵自动化检测系统的机械结构部分,主要起到方向舵的支撑、X射线机和成像板等检测部件承载作用。
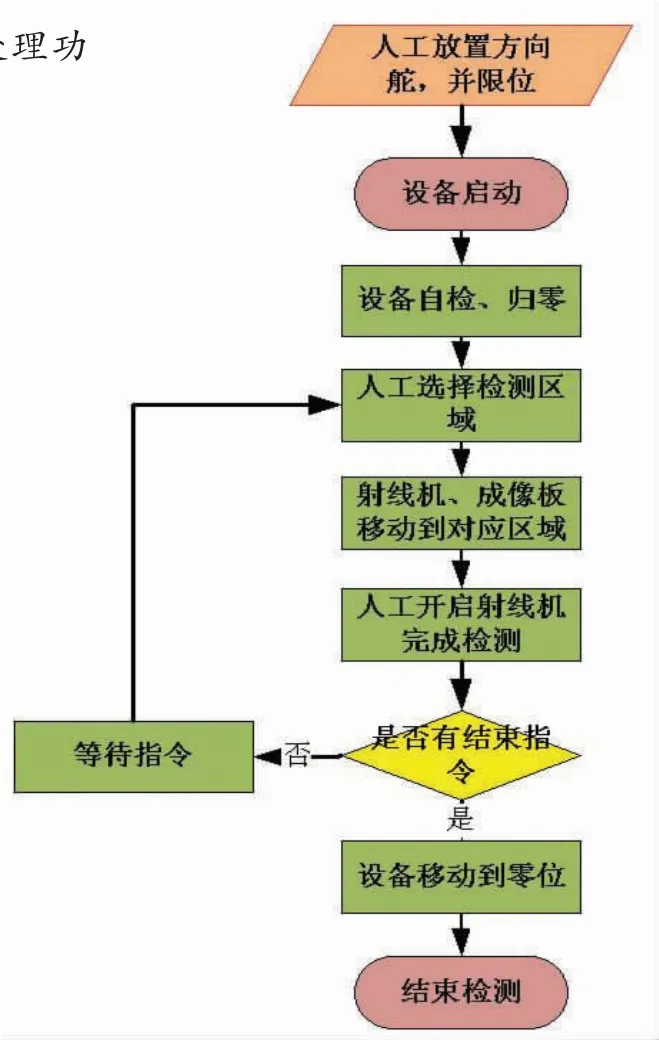
图1 方向舵检测工作流程示意图
自动化平台支架采用钢结构焊接件制成,用于支撑方向舵,保证方向舵稳定放置。整个支撑装置由5 个支撑条及气缸等附件构成,可以覆盖整个方向舵的尺寸范围,并且适用于尺寸小于方向舵的工件。其中气缸固定在设备支架上保持固定,支撑条上端设置了软橡胶材质,增大与方向舵的摩擦,避免方向舵在支撑条上滑动,起到保护方向舵的作用,如图2 所示。

图2 方向舵支撑装置
5 组支撑条独立工作,支撑条上表面始终保持同一水平高度。支撑条升降由气缸驱动,每个气缸上设置有上下两个传感器,用于检测支撑条是否升降到位,与预置要求不符时,传感器提供报警信号。工作时,支撑条气缸伸起带动支撑条托起整个方向舵,当成像板需要检测支撑条位置时,对应的气缸下降,支撑条与方向舵脱离,成像板移动到两者之间,可以完成对该方向舵部位的检测,检测完成后成像板移出,气缸驱动支撑条再次支撑方向舵,具体过程见图3。

图3 支撑条支撑部位检测实现过程
为了保证成像板上升状态时移动过程不会与支撑条发生碰撞,设置有碰撞检测传感器,保证成像板支撑件不会与支撑条干涉碰撞。支撑条举升气缸上还设置有上下安全传感器,检测某支撑条下端时,支撑条举升气缸必须下降到位并触发传感器,否则成像板不执行平移动作,起到成像板双重保护的作用。
成像板托架X 轴移动主要起到带动成像板沿宽度方向移动,保证整个宽度方向能够全部被检测。射线机X 轴位移用于带动射线机沿着方向舵宽度方向移动,与成像板配合完成整个宽度方向的检测。驱动采用伺服电机加丝杆导轨驱动方式,定位精度高。射线机Z 轴升降用于携带射线机沿着竖直方向移动,以适应不同焦距状态高度调节的要求。机械结构各部位装配效果如图4 所示。

图4 方向舵自动化检测透照布置示意图
三、电气结构设计
方向舵自动化检测设备由西门子S7-1200 PLC 为主控制中心,松下伺服电机作为执行机构精确定位,威伦通触摸屏进行远程操作。现场电气控制柜中安装有PLC及伺服驱动器等电气元件,其输入输出信号与现场设备上的接线箱相连接。远程监控室内放置威伦通触摸屏,与现场PLC通过以太网进行通讯连接。
四、设备现场试用
某型机方向舵人工上料后限位,自动化设备开机自检合格后归零。点击远程操作控制界面“开始”按钮,X射线机和数字射线成像板移动到指定区域,通过数据采集工作站采集DR 影像。若DR 影像合格,则点击操作界面“确认”按钮,X射线机和数字射线成像板同步移至下一检测区域,直至整个方向舵检测完成。单件方向舵共计18 次射线照射和采样。
按如下方向舵自动化检测DR 透照参数选择X 射线机和设置工艺参数:探测器型号NOVO-22WN,X 射线机型号ERESCO 160 F4-R,电压38kV,电流5mA,积分时间2.0s,焦距1400mm,帧数4,双丝IQI≥D6。按图4 进行自动化平台的透照布置,按架次留存DR 影响图。将方向舵DR影像进行拼接,得到某型飞机方向舵蜂窝积水自动化检测DR 影像全景图,如图5 所示。图5 右图为全景图局部区域放大图,方向舵内部蜂窝芯格清晰可见。
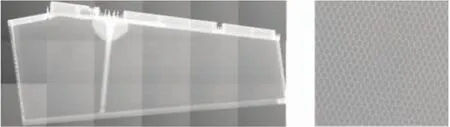
图5 方向舵DR 影像全景图和局部放大图
五、结语
数字射线检测蜂窝积水已成熟用于工业检测,但对于大面积、表面规整的蜂窝复材构件,结合自动化工装设备提高效率显得尤为必要。基于数字射线的某型飞机自动化检测设备投入使用后,单件方向舵检测周期降至20min,效率提升了86.5%,同时很大程度上降低了操作人员受X 射线辐射的潜在风险。此外,基于数字射线强大的软件处理平台,可对蜂窝芯结构局部进行放大观察,能较好地判定蜂窝是否受到冲击损伤等破坏。将方向舵DR 影像图进行拼接,形成工件的完整全景图,更加有利于对工件复材蜂窝状态的总体分析和质量存档。
猜你喜欢
装备环境工程(2022年7期)2022-08-10 10:22:50
民用飞机设计与研究(2021年1期)2021-04-06 13:09:54
现代装饰(2021年1期)2021-03-29 07:08:38
机械设计与制造工程(2020年8期)2020-09-03 08:15:54
四川冶金(2019年5期)2019-12-23 09:04:50
太空探索(2019年1期)2019-01-19 02:12:16
知识就是力量(2018年3期)2018-03-08 16:15:52
北京航空航天大学学报(2017年9期)2017-12-18 07:12:28
股市动态分析(2015年9期)2015-07-07 09:55:12
英语大王·奇妙成语(2013年5期)2013-07-22 02:51:44