感应钎焊工艺对钎缝组织和性能的影响
2020-12-01 08:01:18张冠星张雷沈元勋董宏伟
焊接 2020年7期
张冠星,张雷,沈元勋,董宏伟
(郑州机械研究所有限公司,新型钎焊材料与技术国家重点试验室,郑州 450001)
0 前言
金刚石、硬质合金具有较高的耐磨性,故制成的工具特别适合加工硬脆材料尤其非金属材料,如石材、墙地砖、玻璃、陶瓷、混凝土、耐火材料、磁性材料、半导体、宝石等;也可以用于加工有色金属、淬火钢、铸铁、复合耐磨木板等。近30年来金刚石、硬质合金工具得到高速发展,已广泛应用于建筑、建材、石油、地质、冶金、机械、电子、陶瓷、木材、汽车等工业。钎焊技术是该类型工具制造过程的关键技术之一,在切、磨、锯、钻等工具中无一不依靠钎焊实现金刚石/硬质合金与基体的连接,其中钎料选择及钎焊工艺水平直接决定着工具使用寿命。目前对金刚石/硬质合金工具钎焊用钎料的研究较多[1-6],钎焊工艺方面系统研究较少,而如钎焊工艺操作不合理,必然会造成脱焊,从而造成较为严重的损失。因此,分析并提高钎焊工艺水平具有重要的现实意义。
硬质合金及金刚石工具钎焊连接一般采用感应钎焊方式,该工艺具有加热迅速、操作灵活、效率高等系列优点,已经在不锈钢、硬质合金、金刚石等材料焊接中得到广泛的应用。感应钎焊时,钎焊温度(功率百分比)、钎剂涂敷量、加热时间等钎焊工艺参数的选择至关重要,文中以钎焊硬质合金铣刀为例,采用国标钎料BAg49ZnCuMnNi进行钎焊连接,系统研究钎焊工艺参数对钎缝组织和性能的影响,为现场操作人员提供技术参考。
1 试验
1.1 试验用钎料及钎剂
试验选用银、铜、锌、镍、锰等原材料按照50%Ag, 16%Cu, 22%Zn, 4.5%Ni, 7.5%Mn(质量分数)的配比关系,依次经过熔炼、浇注、挤压、轧制、酸洗、成品轧制、分切等生产工序制备成所需尺寸。将采用上述方法制备的钎料表面进行清洁,不得有影响钎焊性能的油污、杂质、脱皮、裂纹及气泡等缺陷。钎料和钎剂基本性能见表1。
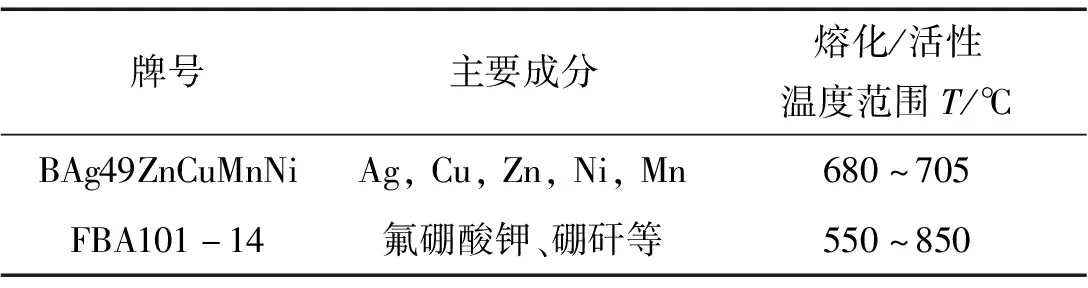
表1 钎料和钎剂基本性能
1.2 试验方法及设备
将待焊基体依次用400号、800号、1 500号砂纸进行打磨,再用酒精清洗去除表面污物,放入干燥箱内烘干备用。试验用高频感应焊机额定功率为35 kW,通过调整钎焊温度(功率百分比)、钎剂涂覆量、保温时间等工艺参数中的某一个参量研究其对钎缝质量的影响规律。其中功率百分比分别设定为45%,47%,49%,51%,53%,55%,57%,59%,61%;保温时间分别设定为1 s,3 s,5 s,6 s,7 s;钎剂涂敷量参数设定3种,具体指标见表2。
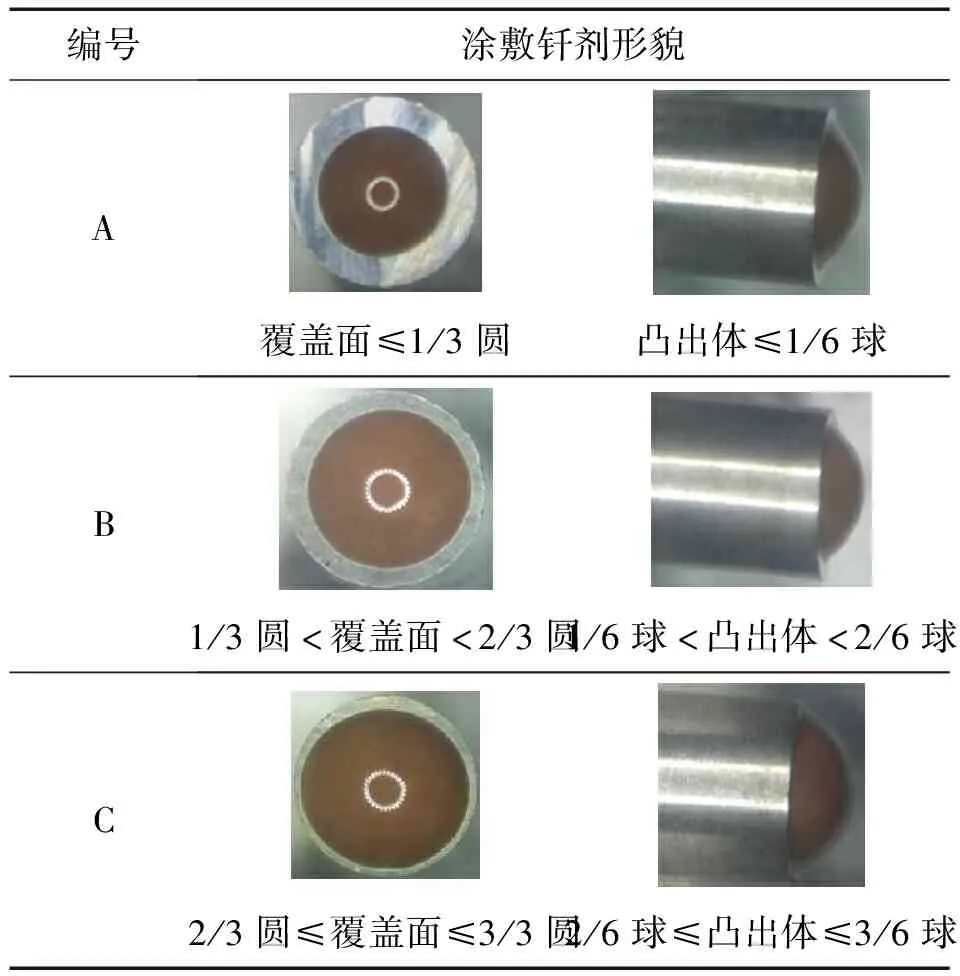
表2 钎剂涂敷量参数
每个工艺条件下焊接20个试样,焊接完后去除焊接部位多余焊瘤分别进行抗拉强度和抗剪强度测试。其中抗拉强度测试选用E45.105 MTS万能力学试验机进行测试,测试结果选取测量值的平均值;抗剪强度选用的是非标自动化抗剪强度测试仪,试验力分别为245 N,294 N。使用Phenom ProX扫描电镜进行断口形貌、微区组织和能谱分析。
2 结果与讨论
2.1 钎焊温度
钎焊过程中温度的选择至关重要,温度过高过低都会产生一些缺欠。通常情况下,以高于液相线温度30~50 ℃为最佳钎焊温度。表3为相同焊接时间、钎剂用量过量条件下,采用不同功率百分比进行焊接时钎缝宏观形貌及抗剪强度测试结果,图1为不同功率百分比对钎缝抗拉强度的影响。
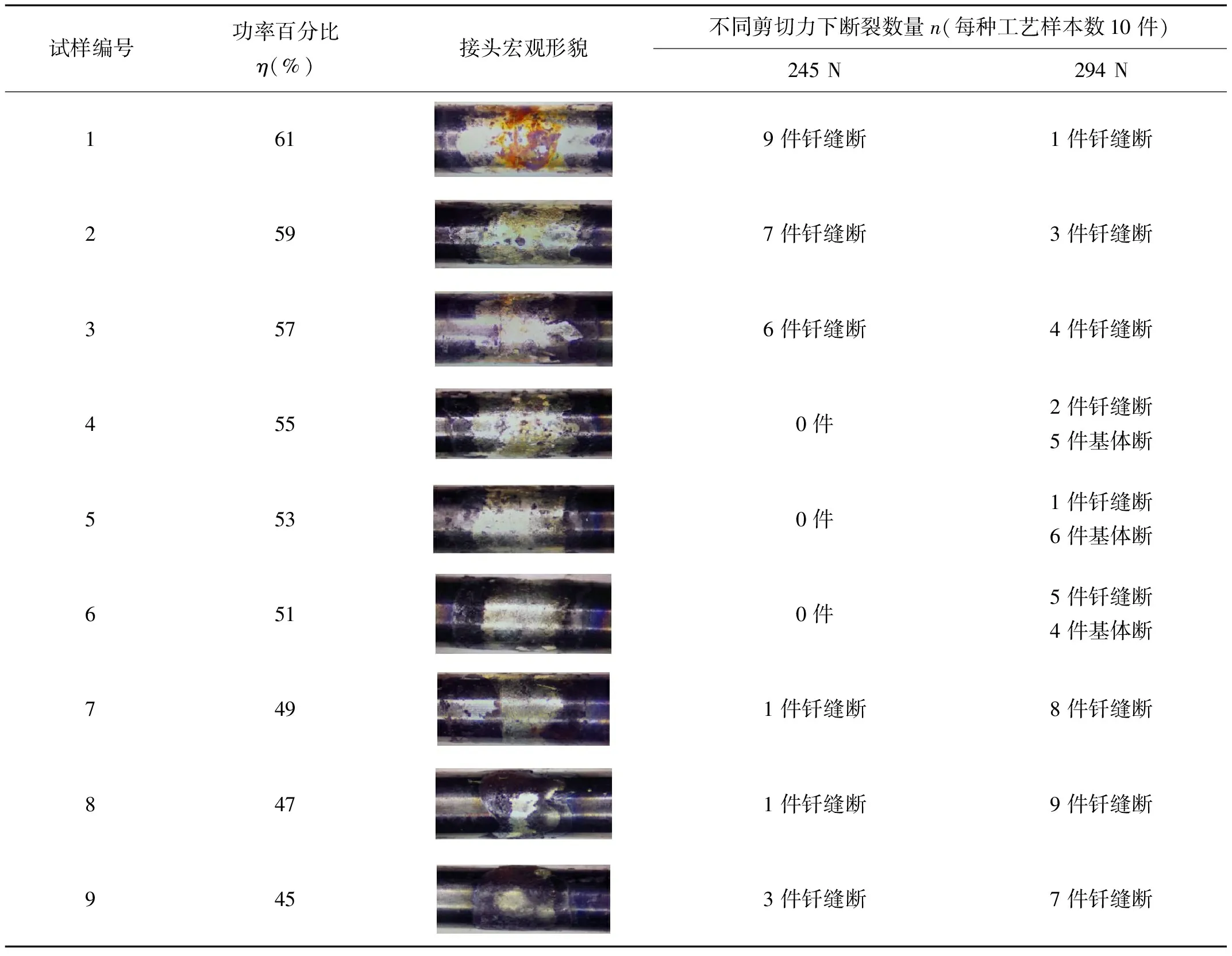
表3 不同功率百分比下接头形貌
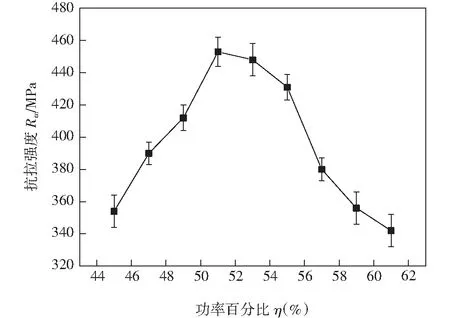
图1 功率百分比对钎缝抗拉强度的影响
从表3中可以看出,当功率百分比在45%~49%时,此时的钎焊温度较低,钎剂的作用不能充分发挥出来,钎料不能充分润湿母材,钎缝处焊瘤多;钎料粘度增大,钎缝中气体很难逸出,极易在接头处产生气孔、夹渣、造成假焊等缺陷,致使接头的抗拉强度、抗剪强度在该温度下降低。当提高功率百分比到51%~55%时,钎缝区域光滑明亮,245 N抗剪强度测试无断裂情况,增加到294 N时,大部分断裂在基体处,整体抗剪强度较高;从图1抗拉强度的测试结果亦可看出此时钎缝抗拉强度达到420 MPa以上。继续升高钎焊温度,当功率百分比达到59%以上时,钎缝处表面开始变黄、发黑,钎缝强度急剧下降。从图1还可以看出高温对钎缝强度的损伤程度要明显高于低温的影响,其主要原因为钎剂在高温开始失效,无法对被焊区域进行有效保护;另外温度过高也易造成大量气体溶入钎料,如果此时钎料凝固,则造成钎缝处气孔率较高;同时温度高时钎料中部分组元开始蒸发,并伴随母材晶粒长大、熔蚀等现象发生,致使母材变形,甚至是熔穿,接头强度极低,造成焊件无法使用[7-8]。
选取1号试样抗拉强度断口进行微观组织分析,发现钎缝内部氧化现象非常明显,如图2所示。图2a中浅灰色为富银相,深灰色为富铜相。从图3中可以看出整个观察区域内均出现氧元素的富集(如图3c);从图3b、图3c、图3d上亦可以看出富铜相的抗氧化能力明显低于富银相;图3f中在Mn元素富集的地方氧元素富集,钎料中的Mn能虽然能提高钎缝强度,但其较易氧化,温度过高时氧化更为明显。
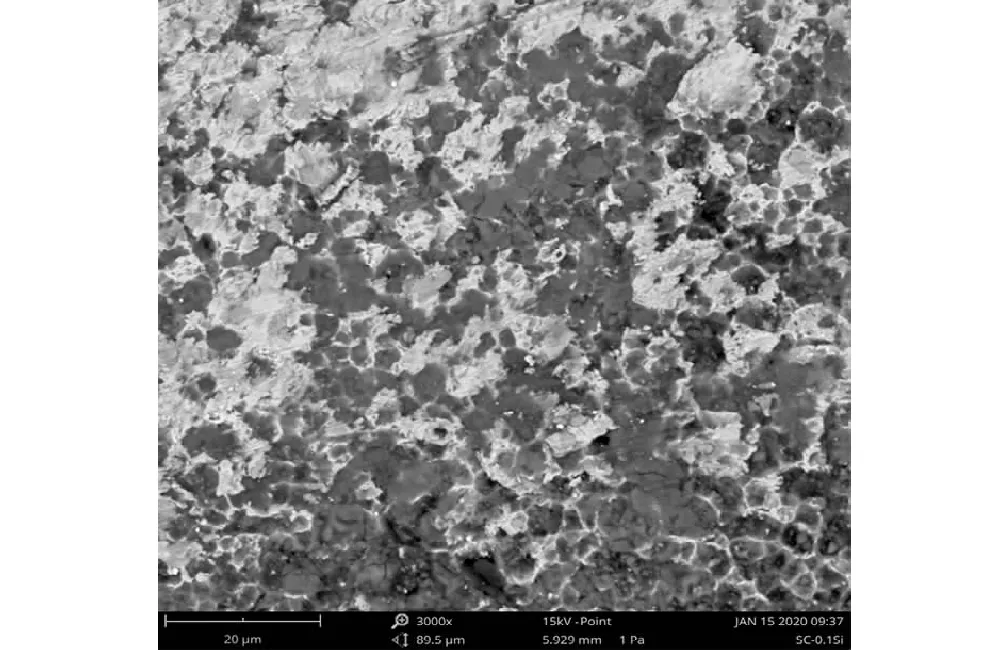
图2 1号试样钎缝断口形貌

图3 1号试样钎缝断口元素面扫描
2.2 保温时间
钎焊过程中保温时间这一工艺参数对钎焊接头力学性能的影响亦非常重要。表4是选取功率百分比51%,钎剂涂敷过量条件下保温不同时间的钎缝形貌和抗剪强度结果,图4为不同保温时间对钎缝抗拉强度的影响。
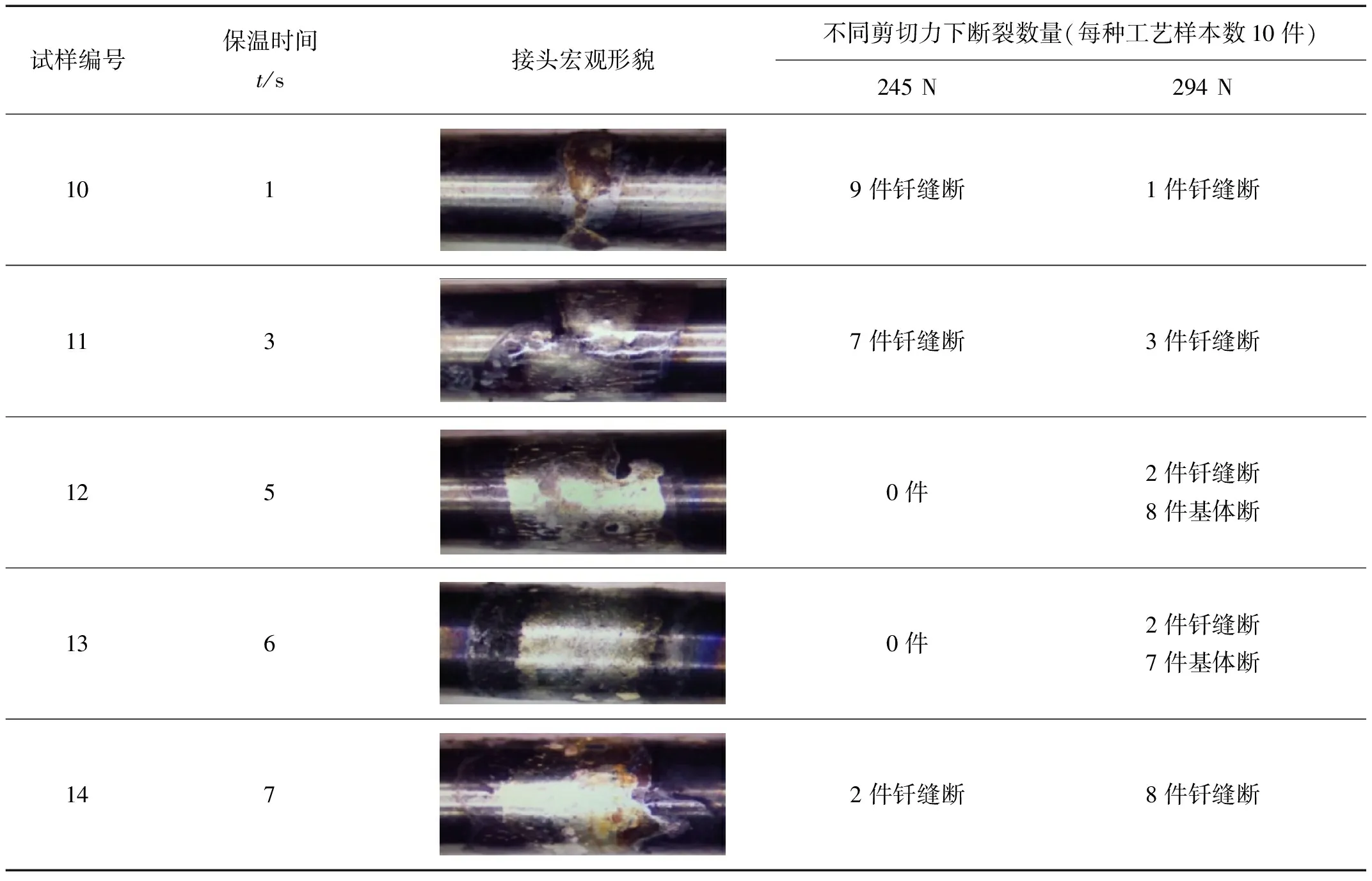
表4 不同保温时间下接头形貌和抗剪强度
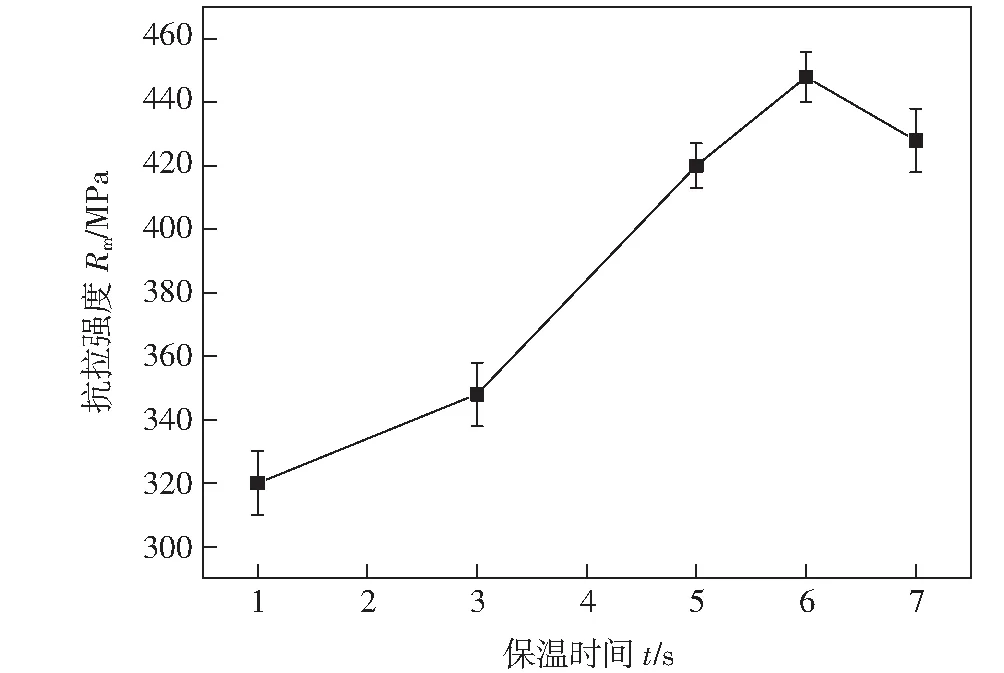
图4 保温时间对钎缝抗拉强度的影响
从表4中可以直观看出,当钎焊过程中保温时间较短时,钎料虽然已经熔化,但其与母材的润湿还并不充分,此刻使钎料迅速凝固,钎缝处焊瘤明显,钎着率明显降低,同时熔融钎料中的气体不能充分析出,造成此时钎缝中的气孔率也比较高,接头抗拉强度和抗剪强度均较低,此时钎缝抗拉强度只有320 MPa。延长保温时间至5~6 s时,钎料在母材上的润湿性得到明显提高,气孔率也开始下降,钎焊接头的性能明显提高,245 N抗剪强度测试无断裂情况,抗拉强度达到410 MPa以上。但是继续延长保温时间,钎剂将失去保护能力,钎料开始氧化,接头强度开始下降。见表4中的14号,钎缝表面开始变黄,而此时也易造成母材熔蚀等缺陷情况的发生[9-11]。
2.3 钎剂用量
钎剂是保证钎焊过程顺利进行和获得致密接头必不可少的。钎剂的作用是清除熔融钎料和基体表面的氧化物,溶解那些不希望出现的残留化合物,以及保护钎料和基体表面不被继续氧化。
选取功率百分比51%,保温时间5 s条件下,分别进行涂敷A,B,C不同量的钎剂进行焊接试验。试验结果发现,随着涂敷钎剂量的增加,钎缝处得到很好的保护,整个钎缝区域光滑发亮。3种条件下的钎缝抗拉强度测试结果如图5所示,随着钎剂量的增加,接头强度变化不大,基本稳定在410 MPa以上,其中在涂敷C量钎剂的接头试样测试时出现了部分低值,后对其进行微观组织分析,结果如图6所示。
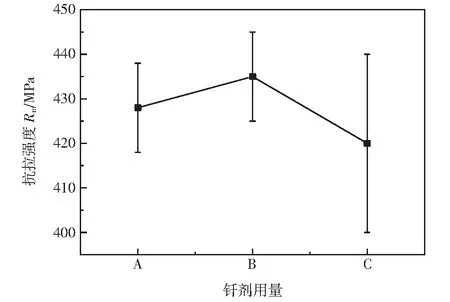
图5 钎剂用量对钎缝抗拉强度的影响
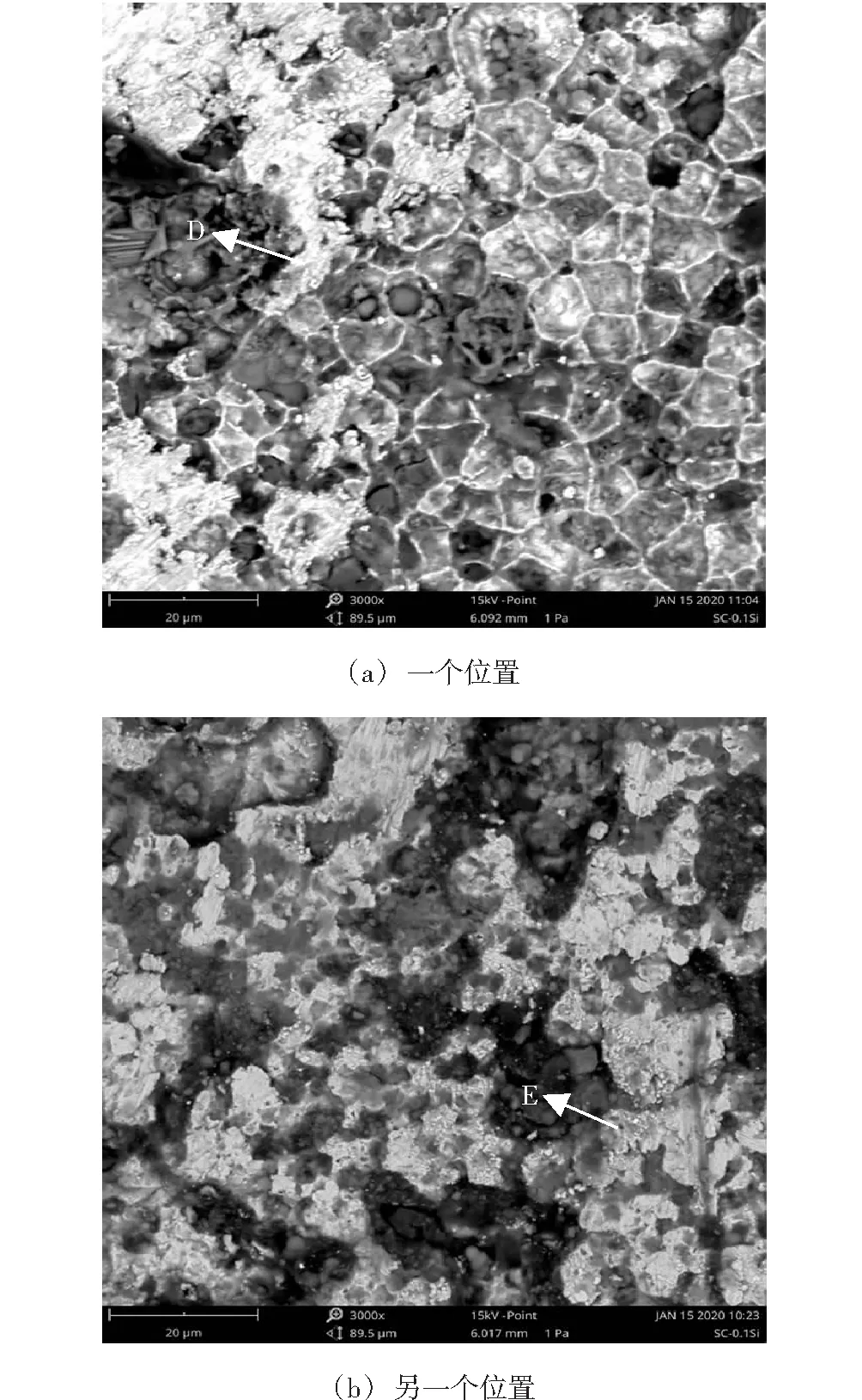
图6 涂敷C号钎剂接头断口微观组织(同一断口不同位置)
从图6和表5的能谱分析可知,钎缝界面出存在部分钎剂夹渣,这是其强度降低的主要原因,因此,钎焊过程中涂敷过量钎剂如果排渣不完全亦会影响钎焊性能,因此必须合理控制钎剂用量[12-15]。
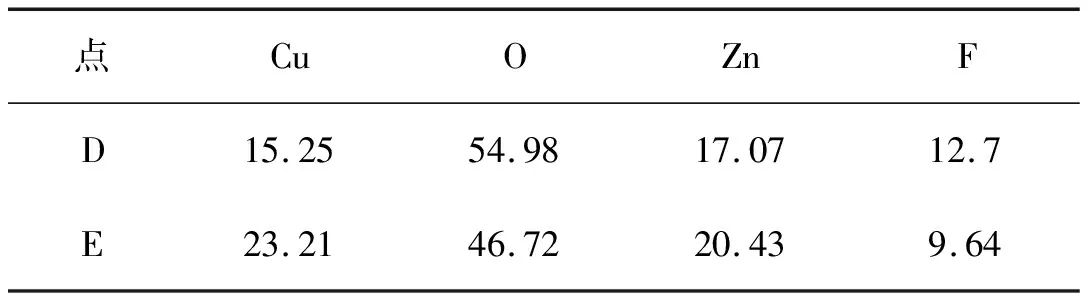
表5 图6中D,E点能谱分析(质量分数,%)
3 结论
(1)高温对钎缝强度的损伤程度要明显高于低温的影响,其主要原因为钎剂在高温开始失效,无法对被焊区域进行有效保护;另外温度过高也易造成大量气体溶入钎料,如果此时钎料凝固,则造成钎缝处气孔率较高;同时温度高时钎料中部分组元开始蒸发,并伴随母材晶粒长大、熔蚀等现象发生,致使母材变形,甚至是熔穿,接头强度极低,造成焊件无法使用。
(2)延长保温时间到5~6 s时,钎料在母材上的润湿性得到明显提高,245 N抗剪强度测试无断裂情况,接头抗拉强度达到410 MPa以上。但是继续延长保温时间,钎剂将失去保护能力,钎料开始氧化,接头强度开始下降。
(3)钎焊过程中钎剂涂敷量较大时,钎缝界面处存在部分钎剂夹渣,易影响接头性能,必须合理调控钎剂用量。
猜你喜欢
机械制造(2022年5期)2022-06-10 02:03:10
导航与控制(2021年3期)2021-09-04 07:44:52
电焊机(2018年4期)2018-05-03 03:12:10
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2015年5期)2015-07-18 11:03:40
设备管理与维修(2015年12期)2015-04-09 06:57:04
橡胶工业(2015年7期)2015-02-25 09:22:22