
单列圆锥滚子轴承小装配高的控制
2020-11-30 06:53乐上培
科学技术创新 2020年34期
乐上培
(福建省永安轴承有限责任公司,福建 永安366100)
1 背景情况
客户抱怨在安装部分单列圆锥滚子轴承型号时,外圈大端面到内圈小端面的距离t(俗称小装配高)离散度很大,造成在装配时无法一次安装到位,均要尝试几种不同尺寸的隔套才能满足装配要求。
为满足客户要求,需对小装配高尺寸进行控制。因此满足此类轴承小装配要求是生产中的一个实际技术问题,特提出以下控制方法供大家探讨。
2 影响小装配高的参数
以单列圆锥滚子轴承图1 为例来说明。
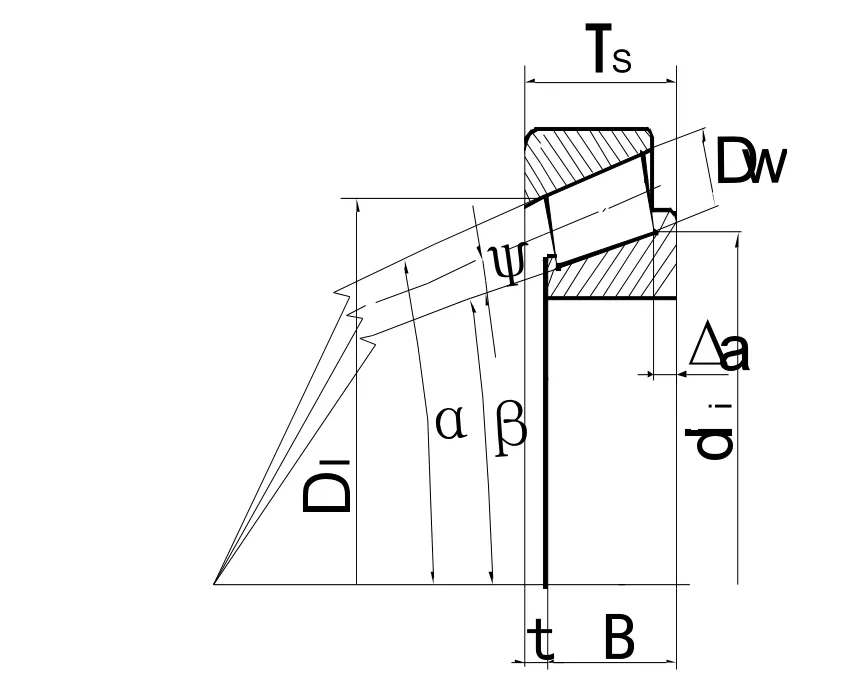
图1 圆锥滚子轴承装配示意图
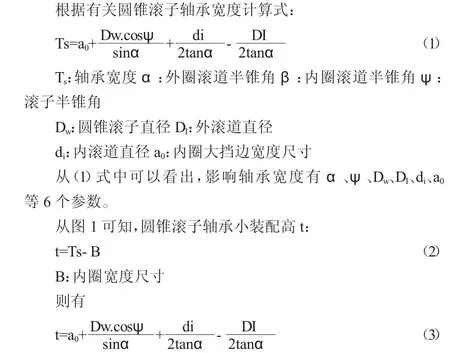
从(3)式中可以看出,影响轴承小装配高t 除了以上6 个参数外,还增加1 个内套宽度尺寸B 参数。
对于同一型号圆锥滚子轴承而言,α、β、ψ 为定值,在过程控制中变化量很小,对小装配高影响很小,故在这不作探讨。因此只探讨Dw、DI、di、a0、B 等五个主要参数对小装配高的影响。
3 在生产过程控制各影响小装配高的主参数
按客户对小装配高尺寸的要求,根据相关参数影响轴承宽度的计算式和式(2)、式(3),结合生产实际及设备加工精度,分析、计算、确定各主参数的变化量控制小装配高。
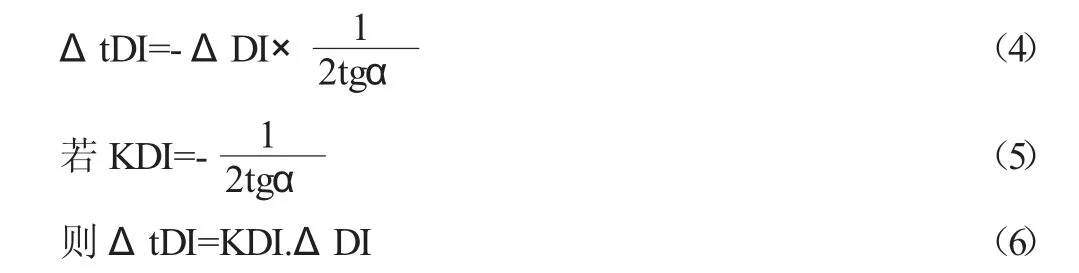
3.1 外圈外滚道变化对小装配高的影响及生产过程控制
外滚道直径DI的变化量△DI 对小装配高t 的影响量△tDI:
在生产过程中,由外滚道尺寸加工采用支外磨内的定程控制方式,除了砂轮相对较小损耗快,尺寸不易控制外,支承外径尺寸变动量也对外滚道尺寸产生一定的影响。
根据多年的生产经验及考虑设备加工精度的限制,外滚道直径变化对小装配高影响量一般取55%左右,因此采取压缩其公差范围,以控制△tDI 值在一定范围内。
3.2 内圈内滚道、大挡边及宽度变化对小装配高的影响及生产过程控制
3.2.1 内滚道变化对小装配高的影响
内滚道直径di的变化量△di对小装配高t 的影响量△tdi:
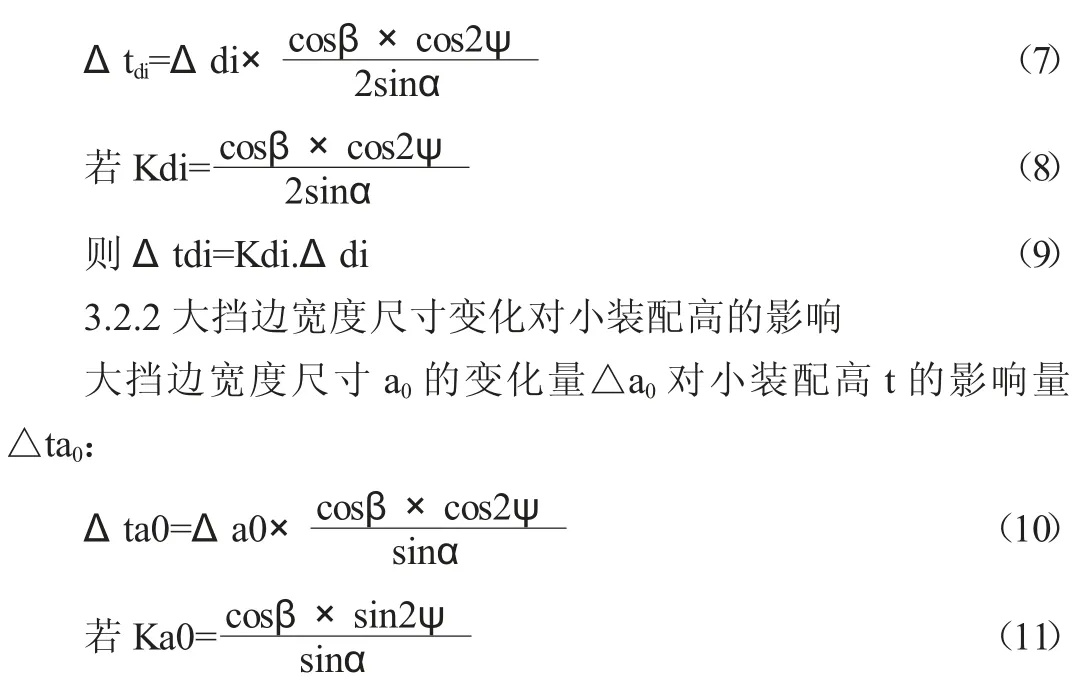

表1 内圈宽度与滚道尺寸互补值

表2
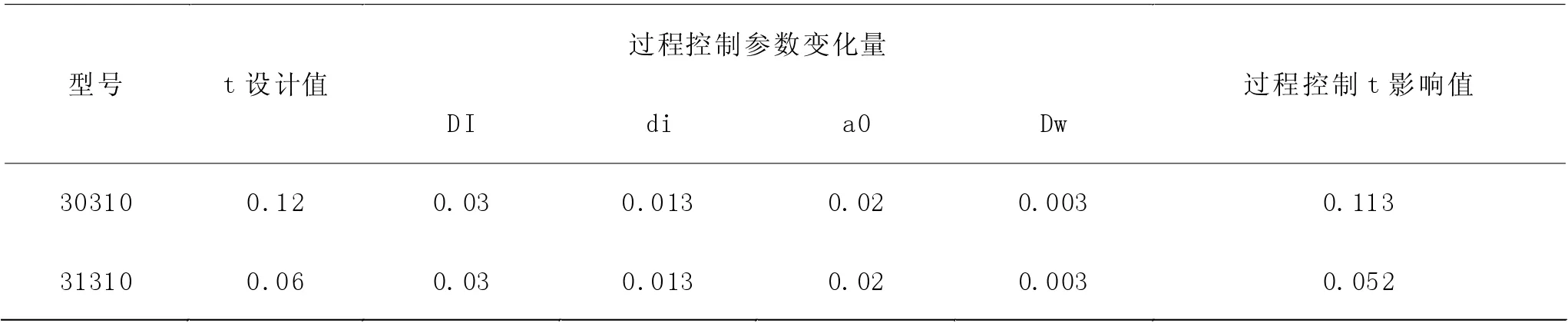
表3
则

3.2.3 内圈宽度变化对小装配高的影响
根据公式(3)知,内圈宽度尺寸B 的变化量△B 对小装配高t 的影响量△tB:
ΔtB=-ΔB (13)
由内圈影响小装配高的因素较多,在生产过程中,内滚道尺寸加工采用支外磨外的定程控制方式,采用砂轮D>φ500mm,尺寸相对较易控制。内滚道直径变化对小装配高t 影响量一般取25%左右。
因此内圈在工艺上采用分档加工、压缩公差的方法,故采取内圈宽度以0.01mm 组别分档制定内滚道尺寸,使宽度偏差与内滚道直径偏差对小装配高影响相互补偿,同时压缩内滚道尺寸公差,使△tdi+△tB 之和控制到最小。由大挡边尺寸变化量对小装配高影响量相对较小,按常规产品公差范围0.02 控制即可。
3.3 圆锥滚子尺寸变化对小装配高的影响及生产过程控制
圆锥滚子直径Dw的变化量△Dw对小装配高t 的影响量△tDw:
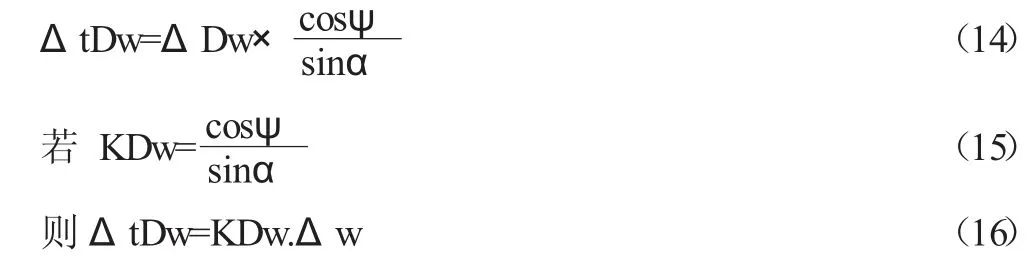
在生产中规定同一套轴承内装同一直径分组差的滚子,如0.003mm 组别,使△tDw的影响尽可能减少到最小。
4 结论
4.1 在产品设计时应用(3)式中圆锥滚子轴承小装配高来设计产品各主要参数,并尽量使用通用滚子。
4.2 根据当前的设备加工精度并采取以上控制方法,大锥角单列圆锥滚子轴承如31310 的小装配高能控制0.06mm 范围,小锥角单列圆锥滚子轴承如30310 列小装配高能控制0.12mm 范围(计算结果于表1、表2、表3),既使可分离的外圈必须具有互换性,也能满足客户要求。
4.3 在实际生产中,影响其因素不仅仅是以上分析的主要参数,还有形位偏差,其中“三凸”影响较大,故在实际配制小装配高时应适当修正轴承主参数的工艺尺寸。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
中等数学(2021年6期)2021-08-14
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
小学生学习指导(高年级)(2021年6期)2021-06-19
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
航空学报(2020年5期)2020-06-03
