利用AspenPlus对MTBE裂解反应热力学分析
2020-11-25 11:29刘奉强
山东化工 2020年20期
刘奉强
(山东齐鲁石化工程有限公司,山东 淄博 255400)
高纯度异丁烯(质量分数大于90%)是生产丁基橡胶、聚异丁烯、甲基丙烯酸酯等化工产品重要单体。而MTBE裂解生产高纯度异丁烯是一种技术先进和经济可行的新发展起来的工艺,与传统工艺相比,具有无染、无腐蚀、产品纯度高、单程转化率高,装置独立性强等特点,是国内外生产高纯度异丁烯最主要的先进方法。反应体系的平衡性质热力学平衡,反映了反应过程所达到的一种极限状态,研究这种状态可以为选择合适的反应器型式和工艺参数优化提供重要的依据,所以说非常有必要对MTBE裂解生产异丁烯反应过程进行热力学分析。虽然周峰等[1]人已从热力学角度分析引入水蒸气对MTBE裂解过程涉及主、副反应的影响,但是是通过传统的计算方法获得的,数据的采集比较困难且准确度很难保证,分析的反应压力也集中在常压。笔者借助具有准确的物性数据和强大计算能力的化工模拟软件Aspen Plus,探讨温度、压力和引入水蒸气对反应平衡的影响规律,以期为在工业尺度上实现MTBE裂解工艺参数优化和反应器结构设计提供借鉴,并提出一条分析反应热力学过程的新思路。
1 MTBE裂解生产反应过程涉及的化学反应式和模拟计算的方法
(1)MTBE裂解生产异丁烯反应主要涉及MTBE裂解(R-1)、甲醇脱水(R-2),异丁烯水合(R-3)和异丁烯二聚反应(R-4),涉及化学反应式如下:
(2)根据MTBE裂解生产异丁烯反应过程体系所涉及物性的特点,选择NRTL-RK物性方法。利用Aspen Plus中REquil-平衡反应器模型,该模型是已知达到平衡状态时进行反应的化学计量方程式,不运算该反应的动力学,只计算出同时满足化学平衡和相平衡的结果。建立的流程模型如图1所示。
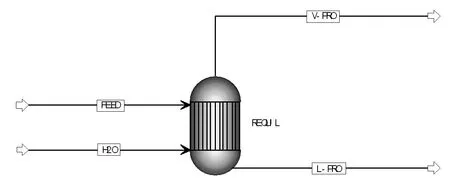
图1 Aspen Plus计算MTBE裂解反应过程模型图
2 工艺参数对MTBE裂解生产异丁烯反应平衡转化率的影响
2.1 计算温度和压力对MTBE裂解反应(R-1)的MTBE平衡转化率XMTBE的影响
从图2中可以看出温度和压力对MTBE裂解反应(R-1)的MTBE平衡转化率的影响,是比较显著的,从化学反应式可以看出该反应是分子总数增多的吸热反应,提高温度和降低压力都有助于MTBE转化率XMTBE的增加。由于反应(R-1)的平衡常数很大,在近常压(P=100kP)反应温度高于150℃的情况下,XMTBE高于99.6%,超过210℃,转化率XMTBE已经达到反应极限,再增加温度作用不大,工业化的裂解工艺的反应温度一般控制在210℃左右是合理的。

图2 温度和压力对MTBE裂解反应(R-1)的MTBE平衡转化率XMTBE的影响
2.2 计算温度和压力对甲醇脱水反应(R-2)平衡转化率XMeOH的影响
由图3图中可以看出几条压力线重合在一起,说明从150到250℃压力对甲醇脱水反应几乎没什么影响,而且增加温度降低了转化率XMeOH,这是因为甲醇脱水反应(R-2)是分子数不变的反应,且该反应是放热反应。但转化率XMeOH对温度并不十分敏感,从150到250℃,甲醇脱水反应(R-2)平衡转化率XMeOH仅有94%降低到89%。也表明温度越高越有利于抑制该反应的进行。

图3 温度和压力对甲醇脱水反应(R-2)平衡转化率XMeOH的影响
2.3 计算温度和压力对异丁烯水合反应(R-3)平衡转化率Xisobutene-1的影响
从图4可以看出,从150到200℃温度之间,温度对反应的平衡转化率影响比较显著,温度越高,平衡转化率越低,这与该反应是放热反应相吻合。但是超过210℃,该反应的平衡转化率趋向零。从图4中也可以看出,从150到200℃温度之间,压力对反应的平衡转化率影响比较敏感,压力越低,平衡转化率越低,这与该反应是分子数减小的反应相一致。

图4 温度和压力对异丁烯水合(R-3)平衡转化率Xisobutene-1的影响
2.4 计算温度和压力对异丁烯二聚反应(R-4)平衡转化率Xisobutene-2的影响
由图5可以看出异丁烯二聚反应(R-4)和异丁烯水合(R-3)反应规律相似,也是分子数减小的放热反应,温度越高,压力越低,平衡转化率就越低。在近常压(P=100kP)超过250℃,该反应的平衡转化率趋向零。
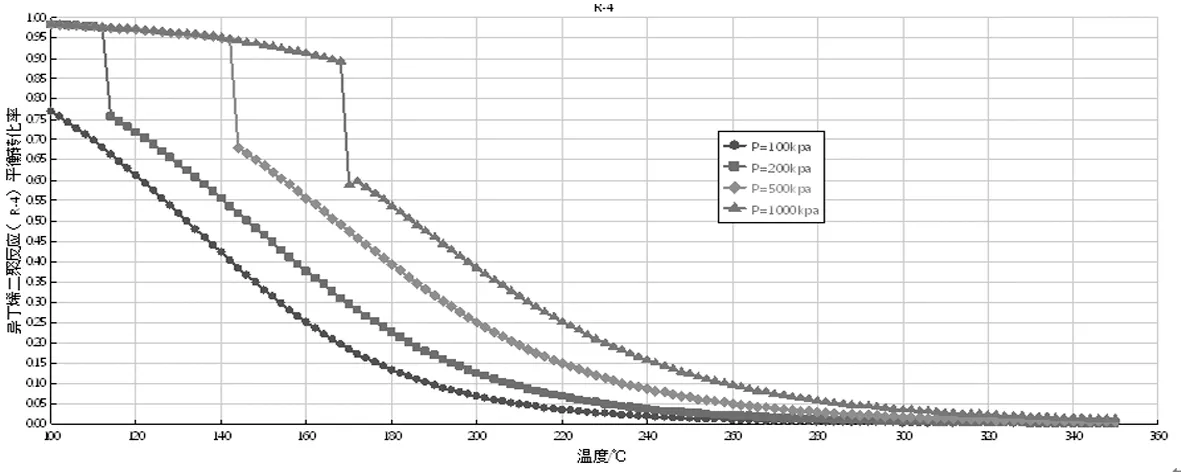
图5 温度和压力可异丁烯二聚反应(R-4)平衡转化率Xisobutene-2的影响
3 引入水蒸气对MTBE裂解生成异丁烯反应平衡转化率的影响
3.1 计算水蒸汽与MTBE物质的量比对MTBE裂解反应(R-1)的MTBE平衡转化率XMTBE的影响
从图6可以看出,从150℃到200℃温度之间,随着温度的增加MTBE平衡转化率XMTBE提高,并且水与MTBE物质的量比对转化率影响显著,从200℃开始影响减小,主要原因是转化率达到98%,几乎接近极限。对于MTBE裂解反应(R-1),水蒸汽为惰性组分虽不直接参与平衡反应,但会降低反应物中MTBE分压。随着水蒸汽与MTBE物质的量比增加,MTBE平衡转化率提高。但在近常压(P=100kP)下直接裂解的平衡转化率已经接近100%,所以引入水蒸气对反应的促进作用不显著,但是同时增加能量的消耗,降低生产能力。

图6 水蒸汽与MTBE物质的量比对MTBE裂解反应(R-1)的MTBE平衡转化率XMTBE的影响
3.2 计算水蒸汽与MTBE物质的量比对甲醇脱水反应(R-2)平衡转化率XMeOH的影响
从图7可以看出,随着水与MTBE物质的量比增加,甲醇脱水反应(R-2)平衡转化率XMeOH减小。从化学平衡的角度也说明这一点,该反应水蒸汽为反应产物,增加水蒸气会使平衡向左进行,抑制甲醇的转化。从图4也可以看出,温度越高,平衡转化率越低,这与前面分析该反应未引入水蒸气反应规律相一致。
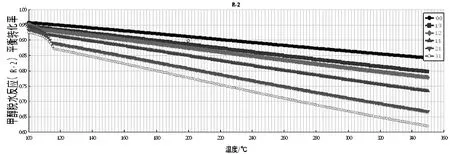
图7 水蒸汽与MTBE物质的量比对甲醇脱水反应(R-2)平衡转化率XMeOH的影响。
3.3 计算水蒸汽与MTBE物质的量比对异丁烯水合(R-3)平衡转化率Xisobutene-1的影响
从图8可以看出,100到160℃温度之间,水与MTBE物质的量比对该反应影响比较显著,从160℃之后,对异丁烯水合反应(R-3)转化率提高作用下降,而且在水与MTBE物质的量比越大,受反应温度变化影响越大。从化学平衡的角度分析异丁烯水合(R-3),水蒸气为反应物,增加水蒸气会促使异丁烯水合(R-3)反应平衡向右进行,并且促进异丁烯的转化,但反应是放热反应,超过200℃,水蒸气的加入对异丁烯水合转化率影响不大。
图8 水蒸汽与MTBE物质的量比对异丁烯水合(R-3)平衡转化率Xisobutene-1的影响
3.4 计算水与MTBE物质的量比对异丁烯二聚反应(R-4)平衡转化率Xisobutene-2的影响
丁烯二聚反应(R-4)平衡转化率Xisobutene-2的影响
从图9可以看出,100到170℃温度之间,水蒸汽与MTBE物质的量比对该反应影响相对比较显著,从170℃之后,对异丁烯二聚反应(R-4)转化率提高作用下降,而且在水与MTBE物质的量比越大,受反应温度增加影响越大。从化学平衡的角度分析,对于反应(R-4)是分子数减小的放热反应,水蒸汽是惰性组分,虽然不参加反应,但会降低异丁烯的分压,有利于抑制异丁烯的进一步转化,超过200℃,水蒸气的加入对异丁烯二聚反应转化率影响也不大。

图9 水蒸汽与MTBE物质的量比对异
综上分析,对于引入水蒸气对MTBE裂解反应(R-1)反应,异丁烯水合反应(R-3)和异丁烯二聚反应(R-4)促进作用不显著,但是可以在近常压(P=100kP)和高于170℃的反应条件下可以抑制甲醇脱水反应(R-2)平衡向右进行,减少了甲醇的转化。
4 结论
利用Aspen Plus对MTBE裂解主副反应过程热力学分析结果与文献[1]对比,反映出的规律是一致的,说明Aspen Plus数据是准确的,可靠的,并且它是一种分析化工热力学反应过程的有力工具。通过分析MTBE裂解反应体系的平衡转化率和达到化学平衡时的产物分布与工艺参数之间的关系,为在工业尺度上实现MTBE裂解工艺参数优化和反应器结构设计提供重要依据。
猜你喜欢
石油炼制与化工(2021年2期)2021-02-03
石油炼制与化工(2021年7期)2021-01-14
腐植酸(2020年5期)2020-12-20
World Journal of Clinical Cases(2019年4期)2019-04-16
中国新技术新产品(2018年15期)2018-10-20
卷宗(2018年9期)2018-06-07
分析化学(2018年12期)2018-01-22
山东工业技术(2017年14期)2017-07-18
新媒体研究(2014年12期)2014-09-01
中国神经再生研究(英文版)(2014年23期)2014-06-01