锆合金条带消应力热处理尺寸补偿试验*
2020-11-18 23:19李俊颀孙效禹叶远东蔡贵川盛国福余国严
机械研究与应用 2020年5期
李俊颀,孙效禹,叶远东,蔡贵川,成 熙,盛国福,余国严
(中广核铀业发展有限公司 中广核先进燃料工程试验中心,广东 阳江 529500)
0 引 言
锆是一种性能优良的稀有金属,在化学周期表中位于Ⅳ-B族,原子质量是91.22,具有良好的塑性与强度[1-2],并且在高温纯水中耐腐蚀性能与不锈钢相近,但是热中子吸收能力是不锈钢1/15,因此在原子能工业得到了广泛的应用,是反应堆唯一使用的燃料元件包壳材料[3-4]。
燃料组件主要支撑构件格架由条带组装,焊接而成。图1为某型号条带结构示意图,其厚度为0.457 mm,条带表面分布有16个装配细槽,将整个条带分隔为17组栅元,每组栅元上有1个条带弹簧和2个刚凸,用于支撑燃料棒。由于条带在冲压过程中会产生残余应力,影响组件堆内运行的稳定,因此需要对锆合金格架条带进行消应力热处理,避免条带上的成型特征在堆内发生应力松弛造成变形。

图1 条带外形结构图
热处理后,由于应力释放,会造成成型特征回弹,尺寸收缩,因此需要对尺寸进行一定补偿。尺寸补偿的难点主要在于两点:①由于不同特征的成型尺寸不同,强度不同,设计尺寸补偿时,需综合考虑所有成型特征,避免在补偿部分特征的尺寸后,造成其它尺寸超差;②相同特征冲压尺寸不同,热处理后回弹量可能不同[5-6],如条带弹簧冲压尺寸分别在上限和下限时,热处理后回弹尺寸会有差异,因此需要对同一个特征的不同尺寸做工艺试验。
笔者选择某种锆合金条带的两个典型特征进行分析,初步设计了尺寸补偿参数,通过热处理工艺试验,验证了该参数的合理性。最后选用500片条带进行批量热处理试验,通过大批量试验,最终验证该尺寸参数的适用性。
1 试验材料与方法
实验材料选用的是国核宝钛公司生产的CZ合金,采用真空气淬炉进行消应力热处理,工艺参数如表1所列。

表1 消应力热处理工艺参数
依据相关技术要求,采用如下工艺对锆合金条带进行消应力热处理,工艺曲线如图2所示。

图2 锆合金零部件消应力热处理循环曲线
2 试验结果及分析
2.1 条带弹簧尺寸补偿设计试验
图3为某型号条带弹簧,其长为20.6 mm,宽为4±0.05 mm,高度名义尺寸是1.83 mm,位置度0.1;表明高度尺寸最大值不能超过1.88 mm,最小值不能低于1.78 mm。弹簧尺寸有以下两个特点:①长宽比较高,强度低,不易控制热处理后尺寸;②条带弹簧形状为弧形,其半径为R20 mm的圆弧,需要注意防止过冲,以防形状变形。为确定补偿尺寸,首先做一轮消应力热处理工艺试验,设计弹簧高度冲压尺寸是1.92、1.9、1.88、1.86、1.84、1.82、1.80、1.78 mm共8组,每组有2个试样。消应力热处理后条带弹簧尺寸变化如表2所列。

图3 条带弹簧外形结构图

表2 条带弹簧消应力热处理试验结果统计 /mm
其统计图如图4所示,热处理后弹簧高度降低约0.01~0.04 mm,平均降低0.031 mm,收缩了约1.67%,其中热处理前弹簧高度为1.816~1.9 mm时,热处理后尺寸合格。在保证冲压合格率前提下,经过仔细的分析和评估,暂定热处理前冲压尺寸为1.85±0.04 mm,这样经热处理后,其高度尺寸会在中值附近。

图4 条带弹簧消应力热处理前后尺寸统计图
2.2 刚凸高度尺寸补偿设计试验
刚凸外形如图5所示,其长度约为6.6 mm,宽度为3±0.05 mm,高度名义尺寸是1.35 mm,位置度0.06;表明其尺寸最大值不能超过1.38 mm,最小值不能低于1.32 mm。与弹簧不同的是,刚凸长宽比较低,形状近似于圆角矩形,结构紧凑,热处理后回弹应比条带弹簧小。为确定补偿尺寸,首先做一轮工艺试验,设计冲压尺寸是1.4、1.38、1.36、1.34 mm共4组,每组2个试样。

图5 刚凸外形结构图
表3为刚凸高度热处理前后尺寸统计数据,其统计图如图6所示,热处理后刚凸的高度尺寸变化为-0.001~0.009 mm,平均降低0.003 25 mm,收缩了约0.23%,可以认为高度近似无变化,因此可不对刚凸高度进行补偿。
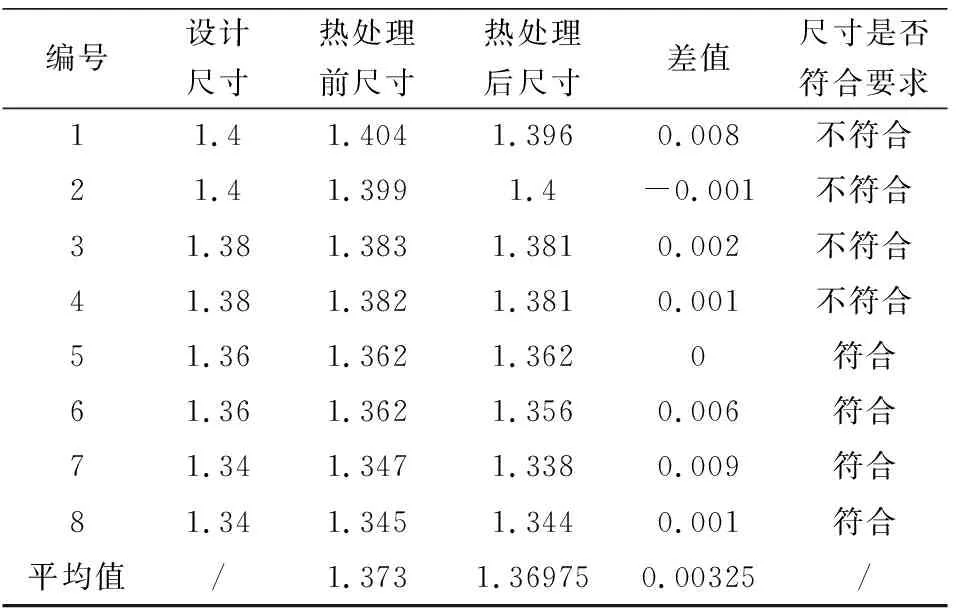
表3 刚凸高度热处理前后尺寸对比表 /mm

图6 刚凸高度热处理前后尺寸统计图
2.3 批量热处理工艺试验
为验证尺寸补偿的效果,选用500片条带,按照拟定的冲压参数冲压,随后进行消应力热处理验证试验。图7为热处理前后不同条带的条带弹簧高度平均值统计图,横坐标为不同条带号。如图所示,消应力热处理后,条带弹簧高度尺寸降低约0.02 mm,其尺寸均在技术要求范围内。
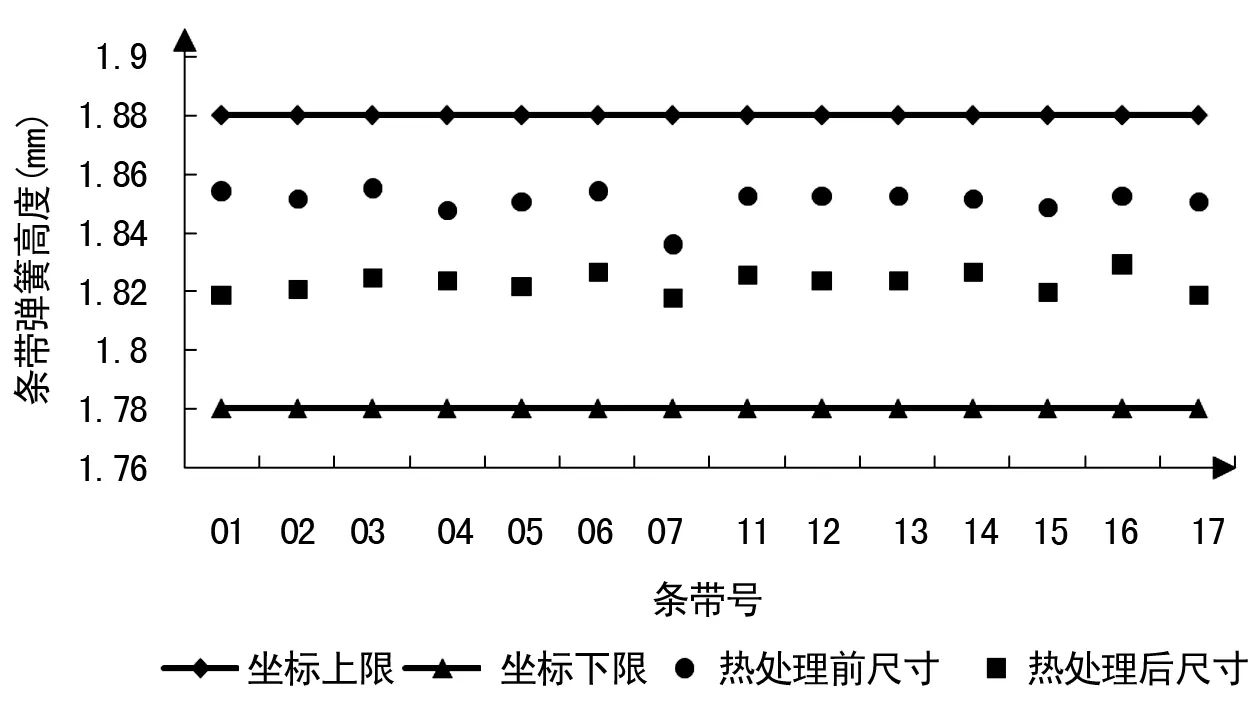
图7 批量热处理前后条带弹簧高度平均值变化统计图
图8为批量热处理下,刚凸高度平均值统计图,横坐标为不同条带号。如图所示,消应力热处理后,其高度尺寸均在技术要求范围内且基本无变化。

图8 批量热处理前后刚凸高度平均值变化统计图
3 结束语
此实验针对锆合金零部件消应力热处理后尺寸回弹问题,提出了通过尺寸补偿得到合格的尺寸方法,并进行试验验证。结果表明,对于具有一定弧度的特征,如条带弹簧,需要一定的尺寸补偿;对于长宽比较小,具有一定刚度的特征,如刚凸,可不加尺寸补偿。研究结论对类似锆合金零部件的冲压补偿设计提供了参考。
猜你喜欢
自然灾害学报(2022年2期)2022-05-10
小学生学习指导(中年级)(2021年5期)2021-05-18
中国学校体育(2021年10期)2021-04-26
模具制造(2019年3期)2019-06-06
山西地震(2019年1期)2019-03-20
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年10期)2017-11-28
中国光学(2015年1期)2015-06-06
中学生数理化·七年级数学人教版(2014年6期)2014-09-18
中学生数理化·七年级数学人教版(2014年6期)2014-09-18