
铝基复合材料的搅拌摩擦焊接与组织性能研究
2020-11-17 10:03:06杨京京徐品一王兴波吴登高黄鑫鹏
江苏科技大学学报(自然科学版) 2020年5期
李 惠,杨京京,徐品一,王兴波,吴登高,黄鑫鹏
(1.江苏科技大学 材料科学与工程学院,镇江 212100)(2.江苏大学 材料科学与工程学院,镇江 212013)
颗粒增强铝基复合材料具有高比强度、高比模量、高耐磨性以及耐高温等优异性能, 而且制作工艺简单、成本低, 易于实现大规模产业化生产, 因此成为当今该类材料发展和研究的热点.作为新型的结构材料, 其工程应用的重要前提为可靠的焊接和连接[1-3].几乎所有铝及铝合金的焊接方法均被用于铝基复合材料的焊接,但熔化焊、钎焊、扩散焊以及传统的摩擦焊等连接方法在一定程度上均存在不足[4-5].
搅拌摩擦焊(friction stir welding,FSW)是英国焊接研究所发明的一种新型固相连接技术,利用一种带有特形指棒和轴肩的搅拌工具,在摩擦热和转动摩擦力的共同作用下,使焊缝区的金属被挤压及摩擦加热,发生了塑性变形,而金属挤压流动转移、扩散和再结晶,形成了搅拌摩擦焊的焊缝[6-9].自1991年发明以来,搅拌摩擦焊技术已经获得了在世界范围的关注[10-11],应用FSW技术进行成功连接的材料已有铝合金、镁合金、铅、锌、铜、不锈钢、低碳钢等同种或异种材料[12-13].目前, FSW或为连接铝基复合材料的首选方法.可以防止熔焊中形成的金属间化合物导致力学性能下降[14-15].文中采用原位自生法制备Al3Zr/6082Al复合材料,利用FSW技术焊接Al3Zr/6082Al复合材料,并对一定工艺参数下铝基复合材料搅拌摩擦焊接头横截面的微观结构以及力学性能进行分析研究,为进一步改进工艺,解决铝基复合材料的连接问题提供技术借鉴.
1 试验
选用A6082作为基体合金,以6082Al和K2ZrF6利用原位自生法制备Al3Zr/6082Al复合材料,其中Al3Zr的质量分数为3%,反应方程式如式(1),A6082化学成分如表1.
3K2ZrF6+13Al→3Al3Zr+3KAlF4+K3AlF
(1)

表1 A6082的化学成分Table 1 Chemical composition of A6082 w(x)/%
本次试验用原位自生法制备Al3Zr/6082Al复合材料的具体过程如下:将K2ZrF6放入电烘箱中升温至200℃,保温,充分去除结晶水,然后冷却、研磨,得到粒度<200 μm的粉末反应物.将A6082材料放入电炉子加热至熔体反应温度780 ℃,之后加入质量为熔体质量10%的上述粉剂,用不锈钢棒搅拌使之与A6082充分发生反应.对熔体施加10 Hz电磁旋转磁场和用热分析仪连续测定反应过程中熔体温度的变化.敷盐反应时间为8 min,随后加入AZ91镁块进行补损,使熔体达到6082Al的成分.反应结束后对溶剂精炼,除气,除渣,浇入金属模具中制得Al3Zr/6082Al复合材料.
FSW对焊试验采用的材料为100 mm×40 mm×1 mm板材试件.利用自制的搅拌摩擦焊机进行焊接:工作台尺寸为350 mm×200 mm,焊接长度小于350 mm,焊接宽度小于200 mm,焊接高度小于300 mm,焊接厚度1~15 mm,主轴倾斜角度0~5°.焊前,用砂纸打磨待焊面及两侧面10 mm的宽氧化膜,对焊机焊件进行严格清理.试验使用的搅拌针头的轴肩形式为平面,轴肩直径为7 mm,搅拌针头长0.8 mm,直径2.3 mm.焊接参数为:旋转速度为15 000 r/min,焊接速度为200 mm/min,下压量为0.9 mm.
采用德国ZEISS大型金相显微镜对Al3Zr/6082Al复合材料进行金相组织的观察,采用德国布鲁克D8粉末多晶衍射仪(XRD)、德国蔡司公司场发射扫描电子显微镜(SEM)、日本电子场发射透射电子显微镜(TEM)分析Al3Zr/6082Al复合材料的物相及微观组织.
2 实验结果及分析.
图1为采用原位自生法制备Al3Zr/6082Al复合材料的XRD分析.从图谱中可以看到Al3Zr 的峰,表明生成了增强相Al3Zr颗粒.说明制成的铝基复合材料由基体金属Al和Al3Zr增强相组成.

图1 Al3Zr/6082Al复合材料的X射线衍射图谱Fig.1 X-ray of diffraction spectrogram ofAl3Zr/6082Al composites
图2为Al3Zr/6082Al复合材料的EDS分析,表明Al3Zr/6082Al复合材料中Al元素均匀分布在基体中,Zr元素以增强颗粒形态分布在基体中.

图2 Al3Zr/6082Al复合材料的EDS分析Fig.2 EDS analysis of Al3Zr/6082Al composites
2.1 Al3Zr/6082Al复合材料增强颗粒的微观形貌及分布分析
图3为Al3Zr/6082Al复合材料的金相组织.图中颜色较浅的区域是Al基体,颜色较深的不规则块状物是Al3Zr增强颗粒.Al3Zr均匀分布在Al基体中,无局部团聚现象.

图3 Al3Zr/6082Al复合材料的金相组织Fig.3 Microstructure of Al3Zr/6082Al composites
图4为Al3Zr/6082Al复合材料的SEM分析.可以看到Al3Zr增强颗粒与基体界面结合紧密,没有气孔、裂纹等缺陷.Al3Zr增强颗粒的尺寸较小,颗粒分布较均匀,呈细小的块状和局部的细条状,约为10 μm.

图4 Al3Zr/6082Al复合材料的SEM分析Fig.4 SEM analysis of Al3Zr/6082Al composites
综合得出制成的Al3Zr/6082Al复合材料组织性能较好.
2.2 FSW接头焊接后的XRD及微观形貌分析
从图5可以看出Al3Zr/6082Al复合材料在搅拌摩擦焊接过程中没有其他杂质相或弥散相产生,与焊接前的物相相同.

图5 FSW接头XRD分析Fig.5 XRD analysis of FSW joint
图6为FSW焊后接头的SEM分析.观察到焊缝中颗粒细小,分布均匀.焊核区Al3Zr颗粒细小分布在基体中,颗粒大小约为2 μm,基体中有少量微小的缺陷.

图6 FSW焊后接头的SEM分析Fig.6 SEM analysis of FSW joint
图7为FSW接头焊缝组织的金相,Al3Zr增强颗粒细小分布在焊缝中,无明显缺陷.
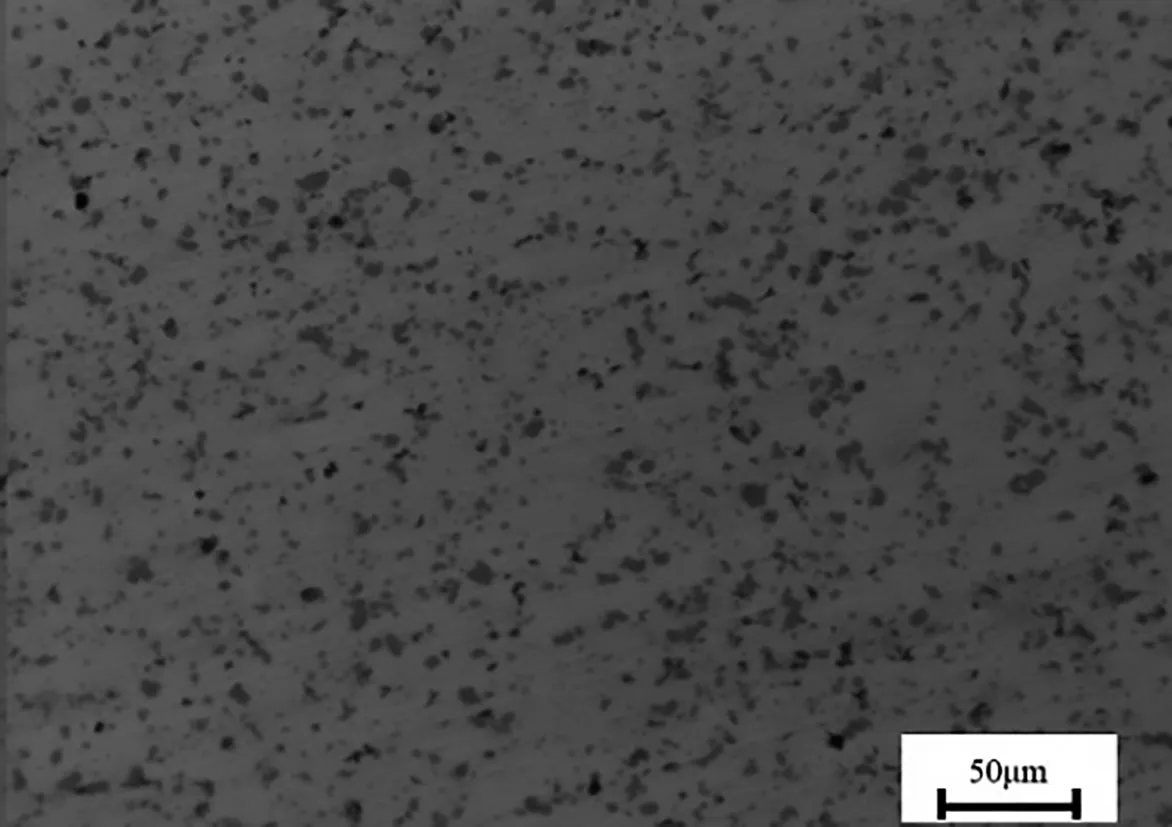
图7 FSW接头组织金相Fig.7 Metallographic structure of FSW joint
图8为FSW焊后接头的TEM分析.图8(a)中可以观察到明显的位错塞积,图8(b)中观察到位错呈流线状分布在基体中.焊接接头Al3Zr颗粒细小,颗粒四周圆润,无明显的菱角,呈方块状或圆条状,增强颗粒与基体结合界面干净、紧密.搅拌过程中焊缝中有位错产生,部分位错沿着Al/Al3Zr结合界面延伸至Al基体中,部分位错位于基体中.

图8 FSW接头的TEM分析Fig.8 TEM analysis of FSW joint
综合得出在 FSW过程中,材料在搅拌头轴肩和搅拌针的搅拌、碾压作用下颗粒破碎、晶粒细化,形成了组织密集的组织,可以看出材料没有明显的缺陷,材料组织具有较好的均匀性.
2.3 焊接接头力学性能分析
2.3.1 FSW接头的拉伸性能
原材料焊前抗拉强度为176.67 MPa,延伸率为10.40%.图9为FSW接头的拉伸性能,此时FSW接头拉伸性能较好,抗拉强度145.469 MPa,延伸率为3.5%,拉伸断裂在热影响区.
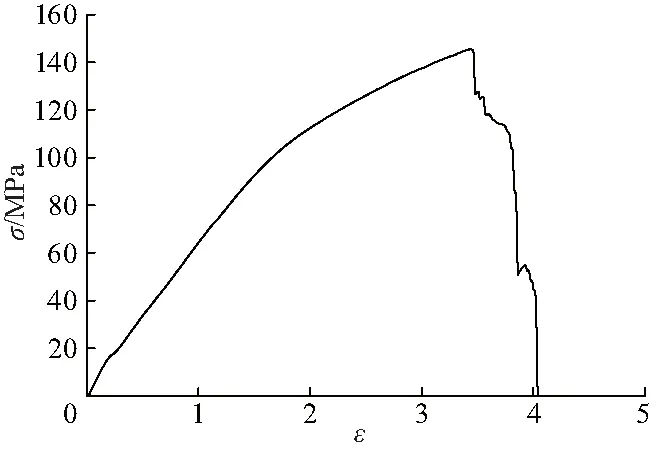
图9 FSW接头的拉伸性能Fig.9 Tensile properties of FSW joints
2.3.2 焊接接头的显微硬度分布
图10为FSW接头的显微硬度,从图中可见,随着离焊缝距离的改变,显微硬度值变化不大,焊核区的显微硬度高于母材区.由于焊核区搅拌头的作用,增强颗粒分布均匀化并被细化,由于搅拌产生大量的热输入,发生的动态再结晶,使晶粒达到细化;由于搅拌中散热的影响,晶粒长大,使热影响区的显微硬度偏低.但此参数下的FSW接头显微硬度各处无较大差距.
由之前的分析可知,FSW接头的增强体颗粒较细小并且分布均匀,但是硬度较母材有少量下降.从Hall-Petch 公式可知,增强颗粒越细小,材料的抗拉强度越高,材料强度的降低可能与搅拌中散热的影响有关,晶粒再结晶后受热晶粒长大[16-17].此外,强度也可能与再结晶晶粒、肩部压力带来的残余应变有关[18-20].在组织中观察到的位错也是导致材料强度变化的原因[21].
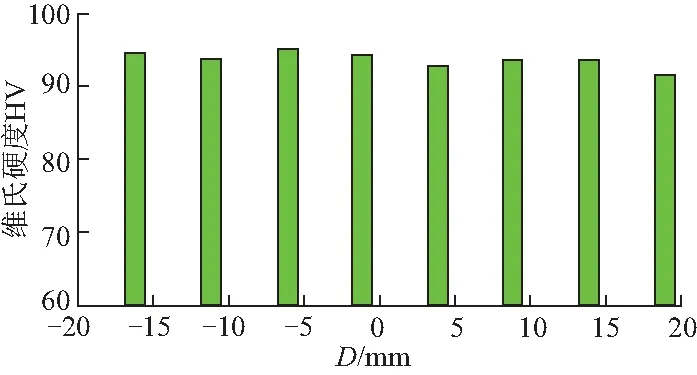
图10 FSW接头组织的显微硬度Fig.10 Microhardness of FSW joint along thetransverse to the weld center
3 结论
(1) 通过熔体反应法制备出的铝基复合材料由基体金属Al和Al3Zr增强相组成.Al3Zr增强颗粒的尺寸较小,颗粒分布较均匀,呈细小的块状和局部的细条状,约为1μm,无明显团聚现象;Al3Zr/6082Al复合材料的基体与Al3Zr界面干净,结合紧密,在780 ℃熔体反应温度下制备的Al3Zr/6082Al复合材料组织性能较好.
(2) 在适当的焊接工艺参数下可以得到较好的复合材料微观结构.在15 000 r/min,200 mm/min焊接参数下FSW接头无明显瑕疵,在搅拌摩擦焊的作用下,焊核区的Al3Zr增强颗粒变得细小,均匀分布在基体中; FSW接头的拉伸性能较好,抗拉强度较高,拉伸断裂在热影响区,具有较高的焊缝强度.
猜你喜欢
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
兽医导刊(2019年1期)2019-02-21 01:14:20
电镀与环保(2018年4期)2018-08-20 03:08:02
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
中国畜牧兽医文摘(2015年9期)2015-12-29 03:38:14
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
海峡姐妹(2015年5期)2015-02-27 15:10:46
