
细特莫代尔11.8 tex色纺针织纱的开发
2020-11-15 06:01:22姜云水曾祥松季善群章友鹤张
棉纺织技术 2020年10期
姜云水曾祥松季善群章友鹤张 毅
(1.浙江云泰纺织有限公司,浙江衢州,324200;2.浙江省纺织工程学会,浙江杭州,310012;3.浙江省常山纺织有限责任公司,浙江衢州,324200)
1 细特纤维的性能特点
细特纤维是近几年来在国内外发展较快的一种差别化纤维。由于其单纤维线密度细,使纤维的刚度降低,柔性增加,用该纤维纺纱并制成的面料手感柔软。同时因单纤维线密度细,使纺制一定规格纱线中纤维的根数增加,可增大表面积和毛细管效应,使纤维内部反射光在纱线和制成织物表面分布更加细腻,并具有真丝般高雅光泽和良好吸湿散湿性。由于细特纤维具有上述性能特点,目前已成为国内外纺织生产企业开发高档纺织品的一种热点纺织原料,并能有效提高纺织产品的档次与附加值。根据我们初步了解,细特纤维已开发应用于仿麂皮产品、仿真丝织物产品、高效清洁布等,也可用细特纤维来制作人造皮革、洁净布、高级空气过滤用布、防尘面罩及滑雪滑水穿的运动服、游泳衣以及其他透湿防水织物等。因此,细特纤维的市场应用前景比较广阔[1-2]。
2 细特莫代尔色纺针织纱的开发
我们公司根据市场与用户的需求,采用细特莫代尔纤维开发出赛络集聚纺11.8 tex高品质针织色纱。用该纱线加工的面料与制成的服饰具有轻盈柔软、吸湿排汗、亲肤舒适等优良性能,尤其是细特莫代尔纤维具有优良的染色性及染色色牢度,面料及制成服饰经多次洗涤后依然自然靓丽如初,故深受后加工企业及用户的好评[3-4]。目前该纱线已应用于针织休闲服、运动服和高档童装等领域,市场前景良好。现将该产品开发中采取的相关工艺措施介绍如下。
2.1 原料优选和混纺比选配
莫代尔是一种高性能的纤维素纤维,也是一种可生物降解的环保型纤维,采用100%天然优质木浆制成。与常规粘胶纤维相比,莫代尔纤维干态断裂强度高达3.5 cN/dtex,高于常规粘胶纤维,其湿态断裂强度达到2.0 cN/dtex,避免了常规粘胶纤维干态与湿态强度差异大的问题。由于我们生产的是11.8 tex针织用纱,为了使制成织物具有强度高、手感柔软、色彩靓丽的特点,故选用1.1 dtex细特莫代尔纤维与1.3 dtex细特莫代尔纤维为原料;同时为显示色纺纱的立体朦胧感风格,混用了1.3 dtex原液着色细特莫代尔纤维。经过多次试纺,确定出这3种莫代尔纤维最后的混纺比:本色1.1 dtex莫代尔纤维30%,本色1.3 dtex莫代尔纤维64%,原液着色1.3 dtex莫代尔纤维6%。经检测,3种莫代尔纤维性能指标如表1所示。其中,长度均为38 mm。
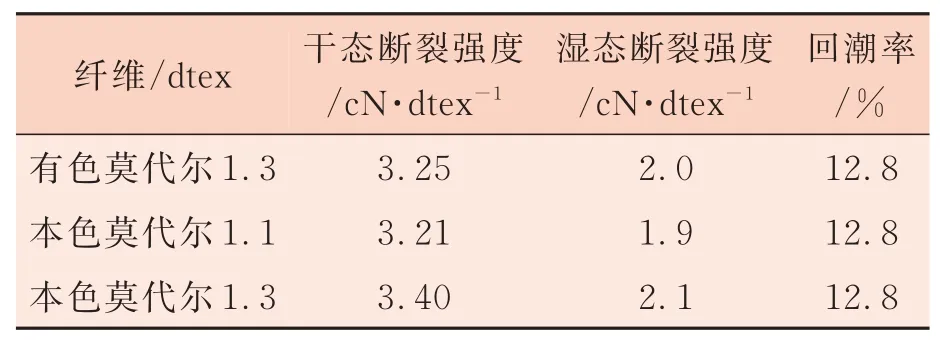
表1 3种莫代尔纤维性能指标
2.2 纺纱主要工艺措施
2.2.1 纤维混和方法
多种纤维混纺的色纺纱,混纤与混色均匀是生产的关键技术之一,既要达到各种纤维原料配比准确,又要使有色纤维混色均匀。目前常用的方法有包混与条混两种混和方法。包混法是在开清棉工序将各种纤维在抓棉机进行混和,适用于纤维性能相似或相同的纺纱品种使用。包混法优点是混和工艺流程短,并有主体混和效应,缺点是混和比例控制难度较大。条混法是在并条工序进行混和的方法,适用于纤维性能差异较大,需在清梳工序对不同性能纤维分别纺制成梳棉条后,在并条机上按配比进行混和与混色。条混法优点是混纺比与混色控制较为准确,缺点是工艺流程较长,且混和的主体效应没有包混法好。为了使纤维混和与混色达到最佳效果,我们采用“以包混为主,条混为辅”的混和方法,即先将6%的1.3 dtex有色莫代尔纤维与30%的1.1 dtex莫代尔纤维混和后制成生条,再与1.3 dtex莫代尔纤维生条一起经过两道并条制成混和熟条。这种混和方法既可使熟条中3种纤维混纺比准确,又能使6%的有色纤维分布均匀,具有良好的立体混色效应。
2.2.2 清棉工序
由于细特莫代尔纤维细、长度长、整齐度好,且无杂质疵点,但纤维断裂强度稍低,故清棉工序的工艺配置要以开松与混和为主,使纤维少受损伤。即抓棉机采用快速小动程,做到抓细抓匀,抓棉机的运转率要保持在90%以上;混开棉机采用梳针打手,打手速度500 r/min,实现低速轻打、以梳代打,并适当放大打手与尘棒隔距,缩小尘棒间隔距以减少落棉,提高制成率。其次,我们在清梳工序还将原开清棉与梳棉两个工序联接成简易式清梳联,经开清棉开松处理后的筵棉直接喂入到梳棉机后部的喂棉箱中,经梳棉机制成生条,并在梳棉机上加装自调匀整控制系统,使输出的生条重量差异得到有效控制,生条的重量不匀率从原来的4.0%以上降低至2.0%左右,效果十分明显。由于采用清梳联工艺后,不但取消了开清棉工序的落棉卷与梳棉工序的换棉卷工种,节省了劳动力,同时也彻底改变了传统清梳工艺中开松、紧压、再开松的不合理性,杜绝了棉卷黏卷、破洞现象,可有效减轻梳棉机的梳理负担,提高梳棉的梳理质量。
2.2.3 梳棉工序
梳棉是纺好纱的关键工序,其主要任务是要将纤维梳理成单纤维状态,并减少梳理过程中的纤维损伤。针对细特莫代尔纤维断裂强度较低、纤维刚性较弱的特性,我们从优化梳理工艺与优选梳理元件两方面来提高生条质量。在梳理工艺设计上,掌握好梳理与转移的平衡点,对锡林速度、锡林与刺辊线速比、锡林与盖板间隔距、道夫转移率、生条定量等工艺参数进行优化,实现柔性梳理。主要工艺参数:锡林速度降低至330 r/min,刺辊速度降低至810 r/min,锡林与刺辊线速比控制在2∶1以上,锡林与盖板间5点隔距由宽逐步收紧,道夫采用变频调速,加快转移,防止返花,生条定量设计不超过20 g/5 m。在分梳元件上,针对莫代尔纤维强度较低、伸长较大、吸湿性较强的特性,选用短齿、浅齿、大角度和圆弧背角的锡林针布,避免纤维缠绕锡林针布,以减少梳理过程中纤维损伤与棉结增加。
2.2.4 并条工序
并条工序既要消除生条中弯钩纤维,提高条子伸直度、平行度和分离度,又要通过并条来改善条子的长短片段均匀度,为成纱长短片段均匀度提供良好条件。为了生产品质优良的熟条,我们采取两项措施。一是优化工艺设计,采用“轻定量,慢速度,顺牵伸”工艺原则,头并采用两种生条搭配6根并合,总牵伸大于6倍,后区牵伸放大到1.92倍,以消除生条中的弯钩纤维,头道并条定量设计15 g/5 m,出条速度降为200 m/min;末道并条为8根并合,总牵伸大于8倍,后区牵伸为1.3倍,熟条定量设计14 g/5 m,出条速度降为180 m/min,利于控制纤维运动[5]。二是末道并条采用自调匀整装置,并制定严格的操作规程,确保断条自停装置的灵敏度,有效减少断条接头及缺条、粗细条现象发生,使熟条长短片段不匀率得到有效控制。熟条重量不匀率控制在0.15%以内,条干CV达到1.78%。
2.2.5 粗纱工序
粗纱工序的任务是为细纱提供品质优良、卷绕张力差异小、卷绕均匀且层次清晰的粗纱,同时还承担弥补细纱牵伸能力不足的功能。为了纺好高质量的针织用纱,淘汰了传统粗纱机,采用了目前国内最新一代智能化悬锭式粗纱机。该机采用了多电机驱动控制粗纱机的关键部件,如罗拉、锭子、锭翼等,可协调同步运动,基本上实现了恒张力纺纱,使粗纱卷绕时的大、中、小纱及前、后排粗纱的纺纱张力趋于一致,彻底消除了传统粗纱机在开关车时产生的粗细节纱疵。在工艺设计中,我们针对莫代尔纤维性能特点,遵循“重加压,大隔距,大后区牵伸”的工艺原则,在保证细纱不出“硬头”的前提下,适当加大粗纱捻系数,以增加粗纱条中纤维间的抱合力,为细纱后区提供附加摩擦力界,减少意外伸长。主要工艺参数:粗纱定量2.8 g/10 m,总牵伸10倍,后区牵伸1.26倍,罗拉隔距13 mm×26 mm×36 mm,捻系数92,锭子速度700 r/min,钳口隔距5.0 mm,粗纱条干CV值控制在4.5%以内。
2.2.6 细纱工序
为了使所生产的细号色纺针织纱条干均匀度好、断裂强度高、纱条光滑毛羽少,我们采用赛络集聚纺技术。采用该技术不但使纱线具有独特的朦胧立体感,同时使制成的针织物表面平整丰满。经检测,所生产的11.8 tex色纺纱主要质量指标:2 mm毛羽数170根/10 m,断 裂强度15.1 cN/tex,条干CV值11.9%,细节0个/km,粗节12个/km。在细纱工艺设计中,采取适当降低锭速与前罗拉速度,并采用“两大两小”新工艺设计,即小后区牵伸、大后区隔距、小握持钳口和大前胶辊直径,使纤维在牵伸过程中始终处于受控状态,确保成纱质量达到最佳状态[6]。此外,选用小直径钢领,并配套选用润滑性与耐磨性好的钢领和钢丝圈,使纺纱张力均匀,减少管纱毛羽。
2.2.7 络筒工序
我们根据细号色纺纱的质量要求,在络筒工序采取3项技术措施:一是为控制好络筒毛羽增长率,适当降低络纱速度,一般在800 m/min以内,并采用纱线上蜡装置,以贴伏毛羽,提高纱线光洁度,上蜡装置采用两个上蜡箱,使每根纱线通过两次上蜡,防止因纱线上蜡不匀影响纱线使用效果;二是科学设定电子清纱器的各项工艺参数,既要切除纱线上残留的有害纱疵,又要兼顾设备生产效率,如避免切除纱疵次数过多造成接头次数增加,因接头处纱线强力较低,粗度也会增加,对后加工生产及织物表面风格均有一定影响。主要清纱工艺参数:棉结4.0,短粗1.6 cm×1.4 cm,长粗1.2 cm×12 cm,长细18%×12 cm[7];三是运用好空气捻接器,要求捻接处纱线粗度不能超过原纱的1.2倍,结头强度要控制在原纱强力80%以上,以确保纱线在针织大圆机上使用时断头少、生产效率高。
通过实施上述一系列技术措施,使用细特莫代尔纤维生产的11.8 tex有色赛络集聚纺针织纱的各项质量指标均符合设计要求。国家纺织产品质量监督检验中心(浙江)检测的各项质量指标如下。
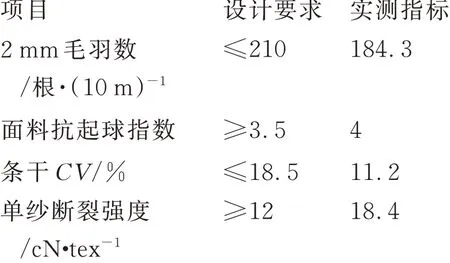
用该纱线制成的面料与服饰绚丽多彩,朦胧立体感强,并呈现无规律不匀状,风格迵然不同,适应当前衣着追求色彩多元化、时尚化和个性化以及环保健康的消费潮流。
3 结语
用细特莫代尔纤维开发的11.8 tex色纺针织纱,由于所用原料细度细,纺纱号数也小,故具有一定的生产难度。我们在研发生产过程中优选了原料及其混纺比,根据细特莫代尔纤维的性能特点,在各工序采取了相应的工艺和管控措施。采用了清梳联,既缩短了纺纱流程,又克服了传统清梳工艺的不合理性;采用了带自调匀整装置的并条机及智能化多电机驱动的悬锭式粗纱机,使生产的半制品质量能满足细纱机生产高质量纱线的要求;在细纱工序采用赛络集聚纺技术,有效地改善了成纱条干均匀度,提高了成纱断裂强度与减少了成纱毛羽;在络筒工序,通过科学设定清纱工艺参数与采用上蜡等措施,使纱线毛羽增长得到有效控制,显著提高了后道加工性能。用该纱制成的针织品得到用户的较高评价,认为该纱线具有舒适性、时尚性特点。
猜你喜欢
毛纺科技(2022年11期)2022-12-05 07:59:38
纺织科学与工程学报(2021年2期)2021-06-07 05:39:00
东坡赤壁诗词(2020年5期)2020-11-06 07:33:43
机械工程与自动化(2020年1期)2020-03-22 03:30:14
棉纺织技术(2019年12期)2019-12-11 05:35:10
棉纺织技术(2019年10期)2019-10-22 10:55:40
纺织科学研究(2017年4期)2017-05-17 04:00:03
纺织科学与工程学报(2016年1期)2016-05-10 08:47:36
现代纺织技术(2015年1期)2015-06-15 18:19:02
丝绸(2015年11期)2015-02-28 14:56:48
