钢包底吹氩气监控系统的优化与设计
2020-11-13 03:31:00闫兆阳郭林威姚震宇
自动化仪表 2020年10期
田 海,闫兆阳,郭林威,姚震宇
(内蒙古科技大学信息学院,内蒙古 包头 014010)
0 引言
钢包底吹氩气控制系统的控制对象是钢包内钢水的搅拌能。在常温常压条件下,控制底吹氩气的流量可以有效控制钢水的搅拌能,保证在钢水不发生卷渣的情况下尽可能增大氩气流量。为实现这一控制目标,现场操作人员需要时刻观察钢水液面的搅动状态(即钢水裸露面积),及时调整氩气流量,防止钢水外溢、卷渣以及二次氧化问题的发生。同时,钢包底吹过程涉及气体与钢液的湍流、合金添加剂的融化和钢渣的化学反应等,存在被控对象的非线性、数学模型的不确定性及现场环境恶劣等因素,常规的控制策略难以实现纯净钢水冶炼的精确控制[1-2]。
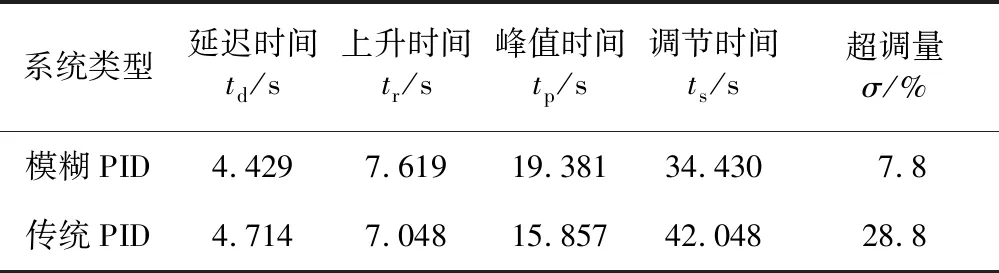
针对此问题,根据钢水裸露面积的变化控制氩气流量,对模糊自适应比例积分微分(proportion integration differentiation,PID)与传统PID进行仿真比较,得出一组超调量、调节时间、上升时间等性能指标数据,发现模糊自适应PID控制效果优于传统PID。
1 钢水裸露面检测原理
深真空处理后的钢水混杂大量夹杂物,会对钢水质量造成严重影响。为此,对钢水进行镇静处理。在此过程中,吹氩气可以有效促进钢水内夹杂物上浮。因此,氩气流量大小的控制已成为去除钢水内杂质效果好坏的关键:过大流量的氩气容易造成钢水二次污染;过小流量的氩气达不到预期除杂效果。此外,由于钢水上钢渣厚度无法检测,不同厚度会形成不同卷渣临界点,为合理设定氩气流量值带来很大难度[3-5]。为此,采取对钢水裸露面进行检测的方法,将钢水表面裸露状态反馈至控制器中参与运算,实现钢包底吹氩气系统的自动控制。
在钢包上方架设工业相机,通过LabVIEW每间隔40 ms采集一次钢水表面图像。通过钢水表面裸露部分和钢渣覆盖区域亮度不同,对相近亮度的像素点进行亮度的识别,以分辨出裸露面和钢渣的覆盖区域[6]。在图像中划分感兴趣的区域,就可以得到裸露面所占兴趣区域的百分比,并对其进行数据收集。统计分析后,拟合得到的底吹氩气流量和裸露面所占百分比关系如图1所示。

图1 底吹氩气流量与裸露面所占百分比关系图Fig.1 Bottom-blown argon flow and percentage of exposed surface
2 钢水裸露面图像处理过程
2.1 灰度处理
图像灰度变换是以点对点映射的方式,将原图像的像素灰度值变换为新灰度值。设输入图像为SrcA(x,y)、输出图像为DDst(x,y),则图像灰度变换可表示为[7]:
DDst(x,y)=GGST[SrcA(x,y)]
(1)
显然,新灰度值仅由原像素灰度值和灰度变换函数(gray-scale transformation,GST)决定,并不会改变像素点之间的空间关系。灰度变换主要用于图像增强,可以调整图像的亮度和对比度,对图像中的高灰度级或低灰度级进行压缩或拓展。在NI LabVIEW Vision Assistant平台上,调用Color Plane Extraction函数模块,选择亮度灰度化算法对图像进行灰度处理[8]。
2.2 改进的中值滤波
中值滤波将图像中某点像素灰度值用窗口邻域像素内灰度中值替代,使目标像素点灰度值更加接近真实值,消除孤立噪声干扰。因为被噪声污染的像素点灰度值远大于或远小于四周像素点灰度值,若所有像素点都采用中值替换的方法处理,会在造成滤除噪声的同时改变真正的信号点,使图像模糊,失去原始细节[9]。
基于传统中值滤波的局限性,提出一种改进中值滤波算法:当灰度值是其窗口邻域中像素点的最大或最小值,该像素点灰度值由邻域内所有像素点灰度中值代替;反之,则不进行处理。
在LabVIEW中,将去除噪声程序添加到Matlab Script节点。对同一张被椒盐噪声污染的图片进行滤波处理,改进中值滤波算法效果对比如图2所示。

图2 改进中值滤波算法效果对比图Fig.2 Improved median filtering algorithm effect comparison chart
由图2可知,改进后的中值滤波算法比传统的中值滤波算法对噪声的认定更加准确。其只对噪声进行处理,图像边缘信息和细节得到很好的保留。
2.3 图像二值化
图像二值化主要通过灰度阈值T变换,进行图像分割和边缘跟踪等计算,将图像的数据分成大于T和小于T的两个像素群,并分别用图像数据类型的最大值和最小值表示,如8位灰度图像用0和255表示。
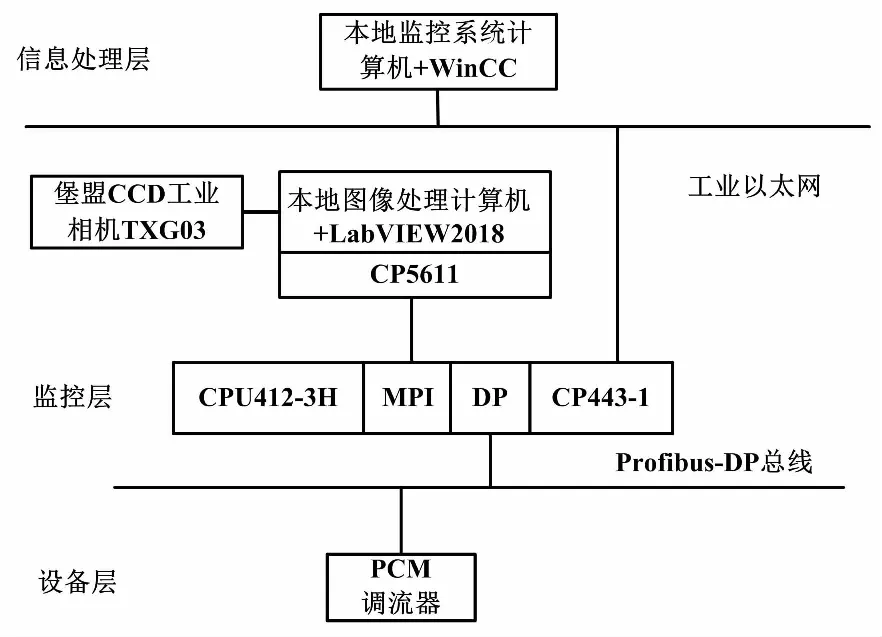
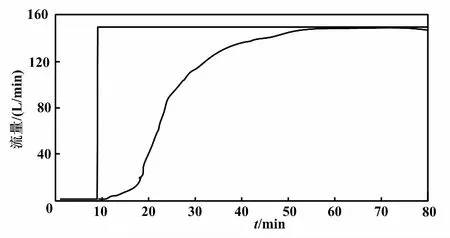
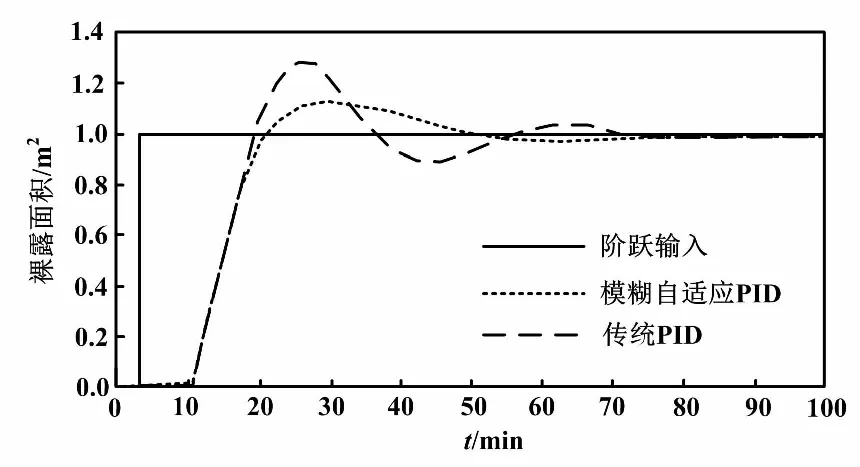
双固定阈值法主要用于突出目标消除背景。预先设置两个阈值T1 通过分析图像的灰度值,发现灰度值大多集中在10到227的区间范围内。在NI LabVIEW Vision Assistant中,调用IMAQ Threshold函数模块,将Lower Limit赋值为10,Upper Limit赋值为227,在灰度区域[10,227]内原像素被赋值为1,灰度区域之外被赋值为0。 在工业现场中,钢包、工业相机的安装位置和钢水出现在图像中的位置是相对固定的。钢水裸露面近似圆形或椭圆形。在此,采用椭圆形框选出进行单独分析。为减少人为设定造成的误差,兴趣区域位置的选取通过程序设定,每个像素点灰度值为0或1。如果区域内灰度平均值增加,则兴趣区内的钢水裸露面积增大;反之,钢水裸露面积减小。 通过IMAQ Measure函数模块测量兴趣区域,得到划分兴趣区域灰度平均值,代表此时裸露面面积。将其输送到可编程逻辑控制器(programmable logic controller,PLC)中,即可求得所占兴趣区域百分比。 模糊控制具有对过程参数改变不灵敏、参数变化适应性强、非线性、工作点控制稳定、鲁棒性强的特点[11]。因此,模糊控制可以更好地解决在精炼炉吹氩过程中,被控对象非线性,数学模型参数不确定性和系统工作点剧烈变化等问题。 钢包底吹氩气控制系统被控对象是钢水裸露面积,通过图1钢水裸露面百分比与吹氩流量的非线性关系,来调整吹氩流量的大小。氩气流量控制网络框图如图3所示。 图3 氩气流量控制网络框图Fig.3 Block diagram of argon flow control network 钢包底吹氩气控制网络结构系统大致分为信息处理层、监控层、设备层。控制网络拓扑结构如图4所示。 图4 控制网络拓扑结构图Fig.4 Topology structure of control network 监控层负责对设备层信息采集和控制、对图像信息的处理以及对控制系统功能设定、报警等。以西门子S7-400作为控制主站,使用Profibus-DP协议总线完成各DP从站数据的实时采集和控制。 脉冲编码调制(pulse code modulation,PCM)对输入的模拟信号进行采集、量化和编码,用二进制进行编码的数代表模拟信号的幅度。PCM调流器根据输入的脉冲编码调制信号,组合不同数量的两位两通开关电磁阀,实现不同流通面积的组合,调节气体流量。 信息处理层是通过配置以太网通信处理器CP443-1,将CPU412-3H主站内的监控数据有选择性地集成到企业局域网中,使管理层能够实时进行远程的监控、调度和管理任务。 应用PCM脉冲控制管路流量压力,在阀座上安装节流孔、电磁通气孔和节流元件。将节流元件调节成不同通流面积,当与之相对应的电磁阀导通后,整个阀组的通流面积为各个阀通流面积的组合,再由PLC以单个字节对这些阀进行控制。 按照节流元件流量计算公式,在管路中,节流元件前后压差和管路中的流量之间有以下关系[12]: (2) 式中:α为流量系数;ε为流束膨胀系数;S为节流元件的流通面积;p1、p2分别为节流元件上游的压力、下游的压力;ρ为标况下的气体密度。 根据现场氩气流量变化趋势,发现氩气流量变化呈滞后一阶惯性环节变化特点。为确定系统的模型结构,对系统进行如下分析: (3) 式中:qNV1(s) 为输入流量;qNV2(s)为输出流量;T为时间常数。 因为氩气管道较长,同时存在其他的压缩特性,所以必须要考虑系统的滞后。系统的数学模型为: (4) 式中:G1(S)为一阶惯性传函;τ为滞后时间。 在设定模型结构的基础上,通过数据确定被控对象模型的参数,并记录氩气流量变化趋势。系统输入一个150 L/min的阶跃信号,记录其输出随时间变化的数据。底吹氩气控制系统响应曲线如图5所示。 图5 底吹氩气控制系统响应曲线Fig.5 Response curves of bottom-blown argon control system 滞后一阶惯性环节的时域阶跃响应表达式为: (5) 选取两个时间点t1、t2,t1 (6) 为较为准确地求出T和τ,选取以下8个点,即(22,47.7)(26,73.28)(34,102.15)(38,110.40)(50,127.65)(54,131.55)(62,137.40)(65,139.40),将其分组代入式(6)中求得四组值,最后分别对和求平均值即可得到参数值T=19.3、τ=7.5。被控对象的数学模型为: (7) 为验证提出的模糊自适应PID控制器控制的可行性,在MATLAB中进行如下仿真试验;输入幅值为1的阶跃信号;采样时间为100 s;输入变量为钢水裸露面积与实际裸露面积的差值e,其论域范围为[-3 3];误差变化率ec的论域为[-3 3];PID参数取值Kp=2.3、Ki=0.1、Kd=0.7,其模糊论域均取作[-3 3];取7个模糊子集为{NB NM NS ZO PS PM PB};取三角形隶属度函数;输出变量清晰化采用重心法。仿真所得阶跃响应曲线如图6所示。 图6 阶跃响应曲线Fig.6 Step response curves 系统动态性能指标如表1所示。 表1 系统动态性能指标Tab.1 System dynamic performance indicators 从表1可以看出,模糊自适应PID与传统PID,系统的响应速度相当,但前者7.8%的超调量远小于后者28.8%的超调量。当稳态误差取±4%时,模糊自适应PID调节时间为34.430 s,小于传统PID调节时间42.048 s。综上所述,可以说明模糊自适应PID在钢包底吹氩气系统中,比传统PID误差小21%,鲁棒性更强、系统更稳定。 通过检测钢水表面裸露面积大小变化情况自动调整氩气流量设定值的方式,使氩气能够稳定、快速、准确地跟踪氩气流量设定值的变化,减少因氩气流量设定过大造成钢水内部卷渣现象发生的次数,提高钢包吹氩设备的自动化水平、缩短精炼时间,为实际吹氩制度提供依据。在系统控制策略上,构建模糊自适应PID控制器,解决由于不同炉次之间钢水温度、高度、透气砖透气性能等对模型参数影响较大的问题,免除传统PID控制器因参数固定而不能达到系统要求的弊病。2.4 吹氩孔兴趣区域选取
3 控制策略及控制网络架构
3.1 控制策略

3.2 控制网络架构
4 数学模型的建立及仿真结果
4.1 数学模型
4.2 仿真结果
5 结论
猜你喜欢
核科学与工程(2021年4期)2022-01-12 06:29:20绥化学院学报(2020年12期)2020-12-11 03:45:22山东冶金(2019年2期)2019-05-11 09:12:16铸造设备与工艺(2016年5期)2016-11-26 06:24:30当代工人(2016年11期)2016-07-19 23:25:52大型铸锻件(2015年1期)2016-01-12 06:33:17安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:33安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:32中南大学学报(自然科学版)(2014年7期)2014-04-01 00:58:32低温与特气(2014年4期)2014-03-30 02:09:09