
6005A地铁铝型材皮质层对组织及性能的影响
2020-11-12 05:33:34曹振华李鹏伟
铝加工 2020年5期
王 宇,石 娇,刘 欢,曹振华,李鹏伟
(辽宁忠旺集团有限公司,辽阳111003)
0 前言
随着现代交通工具的快速发展,对材料性能的要求越来越高。铝合金制品因其质轻、耐腐蚀性好、拉伸性能高等特点,可实现其型材的大型宽体化[1]。为此铝合金在高速列车车体中的应用已成为当今世界各国研究的热点[2]。6005A 铝合金具有中等强度、可焊性和耐腐蚀性优良的特点[3-4],特别是其优良的挤压性能,使其作为车辆用大截面薄壁中空挤压型材得到了广泛的认同和应用[5-7]。铝合金挤压时制品上会出现许多表面缺陷,如热裂纹、缩尾、粗晶环等,它们会造成废次品故需切除掉。粗晶环会影响制件的力学性能和表面质量,严重降低合金的可切削性[8]。有些铝合金的挤压制品在固溶处理后的低倍试样上,沿制品周边形成粗大再结晶晶粒组织区,称为粗晶环[9]。由于制品外形和加工方式不同,可形成环状、弧状及其他形式的粗晶环。粗晶环的深度从尾端向前端逐渐减小以至完全消失[10]。
粗晶环的形成机理是:由热挤压在制品表层形成的亚晶区通过加热固溶处理后形成粗大的再结晶晶粒组织区;这些粗大的再结晶晶粒组织区若出现在挤压棒材上一般被称为粗晶环,若出现在挤压空心型材上一般被称为皮质层。本文通过试验,对比分析了型材皮质层缺陷的金相组织、力学性能、断口形貌及疲劳性能,为此类产品的质量检测和工艺研发提供实验数据和技术指导。
1 试验材料与方法
本试验选用的是规格为φ446 mm×1 390 mm的6005A 铝合金铸锭,其成分见表1。试验选用型材米重20.741 kg/m,其断面如图1 所示。通过75 MN挤压机对6005A-T6试样进行挤压生产,挤压工艺见表2。生产工艺流程为铸锭加热→挤压→淬火→拉伸矫直→成品锯切→人工时效→验收→交货。

表1 6005A 合金化学成分(质量分数/%)
本试验分别通过力学性能、金相检测、断口形貌观察对皮质层缺陷进行分析。
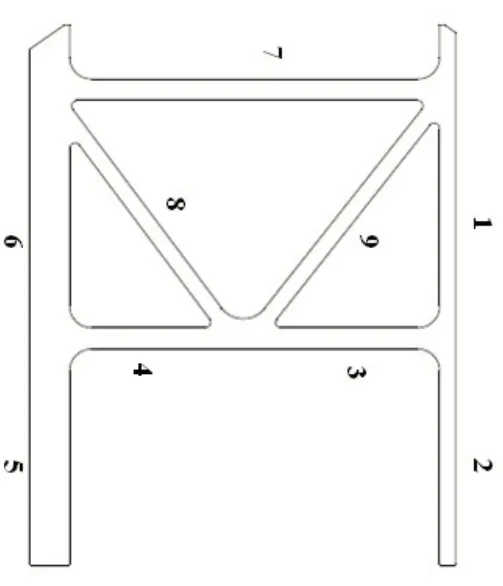
图1 型材低倍断面图

表2 挤压工艺参数
2 试验结果及分析
2.1 力学性能分析
在同批次6005A-T6 合金有皮质层缺陷区域和无缺陷同区域内选取试样,并分别编号为1#、2#、3#。1#为无缺陷试样,2#为1/2 皮质层厚度试样,3#为全截面皮质层厚度试样。使用日本岛津AG-X100KN 型电子万能试验机对试样进行力学性能检测,试验结果如表3 所示。通过表3 可以看出,1#试样的屈服强度和抗拉强度均高于标准要求的强度值,并且断后伸长率大于标准数值,符合客户要求。2#、3#试样的屈服强度和抗拉强度及断后伸长率均低于标准数值。3#试样的屈服强度和抗拉强度约为1#试样的60%。由此可见,全截面皮质层缺陷试样的屈服强度和抗拉强度均约为无皮质层缺陷试样屈服强度的60%,而其断后伸长率低于标准值,仅为无皮质层的一半,属于不合格品。由此可见皮质层的出现严重降低了力学性能,在生产过程中应予以控制。

表3 力学性能试验对比
2.2 宏观低倍组织分析
分别对有皮质层缺陷试样和无皮质层缺陷试样进行金相低倍组织检验,检测结果如图2所示。试样编号为1#、2#、3#。客户协议具体标准要求见表4,对腐蚀后的型材进行检验。
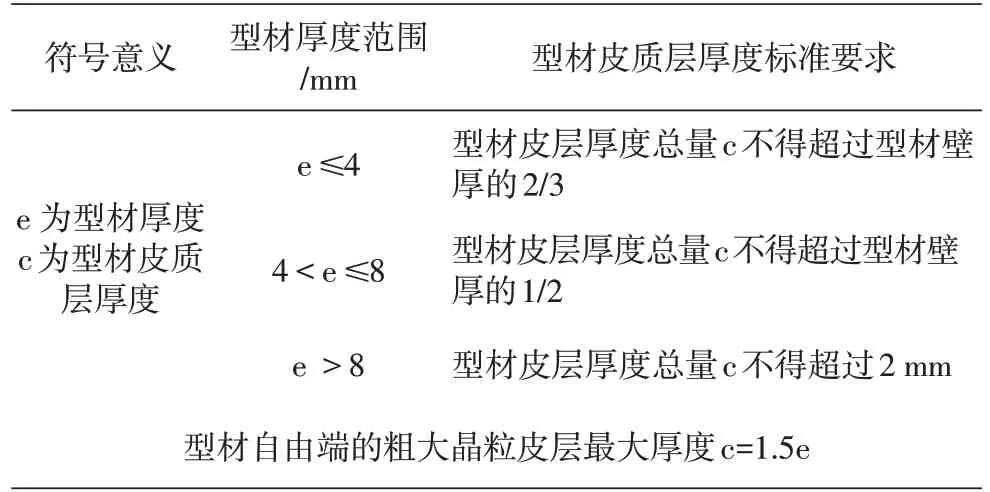
表4 型材低倍组织试样上的粗晶环要求
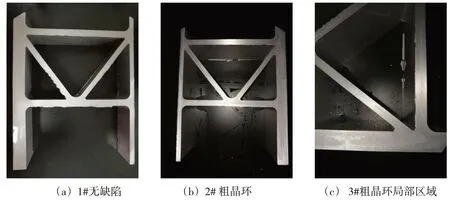
图2 经腐蚀后的型材截面图
一般而言,这种缺陷出现在挤压棒材时称为粗晶环,出现在挤压型材时称为型材粗大晶粒皮层即皮质层。对于此类缺陷首先定性分析其类别,然后根据标准要求进行定量分析以判定是否超出标准值。本试验定性1#为无粗大晶粒皮层且无其他缺陷,2#、3#为有粗大晶粒皮层缺陷。具体定量分析根据表4 要求,确定当型材厚度4<e≤8 mm(e 为型材厚度)时,若型材粗大晶粒皮层厚度总量超过型材壁厚的一半,属于不合格制品。该缺陷的存在虽然没破坏组织的连续性,但经腐蚀后粗大晶粒清晰地显现在试样表面和横截面。粗晶环深度从尾端向头端逐渐减小以至完全消失。
2.3 皮质层断口分析
采用铝型材压力试验机对腐蚀后的试样进行皮质层集中区域压断试验。该试验断口取样位置为皮质层集中区域,皮质层缺陷断口表面宏观形态如图3所示,并与无缺陷的试样断口进行对比。如图所示,1#断口组织晶粒细小均匀;2#断口组织一半组织晶粒细小均匀,一半晶粒粗大且有分层现象;3#断口组织晶粒粗大均匀,组织不致密。可以看出,有皮质层缺陷试样断口处为小晶粒聚集在一块,组织不致密,有的地方无金属组织填充,断口呈无韧性分层锯齿状,其塑性强度很低。无皮质层缺陷试样的断口呈纤维状,断裂方式为韧性断裂。
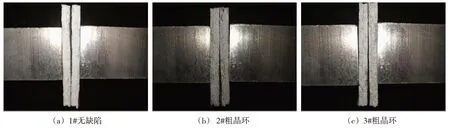
图3 皮质层断口表面宏观形态
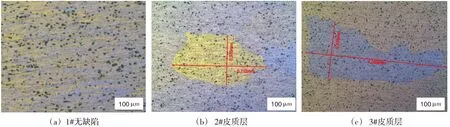
图4 高倍组织晶粒度
2.4 显微组织分析
对1#、2#、3#试样进行磨抛,使用蔡司AX10型光学显微镜(OM)对挤压型材样品进行光学显微组织观察,在偏光下进行皮质层(晶粒度)检测,结果如图4 所示。根据图4 检测的晶粒尺寸大小,结合计算法得出,1#试样和宏观金相断口检验结果一致,组织晶粒细小均匀,2#试样单个粗大晶粒面积为0.370×0.712=0.263 mm2,3#试样单个粗大晶粒面积为0.435×1.059=0.461 mm2。晶粒的大小主要取决于单位时间内晶核生成的数目及晶粒长大的速度。3#试样晶粒面积大于2#晶粒面积,晶粒越粗大,枝晶网络越稀薄。
2.5 疲劳测试分析
首先把机械加工好的1#、2#、3#试样用400#的砂纸磨掉工作部分的棱角,使其变得光滑,目的是为了减少残余应力对试验结果的影响。然后采用电磁共振疲劳试验机(Zwick vibrophore 100)进行试验。试验结束后,在规定试验应力条件下,如果试验循环次数达到大于或等于1×107的要求而未发生断裂为合格,否则为不合格。试验结果的判定如表5所示。
从表5可以看出皮质层对型材疲劳性能有明显影响,它可使疲劳性能显著下降或使疲劳性能不合格。

表5 疲劳测试检验数据
3 结论
粗晶环产生的原因主要有挤压变形不均匀、热处理温度过高及保温时间过长、合金化学成分不合理等。对6005A-T6 型材试样进行检验分析后,得出以下结论:
(1)有皮质层缺陷的试样的屈服强度和抗拉强度均约为无皮质层缺陷试样的60%,断后伸长率为无皮质层缺陷试样的50%。由此可见皮质层的出现严重降低了力学性能,在生产过程中应予以控制。
(2)粗晶环又叫粗大晶粒皮层,该缺陷存在时虽然没破坏组织的连续性,但经腐蚀后粗大晶粒清晰地显现在试样表面和横截面。粗晶环深度从尾端向头端逐渐减小以至完全消失。
(3)有皮质层缺陷试样断口处为小晶粒聚集在一块,组织不致密,有的地方无金属组织填充,断口呈无韧性分层锯齿状,其塑性强度很低。无皮质层缺陷的试样断口呈纤维状,断裂方式为韧性断裂。晶粒的大小主要取决于单位时间内晶核生成的数目及晶粒长大的速度。晶粒越粗大,枝晶网络越稀薄。
(4)皮质层对型材疲劳性能有明显影响,能使疲劳性能显著下降或使疲劳性能不合格。
通过以上分析,我们可以采取以下有效措施避免皮质层缺陷:保持挤压筒内壁光洁,形成完整的铝套;减少挤压时的磨擦力;变形尽可能均匀(控制温度、速度等);避免淬火温度过高;采用多孔模和反挤压法及静挤压法进行挤压;用淬火-拉拔-时效法组织生产;调整合金成分,增加再结晶抑制元素;采用较高的温度挤压。
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22 10:08:16
有色金属加工(2022年4期)2022-08-11 07:38:50
宁夏电力(2022年1期)2022-04-29 03:49:18
贵金属(2021年1期)2021-07-26 00:39:14
上海建材(2021年5期)2021-02-12 03:19:12
有色金属加工(2019年6期)2019-12-11 06:56:38
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
山东工业技术(2016年15期)2016-12-01 05:31:44
焊接(2016年9期)2016-02-27 13:05:21
上海金属(2015年1期)2015-11-28 06:01:07
