IGBT直流斩波调速在矿山架线式电机车中的应用
2020-11-05 10:56郭振
机械工程与自动化 2020年5期
郭 振
(西山煤电 西曲矿,山西 古交 030200)
0 引言
在煤矿、金属及非金属等矿山企业,架线式电机车是平巷运输原料或设备的关键机械。美国等西方采煤大国已经研制出了无人驾驶电机车和双驾驶室正向驾驶电机车。我国虽然也已经研制出了大吨位、免维护、节能型架线式电机车,但是在实际应用中,各种型号或技术方案的电机车性能参差不齐,而在一些小型矿产企业,仍使用电阻调速或可控硅调速的电机车,因此,分析传统调速方案的原理与特点,并在此基础上对原有技术方案进行升级改造,对提高矿产企业的经济效益、提高相关工作人员作业环境的安全性具有十分重要的意义。
1 架线电机车传统调速方案
1.1 凸轮控制器电阻调速
直流电动机调速有3种方法:①降低电枢电压调速,采用这种调速方法的前提是电枢回路具备可调直流电源,且电枢回路和励磁回路的电阻不能太大;②弱磁调速,属于恒功率调速,为避免直流电机磁路过饱和,都采用弱磁升速,转速升高后应当降低转矩,否则电机的转子绕组将在离心力的作用下产生损伤;③电枢电路串电阻调速,电机的机械特性较软,在电机低速运行时,电阻上消耗的电能多,导致效率变低,调速范围与负载大小正相关,即重载时调速范围广,轻载时调速范围窄。
在20世纪80年代之前,架线式电机车的牵引直流电机普遍采用直流串励机。受当时技术手段的限制,电枢回路串电阻调速得到了广泛应用。图1为某公司生产的KT14型凸轮控制器接线图。通过凸轮控制器控制接入电枢电阻的大小来改变电机的转速,进而控制架线式电机车的运动。
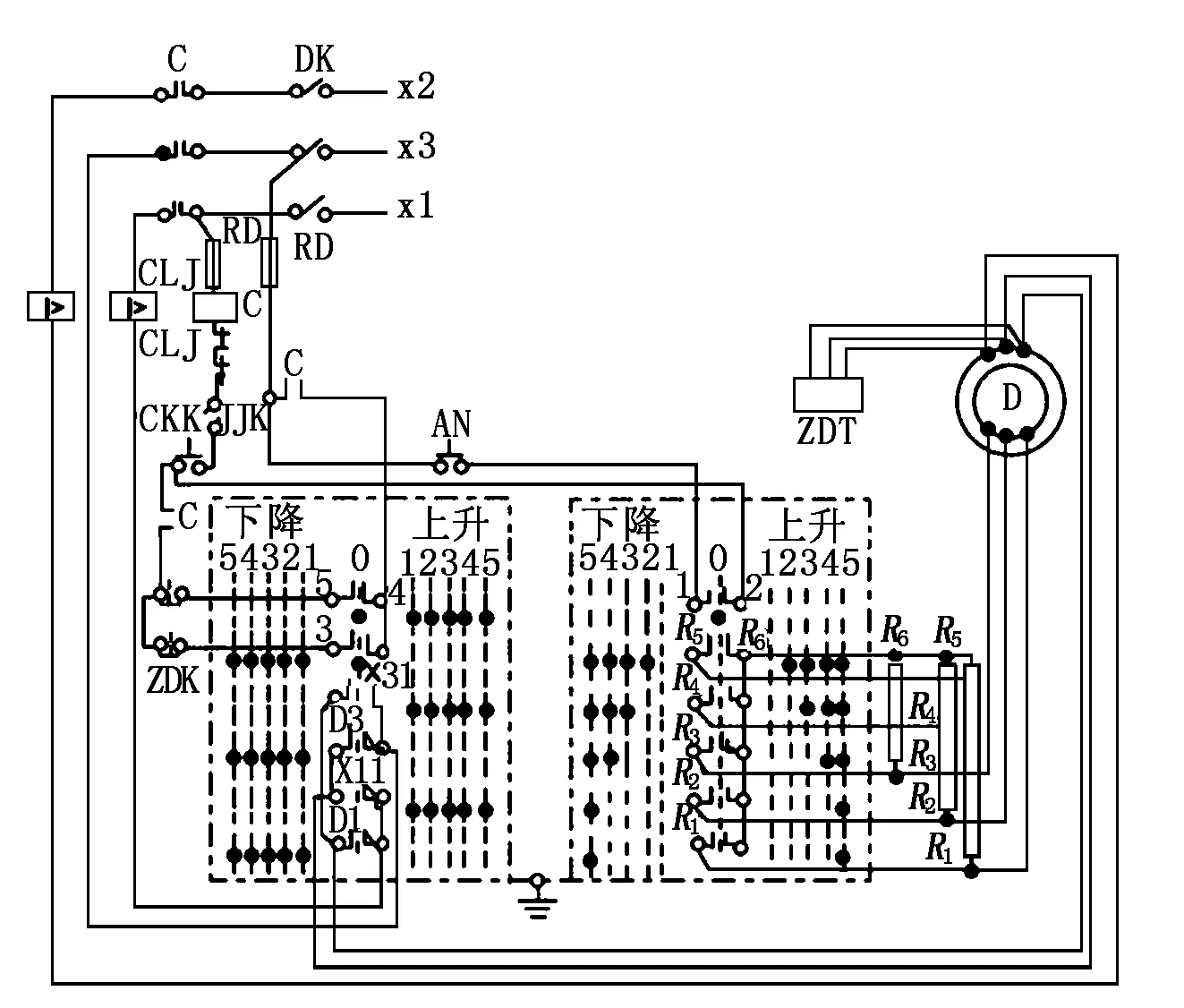
图1 KT14型凸轮控制器接线图
凸轮控制器电阻调速存在以下缺点:①电机启动时,由于电枢回路中电阻较大,因此起动电阻损耗较大;②电机启动力矩小,保护功能不够完善,司控器内容易产生火花而引发事故;③电枢回路中串接电阻会造成电能损耗,不能满足企业节能减排、绿色发展的要求。基于以上原因,国务院、工业和信息化部、国家安全监管总局、国家煤矿安监局先后发布了相关公告与规定,淘汰采用电阻调速方案的架线式电机车,采用改进技术方案的直流斩波调速机车或使用变频调速的交流电机车。
1.2 可控硅调频脉冲调速
20世纪80年代以后,随着可控硅器件技术的逐步成熟,我国高校和企业通过研发生产合作,研制出了数款可控硅脉冲调速装置。调频脉冲调速的原理是:通过可控硅的开通和关断,将电机的端电压进行“斩波”,得到方波脉冲电压,方波脉冲电压的平均值大小与可控硅的工作频率有关,因此通过控制可控硅的工作频率,就可以在电机的两端得到大小不同的平均电压,进而控制电机的转速。图2为可控硅调频脉冲调速主电路图。图2中,L0为滤波限流电感,防止电源对储能电容C0的充电电流过大;D1为隔离二极管,防止电源因某种原因低电压时使得充电电容C0放电;L1和C1组成振荡电路,当换流电容C1因振荡过充时,可控硅SCR反偏关断,然后C1向电机放电;D2为续流二极管,其作用是保证电流连续。
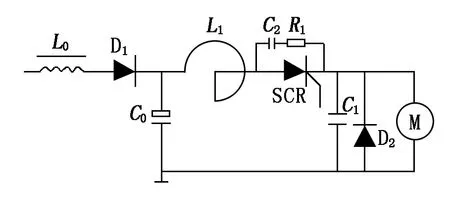
图2 可控硅调频脉冲调速主电路图
可控硅调频脉冲调速不但在调速性能上优于凸轮控制器的电阻调速,更能改善直流电机的能耗,企业生产数据显示,可控硅调频脉冲调速比电阻式调速节约电费约四分之一。尽管如此,由于井下环境恶劣,导致可控硅调频脉冲调速整机可靠性不高,煤矿企业并没有长期使用。
2 IGBT直流斩波调速方案
20世纪90年代初,煤矿企业开始使用IGBT直流斩波调速技术对架线式电机车进行改造,经过十几年的发展,很多企业已经推广使用了这种调速技术。
以某煤矿为例,技术改造决定采用IGBT直流斩波调速方案拖动型号为TCKY-250的架线式电机车,替代原有电阻调速方案,其原理图如图3所示。

图3 IGBT直流斩波调速方案原理示意图
除被牵引电机以外,该调速系统分为直流滤波电路、IGBT主控斩波电路、保护电路、PWM脉宽调制电路和手动控制电路5个部分。改造工作分为装置安装、接线、调试、试运行4个步骤。IGBT直流斩波调速系统各主要部件安装位置如图4所示,改造时,用IGBT主控斩波器主机箱和制动电阻箱替代原控制室内的凸轮控制器电阻箱,直流滤波器和司控器安装于驾驶室内。安装完毕后,按照改造电路接线图进行接线,接线时应特别注意直流正负极是否正确,接地线是否可靠牢固。待以上工作完成后进入整机调试,调试前应注意将车轮处于悬空位置,以免前后车轮转向不同而损坏设备。调试时通过调整给定器的输出电压,进而控制IGBT的导通角和机车的速度。悬空调试完毕后,可逐步进行落地空载调试、带载调试和双机位调试。
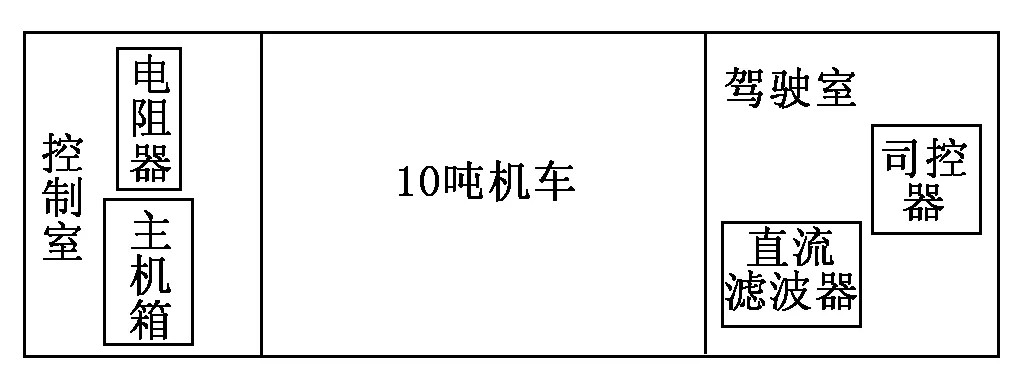
图4 IGBT直流斩波调速系统各主要部件安装位置图
IGBT具有能够承受高电压、开通关断速度快、损耗低的特点。集成的IGBT模块具备强大的保护功能,一般包括栅极驱动、过流过压保护、短路保护和温度保护等,当负载电机出现故障,器件的外部电路能够检测出异常电信号(例如短路信号),在紧急情况下,保护电路能够在很短时间内使触发信号闭锁,使得IGBT处于关闭状态,同时发出警告,因此IGBT的可靠性较可控硅高很多。
IGBT斩波调速装置具有以下特点:①对电源的要求较低,调速设备允许机车的直流输入电压有±25%左右的波动;②具有电制动功能,当指控手轮在“制动位”时,牵引电机转换为发电机运行,原有储存在电机转子的动能转化为电能后经制动电阻消耗,电制动设计能够有效地减少工作人员的手动制动操作,减少闸瓦片的磨损与维修;③操作简单,相比于电阻调速司机需要不停地调节档位控制车速,IGBT斩波调速装置能够实现无级调速;④电机能够大力矩平稳启动;⑤各项保护功能完善。
3 IGBT直流斩波调速改造经济与社会效益分析
将原有凸轮控制器电阻调速方案改造为IGBT直流斩波调速方案后,煤矿的经济效益得到了很大的提高:一方面节省了原调速电阻的备件消耗,每台架线式电机车每年的备件消耗约为数千元,全煤矿所有电机车的备件消耗为数十万元;另一方面节省了架线式电机车的电能消耗,根据实际生产数据,IGBT直流斩波调速方案的电费约为原凸轮控制器电阻调速方案的72%。
4 结论与展望
与凸轮控制器电阻调速和可控硅脉冲调速相比,IGBT直流斩波调速具有较高的经济效益与社会效益。经过技术改造,降低了企业电费成本,提高了架线式电机车司控人员作业环境的安全性。
近十几年来,随着电力电子技术的发展,变频调速(尤其是直接转矩控制)已经在矿山领域迅速推广,未来矿山架线式电机车将使用交流电机进行拖动,变频调速技术将是未来发展的主流方向。
猜你喜欢
矿山机械(2022年9期)2022-09-20
日用电器(2021年7期)2021-08-17
东坡赤壁诗词(2020年5期)2020-11-06
电子技术与软件工程(2019年17期)2019-11-30
后勤科技装备(2019年1期)2019-02-16
机械管理开发(2018年1期)2018-02-16
中国钨业(2016年2期)2016-12-01
中国新技术新产品(2016年17期)2016-09-28
电子制作(2016年19期)2016-08-24
新疆钢铁(2015年1期)2015-02-10