笔记本电脑转轴注塑模具设计*
2020-11-05 10:56李耀辉
机械工程与自动化 2020年5期
李耀辉,江 泱
(1.苏州市职业大学 机电工程学院,江苏 苏州 215104;2.苏州大智资讯配件有限公司,江苏 苏州 215200)
0 引言
注射成型是塑料制品的一种主要成型工艺和方法,是在高压状态下将塑料熔体以高速注射到闭合的模腔内,经过保压、冷却定型后得到和模具型腔形状完全一致的塑料制品[1]。笔记本电脑转轴是连接笔记本显示屏和键盘面板、使显示屏绕轴旋转一定角度并能固定(支撑)显示屏,实现连接和控制笔记本显示屏开合的连接零件。笔记本电脑转轴的结构不仅关乎到笔记本的整体外观设计和各种端口的排列分布,还与笔记本电脑的整体寿命息息相关。因为笔记本转轴结构不仅仅起一个连接作用,转轴内部还分布排列着各电子连接线源,一旦笔记本转轴结构受损,不仅影响到笔记本屏幕的开合,而且可能导致转轴内的屏幕线缆断裂,进而引发笔记本的多种故障。因此笔记本电脑转轴的结构设计和注塑成型质量对笔记本电脑的整体性能与寿命起着重要的作用。
1 笔记本电脑转轴注塑成型工艺分析
图1、图2分别为笔记本电脑转轴塑件的2D和3D结构。该塑件的整体尺寸为15.20 mm×8.79 mm×7.01 mm(长×宽×高),制品平均壁厚为0.8 mm,制品材料为PC+ABS,属于玻纤增强性材料。
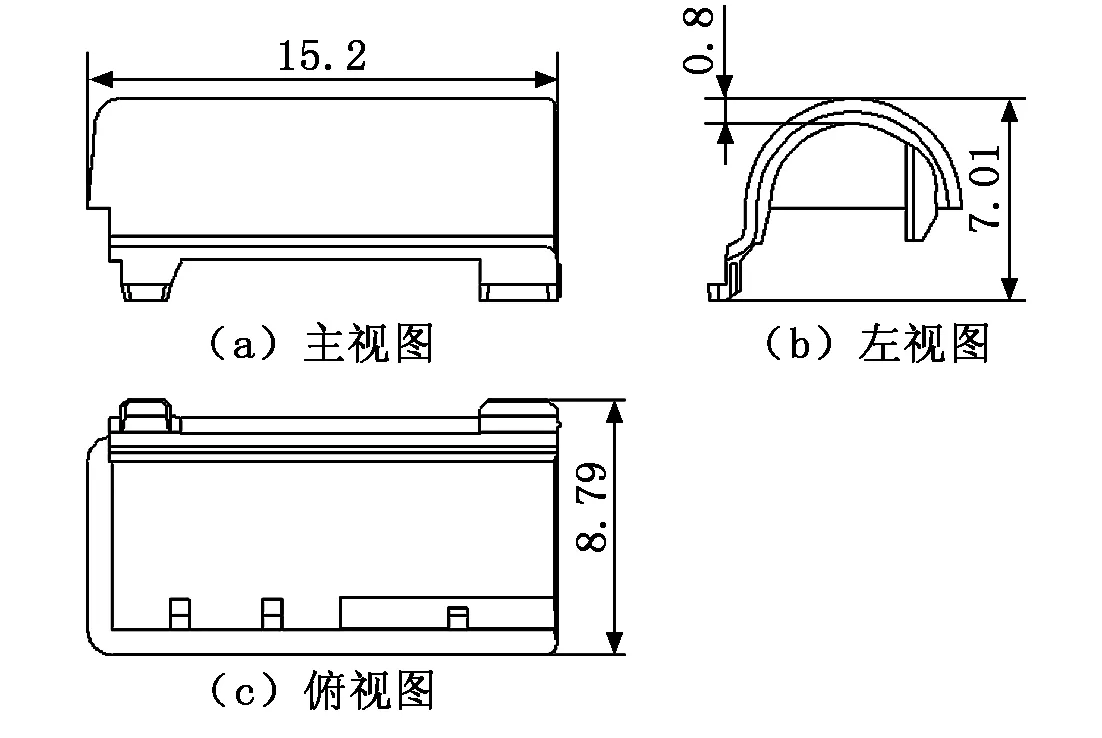
图1 笔记本电脑转轴2D结构(原始)
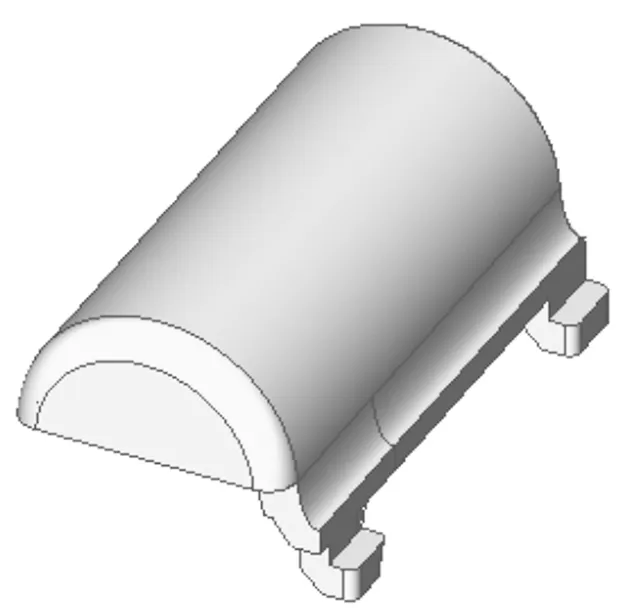
图2 笔记本电脑转轴3D模型
1.1 塑件材质
由于PC+ABS是PC和ABS混合而成,PC的含量占80%以上,因此,PC+ABS不但具有PC优良的韧性,极佳的光泽性,还具有ABS的优良加工性能。另外,PC+ABS的熔体黏度小于PC,其流动性能比PC好,易于注塑成型;PC+ABS的低翘曲、低收缩率和尺寸稳定性,使得PC+ABS原料成型的制品尺寸稳定性比较高,产品也不易变形。
1.2 塑件拔模设计
注塑成型时,为了实现制品的顺利脱模,需要对塑件进行合理的拔模设计。模型处理时,塑件一般多采用减胶方式进行拔模[2],以免影响制品的装配使用。笔记本电脑转轴的拔模处理结果如图3所示。

图3 笔记本电脑转轴的拔模处理
1.3 塑件结构改进
由图4可知,塑件的原始平均壁厚为0.8 mm,局部壁厚只有0.51 mm左右。由于塑件的壁厚不均匀,壁厚太薄的部位在注塑成型时可能会产生不光整现象,因此,将塑件整体平均壁厚增加至1.2 mm,细小的肋条(RIB)部位壁厚变更为0.6 mm,以防止凝料收缩时造成制品表面不良的现象。
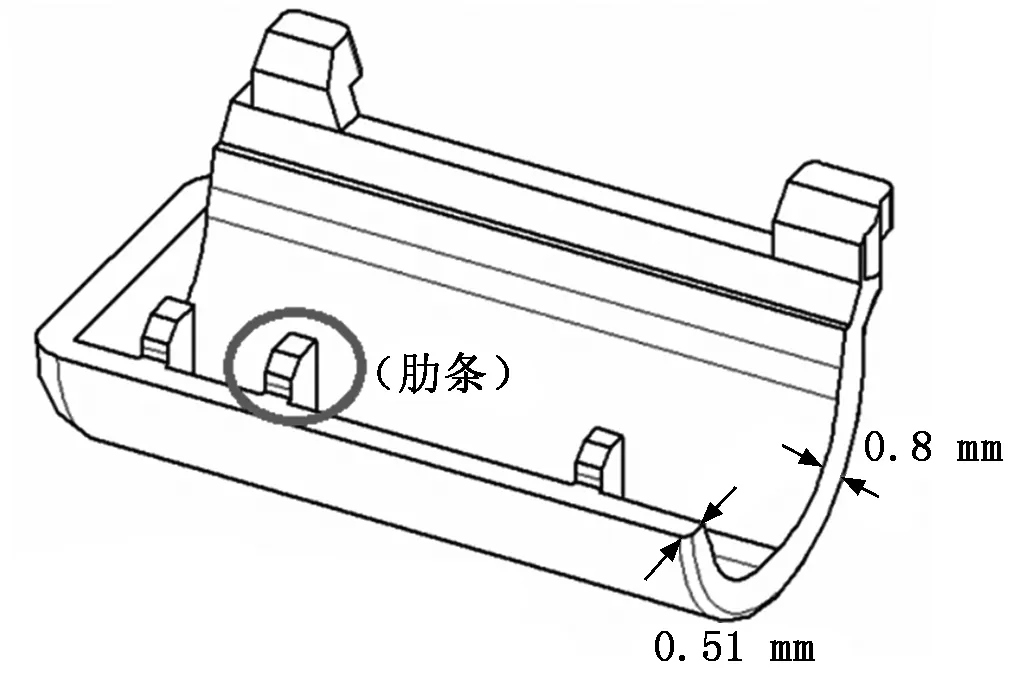
图4 笔记本电脑转轴壁厚改进
该塑件为笔记本电脑转轴,由图5可知,箭头所指部位为尖角,在笔记本电脑组装后,该尖角特征可能会造成笔记本电脑内置线的损伤,因此在箭头所指部位增加R0.3的圆角过渡。
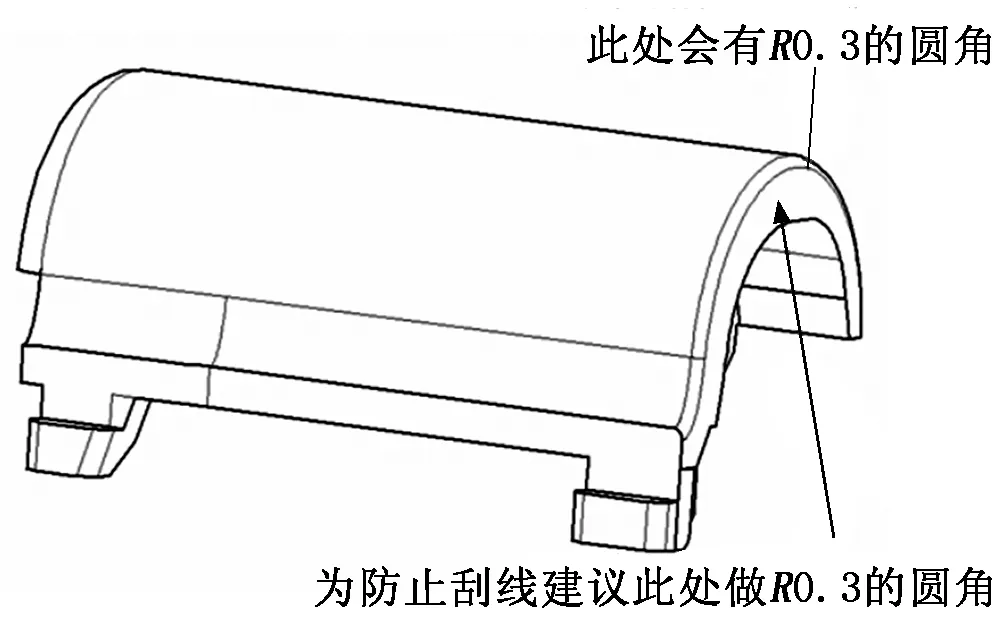
图5 笔记本电脑转轴圆角改进
2 注塑成型方案设计
2.1 型腔数目确定
模具结构采用两板模形式,由于产品整体尺寸较小且精度要求不是很高,故采用一模两穴的型腔布局方式,且为平衡式布局,以保证塑件成型质量,提高生产效率,降低塑件的整体成本[3]。该塑件没有倒扣特征,因此不需要设计侧向分型机构。
2.2 分型面设计
分型面是决定模具结构的一个重要影响因素,它与模具的整体结构、浇注系统的设计、塑件的脱模及模具的制造工艺等有关,因此分型面的选择是模具设计中的一个关键步骤。
根据分型面的设计原则,笔记本电脑转轴注塑成型时的分型线(Parting Line,即PL线)设置如图6所示。将分型线延伸即得到塑件一模两穴布局方式下的分型面结果,如图7所示。
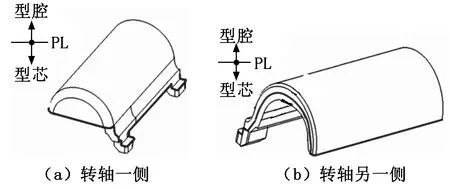
图6 分型线设置示意图
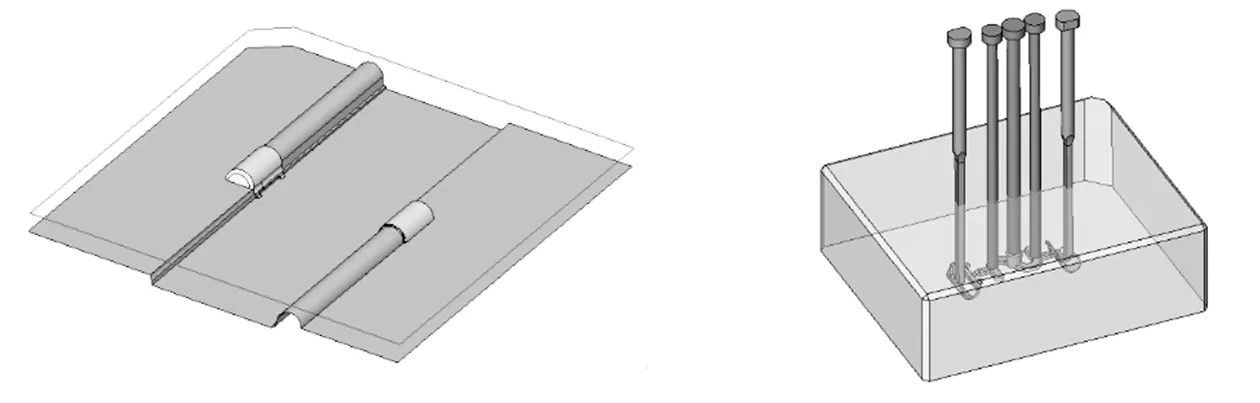
图7 型腔布局及分型面设计 图8 推杆与方销布置
3 塑件模具设计
3.1 推出机构的设计
本设计所采用的是推杆推出机构,在流道与浇口的交接部位采用推杆顶出,其结构简单,制造容易且维修方便。由于产品的整体壁厚较薄,在产品内部有较大的平缓圆滑曲面部位,因此在该部位选用配合式的方销结构,该方销既作为成型机构又作为顶出机构顶出产品。推杆和方销的排布如图8所示。
3.2 冷却水路设计
冷却系统应尽量结构简单、加工容易、成本低廉[4]。根据模具冷却系统设计原则,冷却水孔数量大于或等于3个比较可行,以便实现尽量降低入水口与出水口的温度差的原则。由于制品平均壁厚为1.2 mm,因此水孔的直径取为8 mm。冷却水路布置如图9所示。
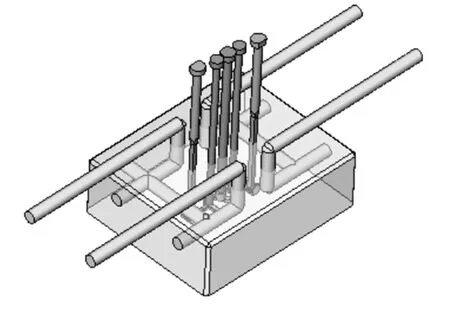
图9 冷却水路布置
3.3 模具结构创新设计
本文利用UG软件设计了笔记本电脑转轴注塑模具,其总体结构如图10所示。该模具为两板模结构,采用一模两穴的侧进浇方式。在传统的注塑模具设计中,浇口套通常安装在定模座板中,流道长度较长,从而造成了主流道中凝料体积较大,浪费塑料原料,而且由于主流道过长,使成型周期较长,影响了注射生产效率和凝料的顺利脱模。而该模具结构中的浇口套采用下沉式结构,通过将浇口套安装在型腔中,不仅使浇口套中的主流道长度缩短,大大减少了浇注系统的凝料体积,并且在一定程度上缩短了浇口套长度,减少了塑胶的流动阻力和热量损失,加快了塑料的充填速度和流动速率,缩短了成型周期,有利于塑件成型质量的改善。
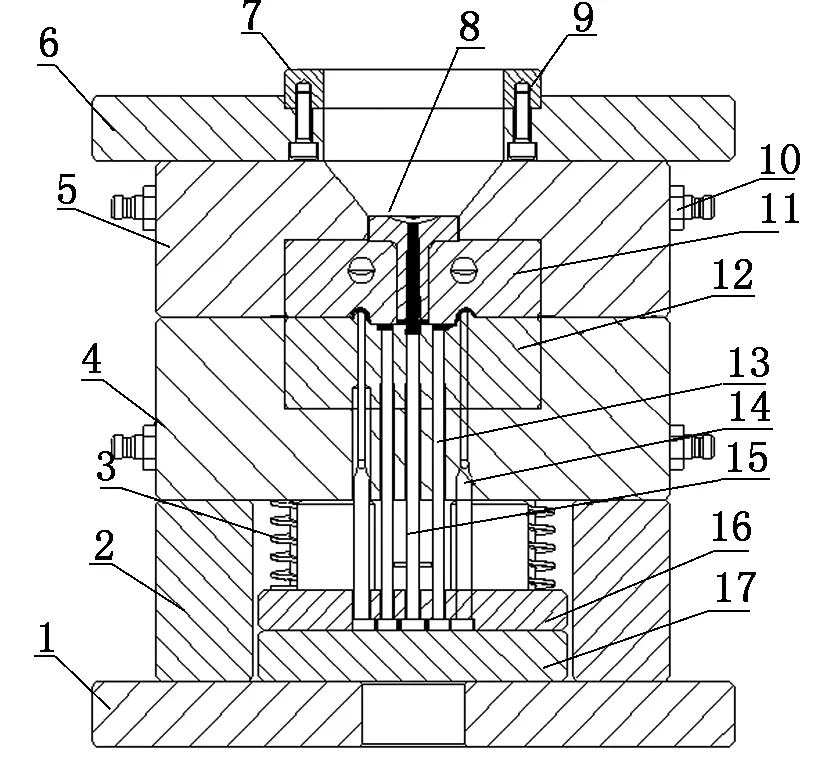
1-动模座板;2-模脚;3-弹簧;4-型芯固定板;5-型腔固定板;6-定模座板;7-定位圈;8-浇口套;9-螺钉;10-水嘴;11-型腔;12-型芯;13-方销;14-推杆;15-拉料杆;16-推杆固定板;17-推板
4 结束语
本文借助UG软件完成了笔记本电脑转轴的注塑模具结构设计。为保证注塑成型质量,对转轴的局部结构进行了改进,使其壁厚均匀。同时,在UG平台上完成了转轴的注塑模具设计过程,为减少浇口套长度,提高注塑成型质量,本文采用了下沉式的浇口套结构,具有很好的实用意义。
猜你喜欢
上海大中型电机(2021年1期)2021-06-09
冶金设备(2019年6期)2019-12-25
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
山东冶金(2019年2期)2019-05-11
橡塑技术与装备(2018年2期)2018-02-19
制造技术与机床(2017年5期)2018-01-19
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
电脑爱好者(2016年23期)2017-01-05
中国塑料(2016年5期)2016-04-16