
基于三维块匹配的红外图像降噪与缺陷量化方法
2020-11-05 05:05:38刘佳琪张志杰董宁琛尹武良赵晨阳
激光与红外 2020年10期
刘佳琪,张志杰,董宁琛,尹武良,赵晨阳
(中北大学仪器与电子学院,山西 太原 030051)
1 引 言
金属材料由于强度高、弹性模量低、韧性好等优点被广泛用于汽车、铁路、航空航天等领域。然而,金属材料的使用寿命是有限的,无论是制造过程中操作不当还是在使用过程中的金属疲劳现象都会导致表面损伤,红外无损检测技术在表面探伤方面有着较为突出的优势。因此对金属表面进行红外无损检测变得尤为重要[1-2]。
近些年来,红外热图像处理已经成为了红外无损检测的关键技术[3]。朱佩佩等提出一种新的脉冲涡流红外热图像特征提取算法并用于强化缺陷信息[4]。汪子君等提出一种基于鲁棒Otsu的缺陷分割算法对缺陷部分进行分割[5]。袁坤坤等提出了一种基于小波变换的图像增强方法对缺陷图像进行增强[6]。Vavilov VP等研究了光学超声激励红外热成像、超声激光测振和激光超声三种无损检测技术对一种具有环氧石墨样品的检测,并对其进行了分析[7]。但上述方法没有对红外图像的噪声滤除进行深入的研究,不能清晰地得到缺陷的边界,也没有对缺陷的面积大小进行量化。
本文采用主动热成像方法对金属材料进行透射式的无损检测[8],提出了基于三维块匹配的去噪方法对红外图像进行去噪,该方法在对红外图像乘性噪声的滤除方面有着显著的优势。使用边缘分割方法对该图像进行边缘提取并且对边缘进行量化。实验表明,该方法可以有效地对红外图像进行去噪,检测出钛合金表面缺陷的位置并对缺陷的特征进行量化。
2 红外无损检测原理
热量传递一般有热传导、热对流、热辐射三种方式,红外成像技术是以热辐射为理论基础的一门新型技术。热量通过电磁波的形式扩散,而红外探测器接收热辐射能量并将其转化为图像信号。在热辐射普朗克定律的基础上,斯蒂芬-波尔兹曼定律随即被提出,即:
W=εσT4
(1)
式中,W表示物体的辐射强度;ε表示发射率;σ表示Stefan-Boltzmann常量,其值为5.669×10-8W/(m2·K4);T表示物体的绝对温度[9]。众所周知,热量总是会从高的地方流向低的地方[10],所以在热扩散过程中,材料不同位置的温度也会有所差异,材料不同位置的辐射强度不同,红外热像仪根据接收到的辐射强度来检测物体的温度场分布。
而材料内部的热扩散率可用热量的传递速度来表示,即:
(2)
式中,λ表示材料的导热系数;ρ表示材料的密度;cV表示材料的比热容;α=-λ/ρcV表示材料的热扩散率,从式中可以看出材料的热扩散率与材料的导热系数成正比,由于空气的导热系数远小于金属的导热系数,故金属的热扩散率将远大于空气的热扩散率。当在同一温度下,热量在空气中的扩散速度也会远小于金属内的热扩散速度参数,故当热量扩散到缺陷处时,缺陷处的空气将阻隔热量的传递,进而产生温度差异,以此来检测缺陷。
3 材料制备及实验进程
3.1 材料制备
被测材料采用在航空航天领域较为常用的钛合金材料,尺寸为15 cm×10 cm×0.6 cm,原材料如图1(a)所示。在钛合金材料背面制造出深度约为2 mm的不同形状的缺陷。缺陷形状如图1(b)所示。不同形状的缺陷尺寸如表1所示。

图1 原材料与缺陷图

表1 缺陷尺寸表
3.2 实验进程
本实验使用自主搭建的红外热成像无损检测系统对材料进行检测,该系统包括红外成像仪、激光器、控制台、信号发生器以及上位机,其原理图如图2所示。

图2 系统原理图
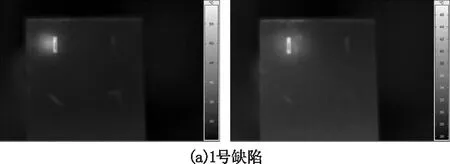
在实验过程中,保证无外在光线照射。打开上位机,将输出功率调整到100 W,调试信号发生器,将加热时间设置为2 s,占空比调整到50 %,对被测材料的无缺陷面进行加热,并记录温度场的变化,图像如图3所示。左图为加热过程中的图像,右图为余温扩散时采集的图像。
4 红外图像分析
对以上采集图像的分析可知,余温扩散时所采集的图像与加热过程中所采集的图像相比,余温扩散时所采集的图像缺陷更加明显,故选用余温扩散图像做分析。
4.1 图像去噪
红外图像由于分辨率低,均匀性较差,噪声偏多,使得红外图像的降噪变成了一个棘手的问题。刘智嘉等人提出了基于中值滤波器的红外图像噪声处理的改进方法[11],李方舟等人提出了基于改进非局部均值的红外图像混合噪声去除方法[12],顾雅青等人提出了基于模糊滤波的混合噪声处理方法[13],然而这些方法只是对红外图像中的高斯噪声进行了处理,并没有对红外图像中主要的乘性噪声进行处理。
红外图像噪声由于红外光波相干性等原因主要由散斑噪声组成,散斑噪声包括乘性噪声和加性噪声,在大多数情况中,乘性噪声对图像的影响都远大于加性噪声,但是在现有的红外去噪算法中大部分是对加性噪声进行滤除,本文针对红外图像的乘性噪声,提出了一种基于三维块匹配的算法对乘性噪声进行估计并对乘性噪声进行滤除。
红外成像仪在采集图像的过程中会受到乘性噪声的影响,即:
y=x×n1
(3)
其中,x代表原图像;n1代表乘性噪声;y代表乘性噪声。
为了实现自适应的去噪处理,需要了解图像中噪声的分布特征,故使用同态滤波将乘性噪声转为加性噪声:
log2(y)=log2(x×n1)
=log2(x)+log2(n1)
(4)
为了使同态滤波有意义,令:
y=y+1
(5)
使用Mallat算法对同态滤波后的图像进行分解,对水平、垂直、对角方向进行子带的数值提取,并使用对角分量的绝对中值对噪声估计进行建模,对图像添加方差为5/255到25/255的乘性噪声,通过最小二乘法对噪声估计方程进行拟合,得到拟合公式如下:
(6)
其中,e为使用本文方法所得出的方差估计值;M1和M2表示小波分层分解中第一层和第二层对角分量的中值。使用该方法进行噪声估计并与实际噪声方差进行比对,如图4所示。
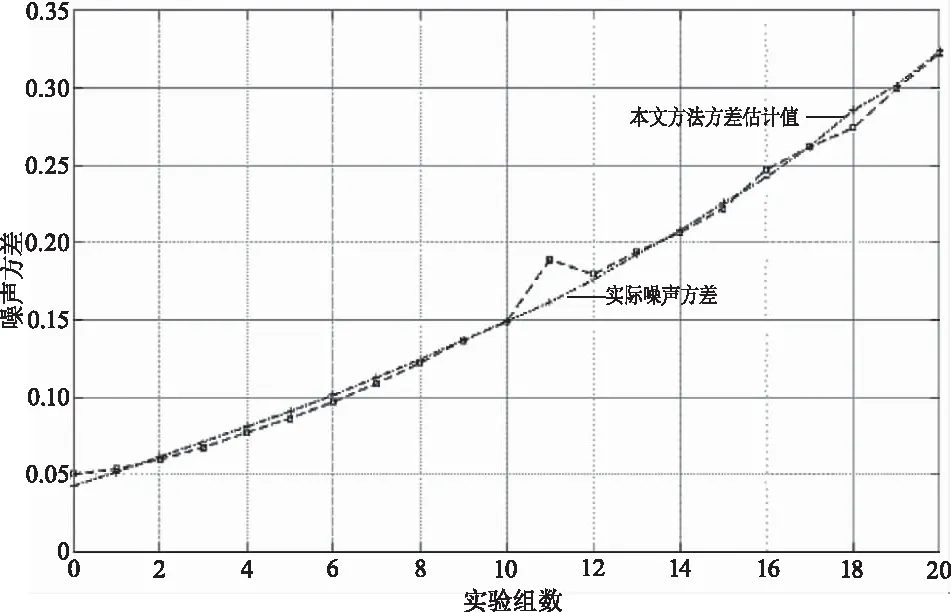
图4 本文方法噪声估计对比结果
可以看出该方法可以有效的对图像中的噪声进行特征估计。使用三维块匹配法对图像进行去噪。该算法是由Dabov提出[14],主要分两步完成,第一步就是通过块匹配参数找到所有与图像相似的相似块,块与块之间的相似块大小为:
(7)

(8)
将相似块集合堆积成一个三维数组并将每个三维数组中的二维块采用离散余弦变换,并对剩下的一维矩阵进行一维Haar小波变换,并对其进行阈值处理,利用硬阈值参数收缩来对图像进行初步估计,即:
(9)

第二步通过对第一步得到的初步估计图像重新进行块匹配并且对三维匹配后的集合进行离散余弦变换以及一维Haar变换并对变换后的系数进行维纳收缩系数的加权,最终估计为:
(10)

对最终估计进行指数运算,即:
(11)
式中,y1为最终的去噪图像。
4.2 有效性分析
为了验证该算法对乘性噪声的降噪和边缘保留效果,对Man、Woman二张红外图像添加方差为5、10、15、20、25的乘性噪声,并将该算法的去噪效果与均值滤波、自适应阈值滤波、小波分层阈值算法进行对比,使用峰峰值信噪比(PSNR)来对图像的去噪算法进行评价。不同噪声水平下Woman图像去噪后的峰峰值信噪比如表2所示,Woman图像添加方差为20的乘性噪声时的去噪效果如图5所示,不同噪声水平下Man图像去噪后的峰峰值信噪比如表3所示,Man图像添加方差为20的乘性噪声时的去噪效果如图6所示。

表2 不同降噪算法对各种噪声水平的 Woman图像PSNR值比较

表3 不同降噪算法对各种噪声水平的 Man图像的PSNR值比较

图5 不同算法对方差为20的Woman噪声图像降噪效果比较

图6 不同算法对方差为20的Man 噪声图像降噪效果比较
对比表2、表3的数据分析,本文算法对红外图像中的乘性噪声有较好的预测效果并且在降噪方面有着明显的优势,对图5、图6的观察,图像的边缘纹理也得到了保留。
使用本文方法对采集到的红外图像进行去噪,去噪后图像如图7所示。
4.3 边缘检测
对金属表面缺陷的检测能力进行评估,最主要的是对表面缺陷进行定量分析。为了准确评估该方法对金属表面缺陷的检测能力,因此需要对去噪后的图像的特征信息进行提取,使得缺陷更加清晰。
使用拉普拉斯算子对图像处理,如图8所示,进行填充操作最后使用膨胀收缩,将缺陷的边界提取出来如图9所示。

图7 去噪后的图像
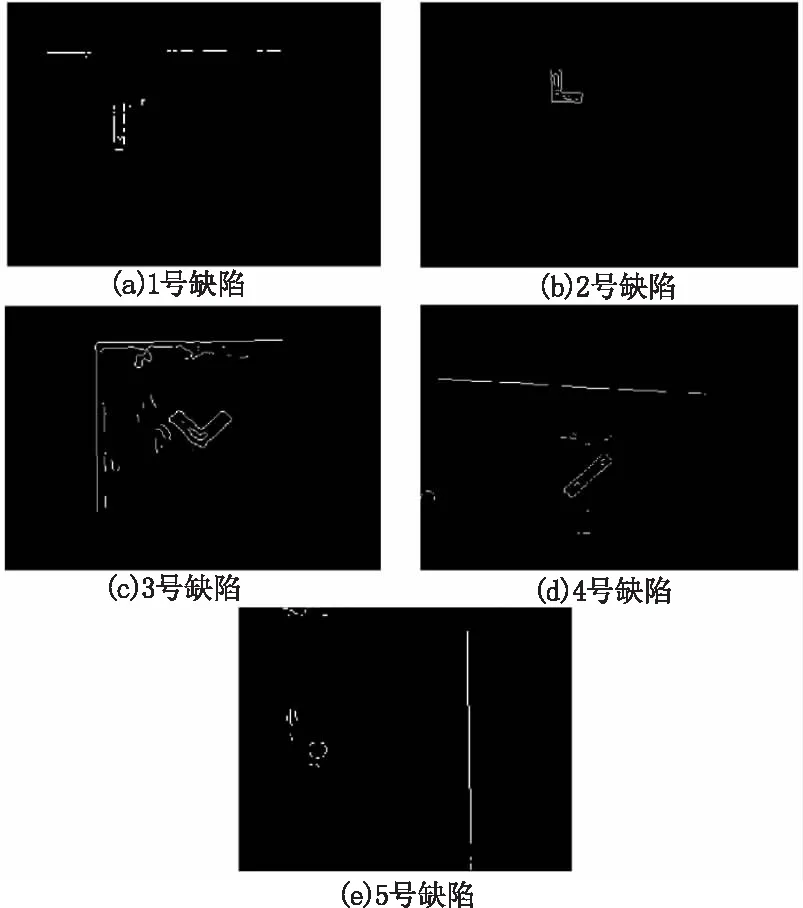
图8 缺陷的边缘检测
4.4 缺陷量化
从图8可以看出,缺陷边界被清晰地提取了出来。缺陷面积的大小与缺陷边界内像素点的个数、红外成像仪的分辨率以及在一定物距内所成图像的面积有关,即:
(12)
式中,S为缺陷面积;S1为在一定物距红外成像仪所成图像的面积;P为缺陷边界内像素点的个数;P1为红外成像仪的分辨率。

图9 缺陷边界
对图9所提取的图像进行像素点计算,使用Bwarea函数计算出其边界内的像素点个数,如表4所示。

表4 缺陷内像素点的个数
该红外成像仪的分辨率为640×480,故该红外成像仪所采集的图像有307200个像素点,而在不同相距的情况下所采集到的图像面积也不同。通过对该红外成像仪进行测试可得知在物距为62 cm时,可以采集到的图像面积为198.4 mm×148.8 mm。
通过所列数据,可以求出红外成像仪所成图像缺陷的被测面积,而通过缺陷的被测尺寸也可以求出缺陷的实际面积,所测数据如表5所示。

表5 缺陷面积对比
由表5内数据可以看出:面积较小的缺陷,其实际缺陷面积与算法所测缺陷的面积之间的误差会相对较小,而即使缺陷形状相同,但是激光加热位置不同也会影响到其测量到的缺陷精度。而实际缺陷面积相比算法所测缺陷的面积较小可能是缺陷提取过程中所引起的误差。
5 结 语
红外图像去除乘性噪声对后续缺陷量化有着较为重要的意义,然而传统的去噪算法对乘性噪声的去除并没有理想的效果。本文提出了一种新的去噪算法,首先对图像进行同态滤波并进行噪声估计,得到了红外图像中的噪声特征,并通过基于三维块匹配的方法对上述图像进行处理,对处理后的图像进行指数运算,并进行边缘检测及缺陷量化。实验表明:
(1)本文提出的基于三维块匹配的去噪算法与传统去噪算法相比,去噪效果更为优良,边缘纹理也可以得到有效地保留,实验结果验证了该算法的优越性和有效性。
(2)本文所使用的缺陷量化方法可以有效地对金属表面缺陷大小进行表征,并将缺陷量化误差控制在15 %以内。
使用该红外图像降噪与缺陷量化方法可以有效地对缺陷红外图像进行降噪并对缺陷边界的面积大小进行较为准确地量化,在金属缺陷检测方面具有较好的应用前景。
猜你喜欢
物理学报(2023年24期)2024-01-06 10:24:38
湖南理工学院学报(自然科学版)(2023年3期)2023-06-07 07:49:00
湖南理工学院学报(自然科学版)(2022年1期)2022-03-16 05:32:56
空间科学学报(2020年1期)2021-01-14 00:53:20
科技视界(2018年27期)2018-01-16 11:27:18
火箭推进(2017年4期)2017-09-12 02:55:04
中国惯性技术学报(2017年1期)2017-06-09 08:15:14
中国光学(2015年1期)2015-06-06 18:30:20
山东工业技术(2014年22期)2014-07-09 19:10:24
电测与仪表(2014年16期)2014-04-22 05:20:20
