
冷轧含碱废水处理工艺及应用
2020-11-02 08:37王延庆雷仲存李桂林王承刚
冶金动力 2020年10期
王延庆,雷仲存,李桂林,王承刚
(1.首钢智新迁安电磁材料有限公司;2.北京首钢股份有限公司,河北唐山 064400)
前言
冷轧生产线(尤其是连续退火机组)在生产过程中产生大量的含碱废水,含碱废水含有较高浓度的COD、悬浮物和油份,需处理达标后方可排放。目前,冷轧含碱废水处理工艺较多,但出水指标,尤其是COD 出水指标很难稳定达到《钢铁工业水污染物排放标准》[1](GB13456-2012)水污染特别限值的要求,水污染特别限值见表1。
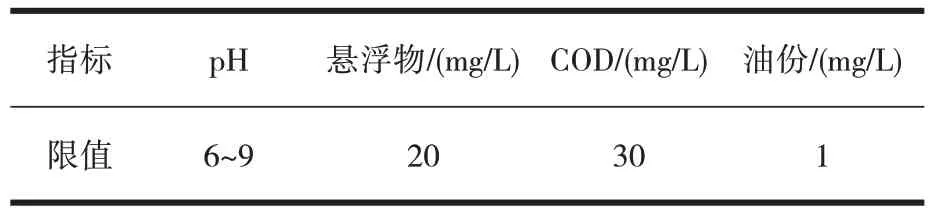
表1 《钢铁工业水污染物排放标准》水污染特别限值
研究科学先进的含碱废水处理工艺势在必行。某钢厂在生产过程中,经过不断的优化完善,最终出水指标能够稳定达到水污染特别限值的要求。
1 某钢厂含碱废水处理系统简介
1.1 处理能力
冷轧废水处理站含碱废水处理系统采用两级气浮+两级生化、澄清的工艺,含碱废水处理系统平均处理量270 m3/h,最大处理量330 m3/h。
1.2 进水指标
各产线排放的含碱废水需满足进水指标要求,进水指标见表2。

表2 含碱废水进水指标
2 含碱废水处理工艺介绍
各生产线排放的含碱废水进入废水处理站后,首先进入含碱废水调节池,调节池共2 座,1 用1 备。含碱废水在调节池后经过曝气处理均质均量。
含碱废水通过提升泵提升至一级中和槽、二级中和/混凝槽、一级气浮絮凝槽,分别投加H2SO4中和废水碱性,投加聚合氯化铝铁(以下简称PAFC)来聚集废水中的杂质和油污,投加聚丙烯酰胺(以下简称PAM)以便形成较大矾花。
一级气浮絮凝槽出水依次流入一、二级气浮池,含碱废水与溶气水混合生成微气泡,挟带水中悬浮物和油污上浮到池内液面,设在池面的刮渣机将浮渣或浮油撇入气浮渣槽,沉降在池底的污泥以及渣槽内的浮渣经螺杆泵送至污泥浓缩池。
二级气浮出水进入最终中和池,通过投加药剂(H2SO4或NaOH)调节pH 在7~9之间,以满足生化处理要求。然后进入中间水池,若中间水池水温≥35 ℃,泵送冷却塔降温;如果水温<35 ℃,则直送一级生物接触氧化池。
含碱废水由中间水池进入一、二级生化接触氧化池,生物接触氧化池内设半软性生物填料,底部安装微孔管式曝气器,水力停留时间12 h,有效接触时间8 h,通过驯化专用微生物嗜食水中COD 并降解为CO2和H2O。生物接触氧化池出水经过混凝絮凝后进入澄清池内,澄清池表面负荷均为1 m3/m2·h,降低出水中悬浮物、截留活性污泥,池底污泥部分回流到生物接触氧化池,部分泵入污泥浓缩池处理。澄清池出水进入过滤水池,含碱废水通过砂滤器过滤后进入回用水池,达标后通过回用水泵外排。
含碱废水处理工艺流程图如图1。
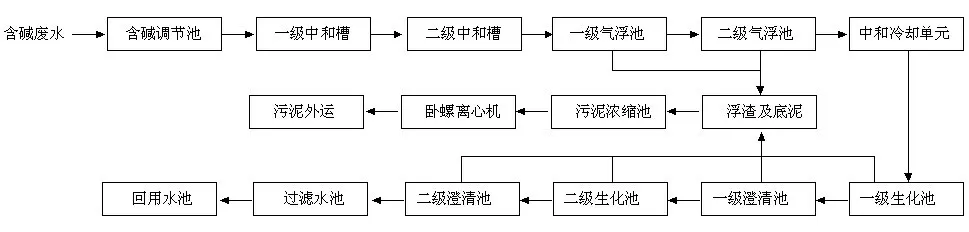
图1 首钢含碱废水处理工艺流程图
3 疑难问题及解决策略
3.1 气浮池的运行管控
两级气浮在含碱废水处理工艺中至关重要。经过两级气浮处理后,含碱废水中的COD 去除率能够达到70%,大大降低了含碱废水的处理负荷。原设计每级气浮设有2 个气浮池,并配套2 个溶气水罐,气浮池与溶气水罐一一对应,溶气水罐水源来自溶气水泵,溶气水泵共3 台,2 用1 备,水泵扬程40 m,水泵出水通过1根供水管供到2个溶气水罐。由于分配到2 个溶气水罐的流量实时波动,造成每个溶气水罐的供水压力一直波动;溶气水罐风源来自压缩空气管网,通过减压阀减压后供溶气水罐,由于压缩空气管网用量波动较大,造成供溶气水罐压缩空气压力也实时波动。供溶气水罐的水源和风源压力实时波动,造成气浮池的气浮效果不稳定,一旦水气平衡被打破,气浮效果就会消失。
对溶气水泵供水管道进行改造,将溶气水泵供2 个溶气水罐的1 根供水管改为2 根,实现1 台溶气水泵单独供应1个溶气水罐水源,互不干涉,这样可以保证供水压力和流量稳定;供气采用管网供应的压缩空气,在减压阀前增加稳压罐,避免因管网压力波动对气浮效果造成影响,也可以改用罗茨鼓风机供气保证气源压力的稳定。此外,还要根据气浮池内浮渣情况实时调整出渣口的高度,可手动调节,也可增加电机实现远程控制调节,保证气浮池上面的浮渣能够及时排除,确保气浮池的去除效果。
3.2 生物接触氧化池的运行管控
含碱废水经过两级气浮处理后,负荷大大降低,但要达到排放指标,还需要保证后续生化池的处理效果。生化池的控制要求:pH 6~8、水温30~35 ℃、溶解氧3~5 mg/L。除此之外,环境温度对微生物的活性影响也较大。刚入冬或开春时,虽然进入生化池的水温控制在30~35 ℃,但由于昼夜温差比较大,微生物出现不适症状,生化池的处理效果变差,在生化池表面出现大量泡沫,出水COD 接近30 mg/L,存在外排超标的风险。
在刚入冬或开春时,为保证环境温度平稳且维持在15 ℃以上,需在生化池周边增加暖风机等采暖设施;生化池内的溶解氧通过安装在线溶解氧仪指导控制供风阀门的开度,保证溶解氧含量达到要求。
3.3 澄清池的运行管控
在每级生化池后经过澄清池处理,能够大大降低悬浮物含量。在进入澄清池前,通过投加PAC 和PAFC 进行混凝絮凝,通过调整加药量保证絮凝效果。本废水站选用的是辐流式澄清池,经过二级生化处理后,出水悬浮物较低,混凝絮凝效果差,絮体小而松散,造成絮体漂浮在二级澄清池表面,不容易沉降,絮体溢流至后续单元,造成出水悬浮物偏高。
针对上述二级澄清池絮体小而松散、不易沉降的问题,通过增加污泥回流,加强混凝絮凝,增强去除效果;也可以考虑在确定工艺流程时将二级澄清池设计为斜板沉淀池,可以有效解决此问题。澄清池的有效排泥也影响出水水质,一般采用人工抽泥的方式,无法保证抽泥的及时性,研究将污泥泵改为自动抽泥,设定周期定时对各澄清池进行抽泥,保证澄清池出水合格。
3.4 含碱回用水的回收利用
随着环保要求越来越严,政府部门对外排水质和水量均有要求,为了提高新水的重复利用率,减少外排水量,将含碱回用水经过超滤、反渗透脱盐处理,脱盐水继续供生产线使用,运行期间产生的高含盐水可用于炼铁高炉的降尘和闷渣,清洗反渗透膜产生的外排水或过滤器反洗水可排放至污水处理站,经处理合格后用于绿化、道路洒水或冲厕。
4 含碱废水系统运行指标情况
2019 年对含碱回用水进行取样化验,出水指标能够稳定达到《钢铁工业水污染物排放标准》(GB13456-2012)水污染特别限值要求,且明显优于特别限值要求指标,出水指标比较稳定,2019 年含碱回用水水质指标情况见图2。
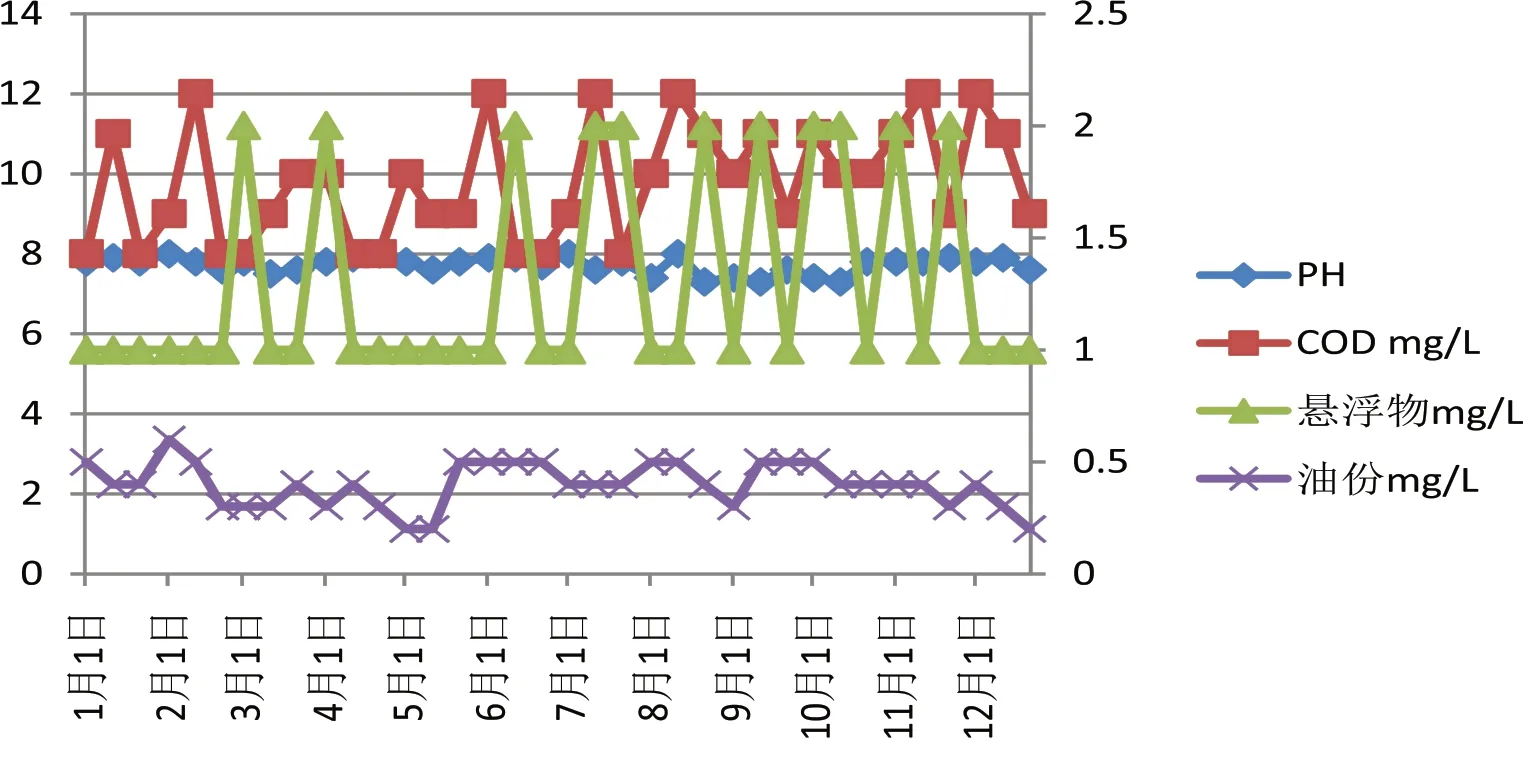
图2 2019年含碱回用水水质指标趋势图
5 结论
经过2019 年对含碱废水处理系统的运行情况监控,对出水进行取样化验,含碱废水经过两级气浮+两级生化、澄清的处理工艺,出水指标稳定在pH6~9、悬浮物<20 mg/L、COD<30 mg/L、油份<1 mg/L,该含碱废水处理工艺稳定可靠,各项出水指标均满足《钢铁工业水污染物排放标准》(GB13456-2012)水污染特别限值排放标准的要求。
猜你喜欢
化工管理(2022年14期)2022-12-02
昆钢科技(2020年6期)2020-03-29
昆钢科技(2020年6期)2020-03-29
资源节约与环保(2018年1期)2018-02-08
周末·校园文学(2017年35期)2018-02-06
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年1期)2016-02-03
中国卫生标准管理(2015年3期)2016-01-14
油气田环境保护(2015年4期)2015-12-28
中国海洋大学学报(自然科学版)(2015年10期)2015-12-02
