
高炉煤气脱硫现状及技术路线分析
2020-11-02 08:37孙加亮杨伟明杜雄伟
冶金动力 2020年10期
孙加亮,杨伟明,杜雄伟
(中冶京诚工程技术有限公司,北京 100176)
引言
近十几年来,国内外钢铁企业普遍利用干法除尘和余压透平发电装置(TRT)对高炉煤气中的压力能和热能进行了充分回收。经TRT 装置回收能量后的高炉煤气再送热风炉、加热炉、焦炉、锅炉、烧结、球团等用户作为燃料使用。
高炉煤气主要成分见表1[1]。由于炉料中含有较多的氯化物和硫化物,高炉煤气中还含有一定的H2S、COS、CS2和HCl 等物质,会造成管道和设备的腐蚀、发生泄漏危险[2]。高炉煤气中的总硫含量在60~160 mg/m3之间,既有无机硫(主要是H2S)也含有机硫。其中硫化氢占比在20%~40%之间,COS、CS2等有机硫占比在60%~80%之间,有机硫中COS 占90%,其它有机硫组分占比较少。

表1 高炉煤气的主要成分及密度与热值
作为燃料的高炉煤气燃烧后一般直接排放,烟气中的SO2浓度通常小于200 mg/m3,可满足原环保要求。
随着环保要求的严格,特别是2019 年4 月生态环境部等国家五部委联合印发《关于推进实施钢铁行业超低排放的意见》(环大气〔2019〕35 号)规定:烧结机机头、球团焙烧烟气以及自备电厂燃气锅炉的二氧化硫排放浓度小时均值不高于35 mg/m3,热风炉、热处理炉二氧化硫排放浓度不高于50 mg/m3。使得采用高炉煤气作为燃料的用户所排放的烟气难以达标,需要净化处理。
目前,国内进行高炉煤气脱硫的工程应用较少,在超低排放的要求下,钢铁企业迫切需要经济、易行的脱硫工艺。高炉煤气脱硫技术是新的发展方向,高炉煤气因其特殊性,不能直接套用成熟的脱硫技术,探索和开发适合高炉煤气的脱硫工艺是非常必要的。
1 高炉煤气源头治理的必要性
煤气脱硫一般分为源头治理和末端治理两种方式。高炉煤气源头治理,是指在高炉煤气送往下游用户前脱除煤气中的H2S、COS、CS2等硫化物;高炉煤气末端治理,是指对煤气燃烧排放烟气中的SO2进行脱除。传统脱硫技术是针对燃烧后的烟气进行脱硫,主要采用钙法、镁法、钠法、氨法、碱法、活性焦法等工艺。但对于高炉煤气来说,其燃烧后烟气体积增大,温度高,压力低,导致烟气脱硫存在设备庞大、耗水量大、循环水需单独处理,成本较高等缺陷。针对高炉煤气源头的治理主要是在TRT装置后采用传统的湿法洗涤脱硫,H2S、SO2等易于脱除,而高炉煤气中的COS、CS2等有机硫不易脱除,导致燃烧后烟气中SO2含量仍然超标。而钢铁企业利用高炉煤气进行加热的用气点分布于各个区域,加之属于环保改造项目,场地受到限制,若采用常规的末端治理方式,投资费用非常大,管理复杂。再者高炉煤气燃烧烟气中的SO2浓度较低,末端治理会导致脱硫效率非常低。
因此,对高炉煤气进行源头治理,管理方便,占地小,具有良好的经济效益、环境效益,是钢铁厂切实可行的脱硫方式。35 号文也首次提出加强源头控制,高炉煤气应实施精脱硫。
2 煤气脱硫现状
高炉煤气中的有机硫和无机硫均需脱除,还需要协同脱除其中的Cl-,可以参考现有的煤气脱硫工艺,开发适合高炉煤气的脱硫方法。
2.1 湿法脱硫
湿法脱硫工艺的脱硫剂为液体,煤气直接与液态的脱硫剂发生物理、化学反应,从而脱除硫化氢,该工艺分为氧化法、化学吸收法、物理吸收法和物理—化学吸收法等[3]。
(1)烷基醇胺法
烷基醇胺的水溶液可以吸收硫化氢和二氧化碳。该法是基于酸碱中和反应,吸收放热,一般低温吸收,加热再生并循环使用。
单乙醇胺(MEA)的碱性最强,与酸气反应速度最快,既可脱除H2S 又可脱除CO2,但在有机硫(COS、CS2等)作用下,产生不可再生的副产品,且对H2S 的选择性低,高炉煤气不宜采用MEA。二异丙醇胺(DIPA)可与COS、CS2生成可再生的化合物,但与COS 反应速度慢,脱除效率较低。二乙醇胺(DEA)可同时脱除H2S 和CO2,不会被COS、CS2降解,可脱除气体中的多种硫化物。甲基二乙醇胺(MDEA),具有优良的硫化氢选择性、反应热较低、溶液再生能耗少。醇胺法存在的主要问题是:工艺复杂,流程长,投资大;适用于高浓度的硫化氢等。
(2)改良ADA法
改良ADA 以偏钒酸钠为碱源,钒为催化剂,蒽醌二磺酸钠(ADA)为再生载氧体。在ADA 中添加少量酒石酸钠钾(或FeCl3及乙二胺四乙酸)制得脱硫液。稀碱液(Na2CO3)吸收H2S 形成硫氢化物(NaHS),在液相中ADA 和V5+氧化HS-析出元素硫,还原态的ADA 被空气中的氧再生,同时生成双氧水。双氧水氧化V4+成V5+。当气体中存在CO2时会发生副反应产生NaHCO3。该工艺的硫化氢脱除效率高达99%。
该工艺成熟,技术经济指标先进;吸收液性能稳定,存在CO2时,能选择性脱除H2S,净化度高;硫磺回收率高,产品纯净;溶液无毒,对设备腐蚀小;但有机硫的脱除效率差。
(3)络合铁法
络合铁法,主要是在碱性溶液中H2S 被络合铁盐氧化为单质硫,催化剂采用空气再生,将Fe2+氧化为Fe3+。主要有F D 法,LO-CAT 法,Sulfint 法,Sulferox法等。FD 法以氨为吸收剂,铁盐为催化剂,络合剂以磺基水杨酸为主,在CO2含量高的气体中可选择脱除H2S,但脱硫液不稳定,再生速率慢。LO-CAT 法来自于美国空气资源公司,使用多聚糖和EDTA 复合成双组分配合剂,为克服铁离子的不稳定性,又加入了ARI-310 催化剂。该溶液无毒,脱硫效率高达99.99%,获得广泛应用,但溶液对碳钢有腐蚀性。Sulfint 法由法国LGI 公司开发,以EDTA 作为铁的配合剂,采用反渗透装置避免副盐的积累。该工艺无毒,具有经济优势,但悬浮物状态的细小硫颗粒易造成发泡,堵塞严重。Sulferox法采用了新的络合剂,适用于高CO2含量气体的选择性脱硫,具有很强的有机硫净化能力,该工艺脱硫液吸收硫容高,配合剂降解小[4]。
络合铁法具有如下特点[5]:流程简单、硫容高、脱硫效率高;脱硫液配制简单,原料价格便宜,来源广泛,无毒对环境污染少;配体降解,硫泡沫粘附设备和填料,会堵塔;副产物积累,大量消耗化学品。
目前国外的络合铁法已较为成熟,而国内大多处于研究阶段,工业化案例少。
2.2 干法脱硫
干法脱硫主要采用固体吸附剂对H2S等含硫化合物,进行吸收或吸附脱除的工艺。吸收法主要有氧化锌、氧化铁、氧化锰等工艺;吸附法主要采用活性炭、分子筛“微晶材料”等将硫化物吸附到微孔中,进行脱除。
(1)氧化锌法
(2)氧化铁法
氧化铁法最早用于城市煤气净化,经多次改进后,应用范围从常温扩大到中温和高温领域,不同的操作温度采用不同的脱硫剂。常温(25~35 ℃)一般采用FeOOH,脱除H2S 和RSH;中温(150~400 ℃)采用Fe2O3或Fe2O3·Na2CO3脱除H2S、COS、CS2和RSH;高温(>500 ℃)采用ZnFe2O4脱除H2S。氧化铁脱硫剂需要碱性环境和一定的含水量。气体中存在CO2时,会降低脱硫剂的pH 值,降低脱硫剂的活性。氧化铁资源丰富,应用广泛,但脱硫精度差、强度低。再生时强放热,再生操作易发生危险。
(3)活性炭法
活性炭法通过浸渍碱类、碘类、金属及盐类等改性后可用于脱除无机硫及有机硫,近年来发展很快。其本身具有发达的孔结构和比表面积,吸附能力很强,脱硫时硫化物以原形态或被氧化后的单质硫形态吸附在活性炭表面[6]。活性炭脱硫集物理吸附、化学吸附、催化氧化和催化转化等为一体,可进行粗脱硫和精脱硫。粗脱硫可用活性炭直接脱除H2S,硫容约20%,硫化氢脱除率为90%~95%;精脱硫时,出口精度可达0.2×10-6。采用加热的氮气或过热蒸汽除去活性炭孔隙中的硫及硫的含氧酸盐,活性炭得以再生。
活性炭脱硫操作温度低,工艺简单,可采用较高空速,反应快,适用于低浓度H2S 场合,脱硫效率达99%以上。但活性炭吸水,孔易坍塌,活性炭再生需要高温,吸附剂损耗较大,运行成本高,H2S 与活性炭反应的热效应较大,有安全隐患。
(4)分子筛法
在充分了解性染色体后,学生小组探究控制白眼基因的位置,大胆地提出2个假说:(1)控制眼色的基因位于Ⅱ-2区段。(2)控制眼色的基因位于Ⅰ区段。并分别给出图1、图2论证各自的观点。
分子筛是具有均匀微孔的硅酸铝,呈弱碱性,对极性分子有优先吸附选择性,H2S 和硫醇等极性物质可被吸附脱除[7]。当分子筛饱和后,在无氧高温(260~370 ℃)条件下,用惰性蒸汽或氮气流经分子筛层,使其再生,一般使用寿命3~5年。工业上最常用的合成分子筛有A 型、X 型、Y 型、L 型、丝光沸石和ZSM系列沸石。
分子筛法适用于较小流量气体的精脱硫,可常温操作,不用碱预洗,能耗只有加热再生气消耗,操作成本低,无污染等。但价格昂贵和再生温度高。分子筛可在存在CO2情况下,选择性地脱除H2S 和其它硫化物。
2.3 羰基硫转化工艺
高炉煤气中的有机硫主要是COS,一般采用先转化为无机硫(H2S),再进行脱除的方式。羰基硫的转化有催化加氢和水解转化2种方法。
(1)COS的催化加氢
羰基硫等有机硫在催化剂的作用下与氢气反应,生成H2S,即加氢脱硫。主要采用高温钴钼、铁钼或镍钼等加氢方法,后面串接氧化锌脱硫,可脱除总硫体积分数小于(0.5~1.0)×10-6。钴钼系催化剂一般在300~400 ℃下进行反应,目前低温型61-2 可将温度降至180~250 ℃[8]。
原料气中有CO 和CO2时,可发生甲烷化副反应或COS 水解的逆反应,若同时存在水蒸气时,发生CO 变换反应。较高浓度的CO 会发生歧化副反应,所产生的炭黑会降低催化剂的活性。
羰基硫的催化加氢工艺需要较高的反应温度和压力,相应的设备和管线需要中高压、中高温,投资大,能耗高,操作弹性差。
(2)COS的水解转化
COS 的水解主要是在钴、钼、铁、铜等催化剂作用下,与气体中的水蒸气反应转化为H2S,一般反应温度为30~250 ℃。水解催化剂的寿命与原料气中COS含量、氧含量和温度有关,当COS含量<10 mg/m3,寿命为2~4 年;COS 含量>10 mg/m3,寿命1~2 年。原料气中的H2S 影响水解催化剂的转化率,煤气中H2S含量达到14 g/m3时,COS 转化率仅为65%,当H2S含量降低到1 mg/m3时,羰基硫转化率达99%以上,一般要求入口H2S不高于10×10-6。
目前的COS 水解工艺,在常温或中温、中低压工况下均可实现有效转化。水解催化剂对COS、CS2等较小分子结构的有机硫转化效率高,对噻吩等大分子有机硫组分转化能力差。其反应式如下:
水解催化剂在中低温、中低压下,具有良好活性,水解反应系统和设备投资较低,但当原料气中硫化氢含量较高时,需要在水解装置前设置脱硫化氢装置。
3 高炉煤气脱硫技术路线分析
钢铁厂所需要处理的高炉煤气量非常大,一般单座高炉产气量>300 000 m3/h。高炉煤气中H2S 含量相对较低,而有机硫含量相对较高,且其中还含有Cl-离子。针对高炉煤气的脱硫,主要是脱除其中的羰基硫(COS)等有机硫。分析比较上述的脱硫方法,适合高炉煤气脱硫的路线有以下几种。
3.1 喷碱法
以前,国内对高炉煤气一般不进行脱硫,而随着超低排放的实施,部分企业采取从源头减少焦炭和煤粉中的硫含量,并改造煤气的脱氯装置,利用喷入的碱液脱除煤气中的H2S,这样煤气中只剩下有机硫,达到脱硫目的。该法的优点是:改造简单,运行成本低;但低硫原料难以稳定获得,煤气中有机硫占比高,超低排放难以达标。
3.2 水解法脱硫
影响高炉煤气水解脱硫效率的主要因素是温度,当温度高于100℃时,总硫的脱除效率接近100%。一般高炉煤气的有机硫水解装置设置在TRT前,但硫化氢影响有机硫的水解效率,通常需要在有机硫水解前设置硫化氢脱除装置,有机硫水解转化为无机硫后,再次进行脱硫,以达到硫化物的脱除。
(1)水解干法脱硫
催化水解干法脱硫,就是将TRT 发电后的高炉煤气先经过催化水解,将有机硫转化为无机硫(H2S),再进入干法脱硫系统,不同的水解催化剂对煤气温度和压力的要求不同,根据系统需要,可以设置在TRT 后水解脱硫或TRT 前水解。此处以TRT后水解脱硫为例,主要系统图见图1所示。

图1 高炉煤气水解干法脱硫系统图
TRT 发电后高炉煤气温度约60~90 ℃,在水解催化剂的作用下,COS 和水蒸气反应转化为H2S 和CO2,此后进入干法吸附装置,H2S 被吸附脱除,煤气得到净化送下游用户。
干法吸附剂可以选择活性炭、氧化铁、氧化锌、分子筛等。活性炭可以将吸附的硫化物与氧反应生成单质硫,沉积在孔隙中,硫资源得以回收。但活性炭吸水,孔易坍塌;再生温度高,吸附剂消耗大,运行成本高。氧化铁法硫容高,活性好,成本低,可以再生。但再生时强放热,有操作危险,一般不单独使用。氧化锌法脱硫快速,精度高,使用温度高,一般配合钴钼加氢脱硫使用,再生困难,有二次污染。分子筛具有排列整齐的微孔,可以在CO2存在下选择性脱除H2S和其它硫化物,操作简单,运行成本低,可以再生。
总之,干法脱硫可以回收高温煤气显热,提高发电效率。H2S 会降低羰基硫的转化率,一般要求入口H2S 不宜高于10×10-6,水解装置前面通常需要设置脱除硫化氢的装置[9]。而高炉煤气的气量大,需要设置多台干法吸附塔,投资高,占地大,阻损高,降低TRT发电量[10]。
(2)水解湿法脱硫
高炉煤气经除尘后温度约100~160 ℃[11],压力约200 kPa,进入水解系统后,煤气中的有机硫转化为无机硫,然后送入TRT 系统(减压阀组),余压发电后进入湿法脱硫系统脱除无机硫,净化后高炉煤气去下游用户。系统图见图2所示。
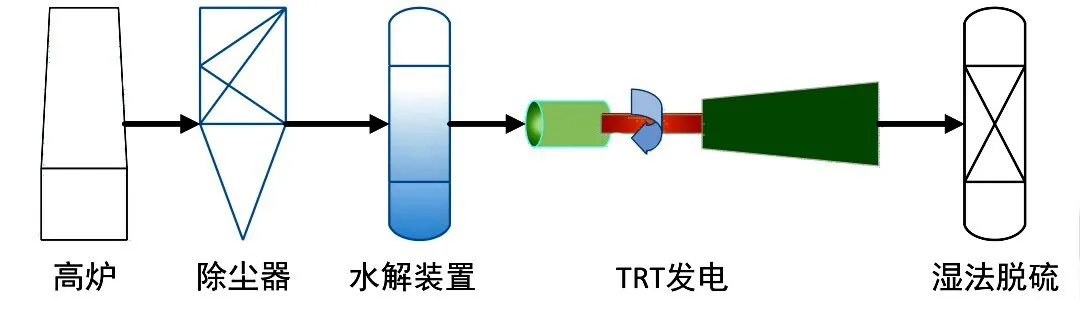
图2 高炉煤气水解湿法脱硫系统图
湿法脱硫工艺一般采用化学吸收和湿式氧化法。化学吸收法以碱液为吸收剂,碱液采用NaOH,双塔脱硫。TRT装置出来的高炉煤气从脱硫塔下部进入,与上部喷枪喷出的碱液逆流接触。煤气中的H2S 与NaOH 反应生成Na2S,脱除煤气中大部分的H2S。从脱硫塔出来的煤气再进入脱氯脱水,将未反应的酸性气进一步脱除,净化后煤气送至下游用户。脱硫反应方程式:

水解化学吸收法脱硫,利用了高炉煤气的温度和压力,具有脱硫速度快,稳定性好,碱液循环量少等优点,但需要外排含盐废液。所形成的Na2S、NaHS 均不稳定,易重新形成H2S,散发到大气中,造成污染;大量硫化氢进入TRT 对设备和管道造成腐蚀;大量碱液消耗;阻损大,减少了TRT 的发电量,经济收益降低。
湿式氧化法可以采用改良ADA 法,栲胶法,络合铁法等,各有自己的优点和缺陷,需要根据钢铁厂实际情况进行选择。但由于高炉煤气量大,存在脱硫液循环量大,设备大,对TRT 设备及管道造成腐蚀,投资较高等通常问题,水解装置设置TRT 前,阻损大,减少发电量,造成经济效益损失。
3.3 微晶材料脱硫
微晶材料是人工水热合成的硅铝酸盐晶体,其硅铝比不同可生成各种不同型号的微晶材料,依据晶体内部孔穴大小吸附或排斥不同的物质分子,同时根据不同物质分子极性或可极化度而决定吸附的次序,达到分离的效果,属于干法脱硫。微晶材料的孔径分布非常均匀,可以吸附煤气中的有机硫、无机硫和氯离子,比其他类型吸附剂更具有独特的优势。微晶材料具有强大的再生能力,吸附剂饱和之后,通常抽取少量的产品气(~4000 m3/h)作为再生解吸气,加热后将吸附的硫化物脱附出来,吸附剂得以再生,微晶材料可以多次重复使用。解吸气可以作为钢厂燃料气使用,燃烧后的SO2,利用钢厂现有脱硫设施脱除,无能源损失。
微晶材料具有以下特点:寿命长,可以保持7~10 年结构不变化;耐高温,800℃下长周期使用,结构无变化。该工艺设置于TRT 装置后,阻损<2kPa,与设置于TRT 前的水解装置相比,对TRT 发电量的影响小。该工艺既可以吸附脱除H2S、SO2等无机硫,又可以吸附脱除COS、CS2、硫醇、硫醚、噻吩等有机硫;该工艺的能耗只是少量解吸气的加热耗能,运行成本低;可制成疏水型,减少水蒸气的影响;无新增废水、无危废,对环境无污染。虽然吸附剂价格昂贵,一次性投资较高,但吸附剂寿命长(7~10 年更换一次),长期成本与水解催化剂(寿命0.5年,1年更换2次)价格相当。与其它干法吸附剂相比,微晶吸附脱硫装置处理量大,目前单套处理能力大于300 000 m3/h。已成功应用于中新钢铁、山钢莱钢、中信泰富等企业高炉煤气或焦炉煤气的脱硫。工艺系统图见图3。
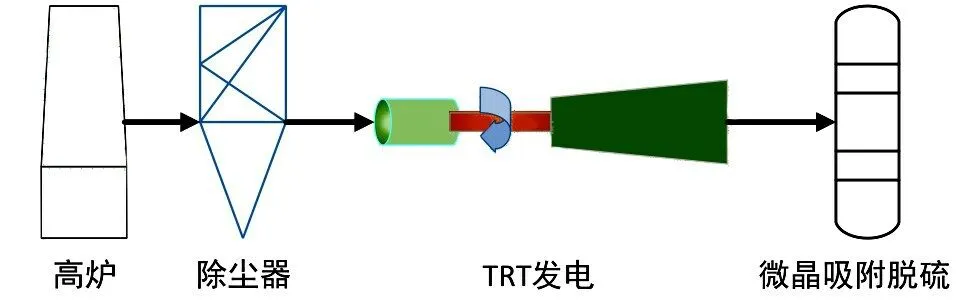
图3 高炉煤气微晶吸附脱硫系统图
4 结论
高炉煤气流量大,有机硫含量高,下游用户多且分散,随着环保要求的提高,对高炉煤气进行源头治理势在必行。分析了现有脱硫技术的现状和特点,传统脱硫方法采用前脱硫+有机硫水解+无机硫脱除工艺可应用于高炉煤气脱硫,但投资高,系统复杂,运行成本高。微晶材料脱硫是新工艺,已在多个钢铁企业进行应用,可以有效地脱除有机硫、无机硫、氯离子等,吸附剂耐高温,寿命长,处理量大,对现有除尘、TRT 等装置的影响小,是适合高炉煤气脱硫的简便易行的工艺路线。钢铁企业自身需要消耗大量的燃气,现已配套多种净化装置,需要结合自身实际,通过投资、成本、占地、净化要求等方面进行综合比对,选择合适的高炉煤气脱硫工艺路线。
猜你喜欢
环球时报(2023-02-09)2023-02-09
山东冶金(2022年4期)2022-09-14
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
建材发展导向(2022年1期)2022-03-08
石油沥青(2021年5期)2021-12-02
能源工程(2021年1期)2021-04-13
中国盐业(2018年12期)2018-09-21
中国资源综合利用(2016年10期)2016-01-22
陶瓷学报(2015年4期)2015-12-17
