
一种大型异形件制作工艺的探讨
2020-11-02 08:37李全才
冶金动力 2020年10期
何 真,李全才
(安徽马钢表面技术股份有限公司,安徽马鞍山 243000)
前言
大型异形件的制造一直以来都是制造业的难题,而冶金行业的关键零部件,往往都是大型、甚至超大型异形件。从毛坯制作阶段开始就要兼顾到零件后续的加工方法和难度,必要时,还需要分步制作。大型异形件的加工,通常都需要两种以上的大型数控机床协同完成,涉及多道装夹和转接工序,精度难以保证,实际效果差。加工方法和工装的合理选用,能大大提高生产效率。因此,本文以一种大型异形零件为列,阐明工序的合理衔接和工装选择的重要性。
1 零件介绍
本文介绍的零件是一种用于铁水堵口的冶金备件,名称为支座。本体制造方式可整体铸造,亦可分段制作后拼焊而成。整体立体图示意图外形如图1。
由图1 可以看出,零件外形可由支座上回转平面处且分为上下两部分,即立柱和底座。两者作为整体加工,零件不仅装夹不便,对机床的要求也高。需要注意的是,立柱上的Φ139H7/Φ145H7 及36K7键槽等关键加工部位,均需保证与底座所成的夹角。

图1 支座立体示意图
2 毛坯制作要点
该支座是一个两面夹角型的回转体,底座上下端部均是一个带孔凸缘法兰,内部为一个凹字形腔体,可用铸造或者焊接结构完成,毛坯易于成型,但考虑到铸造成本高、难度大,建议采用焊接结构;立柱部分是个G字状异形体,结构稍显复杂,又是支座的主要受力部位,容易产生应力集中,不适合采用焊接,适用铸件制成。鉴于其特殊性,采用焊接+铸造的方法完成。需要特别说明的是,立柱部分采用ZG270-500铸造完成后需要进行调质处理和探伤处理,表面和内部均不得有影响力学性能的缺陷,非加工面亦不可留有余量;底座法兰与围板需要加工有0.7 倍板厚的焊接坡口,采用气体保护焊进行焊接,组焊前需要预热,焊后进行保温,然后整体进行去应力退火,加工之前对焊缝再进行磁粉探伤。考虑到加工的经济性,立柱与底座分别制作完成后,暂不组焊。
3 加工工艺
3.1 立柱加工工艺(焊前)
立柱零件图见图2。立柱的主要加工内容与底座存在较高的相对位置要求,转接加工时,需要确保零件上刻有下道工序的定位基准,立柱本体上焊接前的加工工艺见表1。
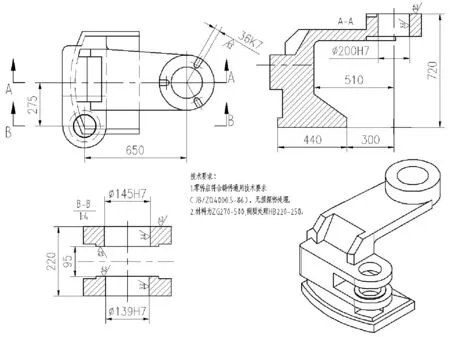
图2 立柱零件图
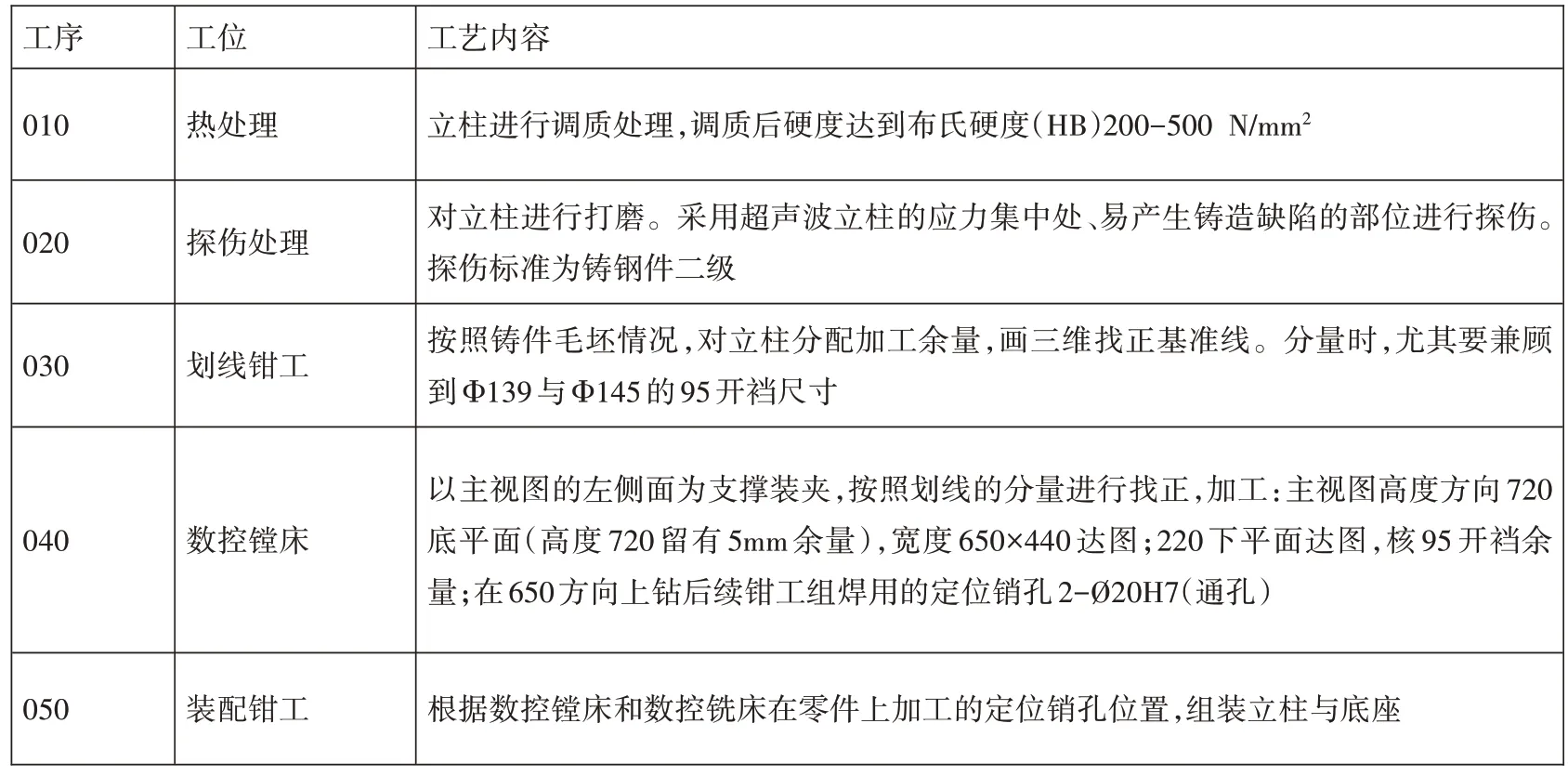
表1 立柱加工工艺卡(焊前)
3.2 底座加工工艺(焊前)
底座的加工比较复杂,因为该零件涉及到9.95°的法兰加工。底座底部的法兰面和顶部的法兰面,需要加工的部位是相反的,这注定了两个斜面不能同时加工。同时,法兰面所成角度与立柱也有位置要求,形位公差必须得完全得到保证。上部法兰面周围还有Φ1625h6 的尺寸公差需要保证,数控镗床或数控铣床加工Φ1625h6 又容易产生椭圆现象,只有立车才能既快又好地完成加工任务。因此,设计一个合理的工装则成为了最佳选择,不仅可以减少斜面装夹和加工的难度,尺寸和形位公差更可以完全保证。底座零件图见图3。

图3 底座零件图
工装的设计要求不高,只需要满足能准确定位底座和将底座的9.95°转化为0°即可。针对这两点要求,工装设计了定位销孔和9.95°的斜面:销孔用来定位、斜面用来“扳平”底座两面的夹角,使得其在加工时法兰面可以呈现水平位置摆放,减小加工和找正难度。工装可采用Q235-A 钢板进行放样、卷制、焊接制成毛坯,然后竖立在数控铣床上加工9.95°上下面并钻销孔用于定位底座。
根据设计好的工装,制定底座(焊前)的加工工艺如表2。

表2 底座加工工艺
3.3 支座加工工艺(焊后)
根据立柱和底座的前期加工情况,两单体均已完成定位基准的加工,后续只需将立柱和底座组装、焊接再利用工装加工即可。详细工艺路线如表3。
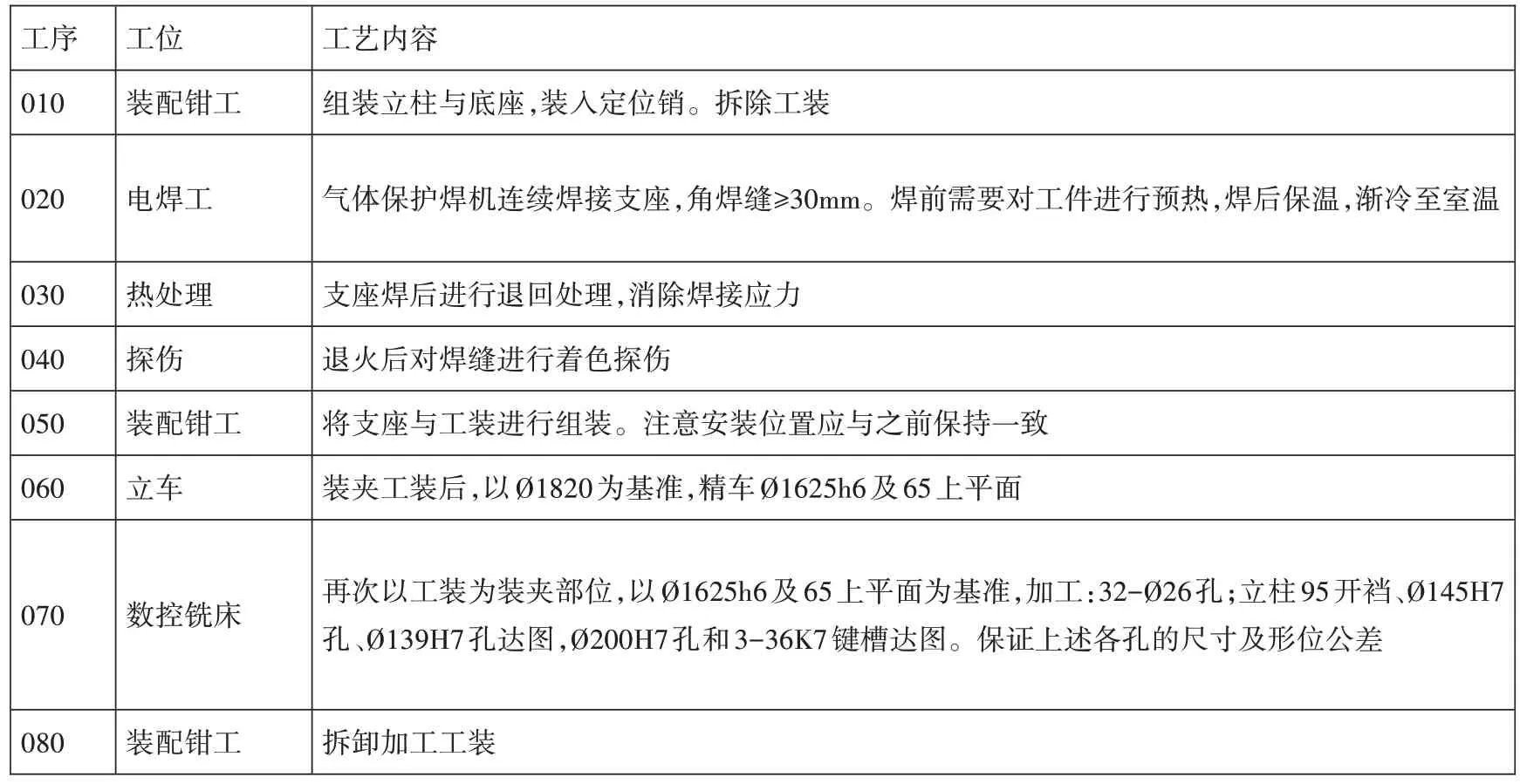
表3 支座加工工艺
3.4 成品检验
使用万能角度尺、游标卡尺、内径量表、外径千分尺等量具,结合几何三角关系公式,测量和计算支座检验记录如表4。

表4 支座成品检验记录表
4 结论
通过本次大型异形件的工艺探讨,我们不难发现,只需要认真分析零件的用途、构造,运用合理的工艺思路,例如分体制作、多次转接等,再借助装配钳工、划线钳工和普通立车等低成本生产方式,制作简易的工装,只需要数控铣床的简单配合,也完全能生产出合格产品。合理编排的多工序生产工艺,不仅没有增加加工的不可控性,而且减少了数控机床的使用率,降低了生产成本。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
家庭影院技术(2020年4期)2020-05-21
模具制造(2019年4期)2019-06-24
课程教育研究·新教师教学(2015年14期)2017-09-27
科学与财富(2017年24期)2017-09-06
汽车与安全(2017年7期)2017-08-03
速读·中旬(2017年6期)2017-07-29
汽车与安全(2017年6期)2017-07-25
汽车与安全(2017年5期)2017-07-20
汽车与安全(2017年3期)2017-04-26
