移动电话液晶屏全自动焊接机的设计*
2020-10-31 04:20:44张成爽王新霞
机械制造 2020年10期
□ 王 领 □ 王 蔓 □ 张 东 □ 张成爽 □ 王新霞
1.日照国峤黄越汽车零部件有限公司 山东日照 276514 2.山东梅拉德能源动力科技有限公司 山东潍坊 262404 3.山东省电子信息产品检验院 济南 250014
1 设计背景
目前,随着移动电话行业的飞速发展,液晶显示模组作为显示部件已经被广泛应用,尤以液晶屏模组和触摸液晶屏模组两种结构形式居多[1]。液晶屏模组组装完成后,需要对背光引脚和柔性电路板焊盘进行上锡焊接或热压焊[2],焊接位置如图1所示。焊接完成之后,还要经过一系列工序操作及质量检验,然后才可以进行后续装配。现有的焊接工序基本都由人工进行焊接,焊接效率低,产品单一,制造柔性差[3],且焊接质量差,无法满足高效焊接的要求。对此,笔者设计了移动电话液晶屏全自动焊接机,在电控系统的控制下,通过机械、电子、软件三大部分的高效配合来完成焊接工序,不仅能够节省焊接时间,而且可以显著提高工作效率和工作质量[4]。
2 设计思路
对焊接工序进行研究,分析工人在进行焊接操作时的动作,综合考虑各方面因素,确定移动电话液晶屏全自动焊接机需要具备的功能,并对现有焊接工序的不合理之处进行改进[5-6]。

▲图1 液晶屏模组焊接位置
移动电话液晶屏全自动焊接机应用于2~8 in(1 in=2.54 cm)液晶屏背光引脚和柔性电路板焊盘的焊接,兼容带触摸屏和不带触摸屏两种产品形式,需要具备的功能包括自动上料、自动下料、自动翻转、电荷耦合器件对位纠偏、自动焊接、自动清洁、检测、焊接绝缘胶带贴附等,并可兼容拖焊和脉冲热压焊两种方式。
3 结构
由于受到物流运输与加工工艺的限制,将移动电话液晶屏全自动焊接机设计为3.8 m长大架台和1.2 m长小架台两部分,两部分可以组装为一个整体使用。大架台主要实现物料传输及焊接功能,包括气缸、直线导轨、直线轴承等驱动和导向元件,组成直线型布置形式。小架台主要实现对焊后物料进行处理,采用回转型布置方式,实现回转定位[7-8]。
移动电话液晶屏全自动焊接机各工位情况如图2所示。

▲图2 移动电话液晶屏全自动焊接机工位
4 工作流程
移动电话液晶屏全自动焊接机的工作流程如图3所示。

▲图3 移动电话液晶屏全自动焊接机工作流程
5 时序图
为满足所设定的生产节拍,需要确定应用移动电话液晶屏全自动焊接机后上下料、载台清洁、烙铁头校准等的动作顺序,以及焊接通道的数量与次序。移动电话液晶屏全自动焊接机时序图如图4所示,通过时序图,可以计算生产节拍,时序图同时也是电气工程师加工编程的重要依据。
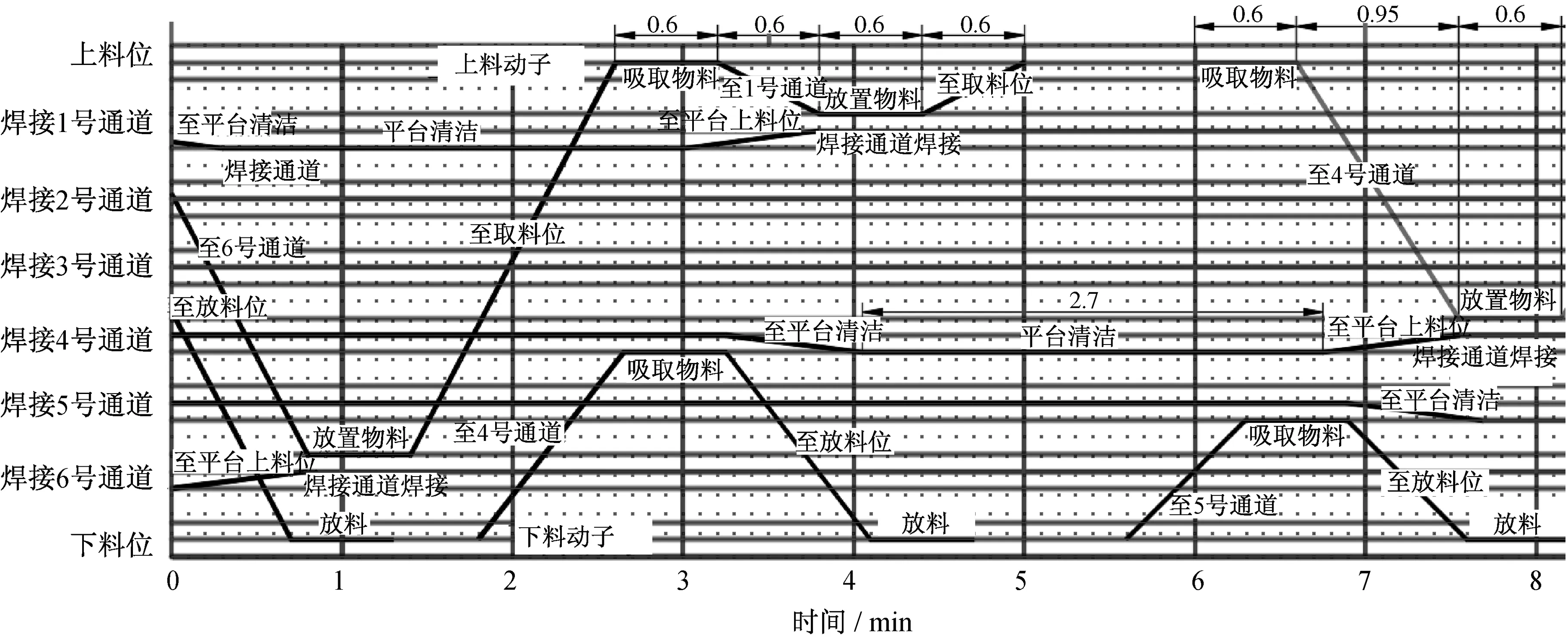
▲图4 移动电话液晶屏全自动焊接机时序图
6 结束语
目前,在移动电话的生产组装过程中,除焊接工序外都已经实现了自动化。焊接工序中,柔性电路板手工焊接的效率严重制约着移动电话液晶显示模组的产能。笔者设计的移动电话液晶屏全自动焊接机结构紧凑,占用空间小,造价低,兼容性强,可以满足不同产线布局和不同上下料位置的要求,进而提高生产效率和生产质量。
移动电话液晶屏全自动焊接机已在多家企业中得到应用,效果良好,并获得国家发明专利授权[9]。
猜你喜欢
英语文摘(2021年10期)2021-11-22 08:02:36
液晶与显示(2020年5期)2020-05-06 13:46:58
制造技术与机床(2017年2期)2017-05-04 04:17:22
单片机与嵌入式系统应用(2017年4期)2017-04-25 06:06:46
电脑知识与技术(2016年17期)2016-07-23 20:33:15
重型机械(2016年1期)2016-03-01 03:42:11
焊接(2016年6期)2016-02-27 13:04:52
机电信息(2015年9期)2015-02-27 15:55:57
电测与仪表(2014年9期)2014-04-15 00:27:02
电信科学(2013年9期)2013-03-25 01:25:48