
宁波轨道交通1号线天童庄车辆段架大修场地工艺布局浅析
2020-10-30 04:53吕雄伟李迎春
轨道交通装备与技术 2020年4期
吕雄伟 李迎春
(宁波轨道交通集团有限公司运营分公司 浙江 宁波 315000)
0 引言
宁波轨道交通1号线一期电客车是由中车株洲电力机车有限公司生产的B2型电客车,采用4动2拖6辆编组,共计22列车。列车采用1 500 V直流供电,受电弓受流,全焊接鼓形铝合金车体、ZMC080型转向架、车控式牵引系统、架控式空气制动系统、并网供电辅助系统、静压风道送风空调系统以及电动塞拉门。1号线一期于2014年5月30日投入运营,首列车已于2017年12月26日开始架修。
地铁车辆是确保地铁安全、正点、高效运行的关键设备,随着车辆运行时间和运行里程数的增加,大部分设备故障率曲线如图1所示[1]。电客车性能随着运营时间的增加,其关键部件设计寿命或维修周期已到,需要架、大修修程对其进行维修,使其达到新造或接近新造标准及性能要求。架大修场地作为电客车最高修程场所,其工艺布局设计至关重要,对电客车架大修生产作业影响甚大。下文重点介绍对电客车架大修场地工艺布局的研究。

图1 车辆设备故障曲线图
1 电客车架大修介绍
1.1 电客车架大修修程

1.2 电客车架大修修程内容
地铁电客车架修作业主要针对转向架系统,并相应地对车辆其他系统进行全面检测、调试及试验。转向架轮对轴箱轴承是电客车架修修程中最重要的检修部件之一,在架修修程中,需对其全面分解、清洗、检测、探伤、润滑和组装。地铁电客车大修修程主要对车辆各系统部件包括车体在内进行全面的分解、检查及整修,对车辆各系统进行全面检测、调试及试验。轮轴大修、橡胶轴承和轴箱轴承更换等都是电客车大修内容之一。
2 架大修工艺布局的重要性
地铁车辆段架大修场地为电客车架大修的实施作业场所,承担着部分线网电客车架大修任务。根据车辆基地线网资源共享及架大修功能定位,对车辆基地架大修场地进行整体工艺布局。一般而言,架大修库工艺布局确定并且土建施工和机电设备安装完成后,后期将很难进行改变。因此,线网首个车辆基地架大修库进行架大修整体工艺布局时,要全方位细致地进行工艺布局设计,整个工艺布局将对后期线网电客车架大修高峰产能顺畅实施尤为重要。需特别提出,具有电客车架大修功能的车辆基地新建设计阶段,需提前介入架大修场地整体工艺布局,与设计院保持积极沟通,确保后期电客车架大修顺利实施,避免电客车首次架修筹备阶段进行架大修场地技术改造,节约运营成本。
3 架大修工艺布局的原则
3.1 线网功能定位原则
城市轨道交通线网规划的制定是各条地铁线路设计、实施的基础和原则[3]。目前,国内外大多数轨道交通车辆采用以走行公里为基础的计划修,根据不同的走行公里,车辆检修分为列检、月检、定修、架修和大修。由于大、架修需要大量的检修和试验设备,检修车间房屋面积大、占地面积多,为了提高设备的利用率,降低工程造价,一个城市在轨道交通线网规划时,大架修车辆基地应集中设置[4-10]。
宁波轨道交通线网主要由10条线组成,线网规模为411 km,构建“一环七射两块”的环射线网。根据《宁波市轨道交通车辆基地线网资源共享专题咨询报告》,1号线天童庄车辆段架大修基地主要承担1、2、3号线架大修及车辆部件维修的作业任务。基地占地面积约2.5万m2,设计月度生产能力为3.75列/月,年产能可达45列。5号线经堂庵跟车辆段作为线网中第二个架大修基地,将承担4、5、6、8、奉化线等线路的架大修任务以及线网轮对大修、电子线路板、牵引电机集中修任务。7号线云龙车辆段为线网中第三个架大修段,将承担7号线、K1/K2线路的车辆架大修任务。
从上可知,宁波轨道交通1号线天童庄车辆段功能定位为1、2、3号线电客车架大修及其部分车辆部件的维修。可维修的车辆部件为转向架、车门、贯通道、受电弓、车钩及电气部件。通过全局考虑,将轮轴大修、制动部件、空调、牵引电机部件架大修设置在5号线经堂庵跟车辆段。
3.2 流水线式原则
宁波轨道交通1号线天童庄车辆段功能定位确定后,将进行整列车架、大修工艺布局。工艺布局前,要明确架大修工艺流程。宁波轨道交通1号线一期电客车架修工艺流程如图2所示。

图2 1号线一期电客车架修工艺流程图
从图1可知,电客车架修从列车交接预检开始,进行整车吹扫、清洗、分解,然后进行部件检修、组装、称重、连挂、静态调试、动态调试,最终验收交付。
整列车吹扫清洗在吹扫清洗库进行,用时1天。整车分解分为车顶设备拆卸、转向架拆卸及车辆解编,一般在高平台股道和固定式架车机上进行。整列车分解后,进入部件检修阶段,转向架进入转向架和轮对检修区,车体落至工艺转向架进入车体检修区,部件进入部件检修区进行维修。
转向架作为电客车架大修重要检修部件,是整列车架大修工艺流程及现场布局的重中之重。从总体来说,转向架检修可分为转向架检修区和轮对检修区,转向架检修区主要负责转向架分解和组装、构架存放及检修、静载试验,轮对检修区主要承担轮对分解、脱漆清洗、探伤、油漆、车轮镟修、轴承压装、轮对组装及跑合试验。宁波轨道交通1号线天童庄车辆段架大修库转向架轮对检修区如图3所示。
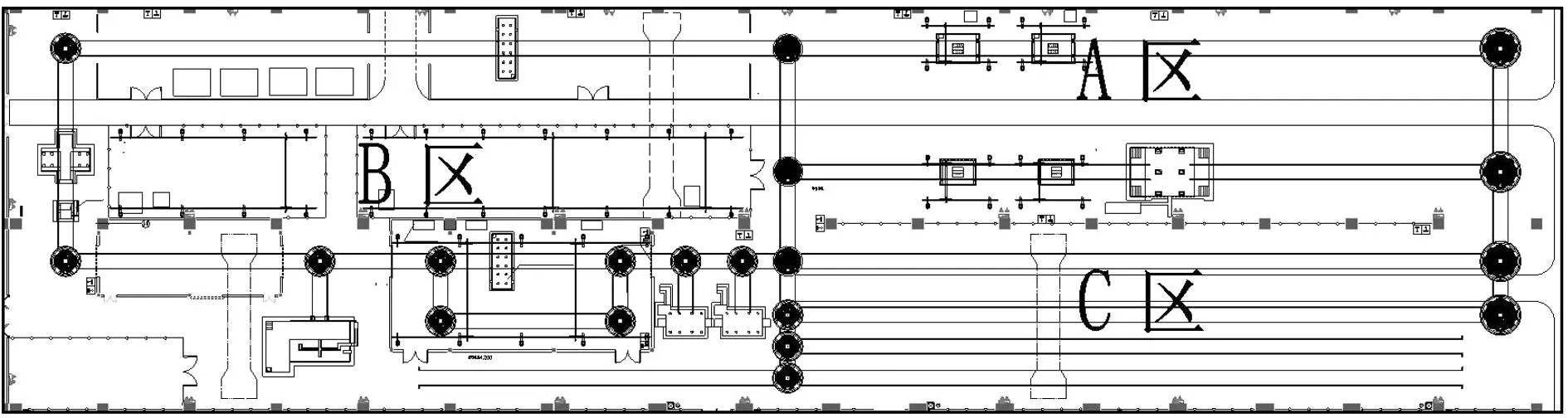
图3 天童庄车辆段架大修库转向架轮对检修区工艺布局图
图3中,A区为转向架检修区,B区为轮对检修区。同时,考虑到后期线网1、2、3号线同步开展架大修作业时转向架/轮对周转件的长期和临时存放,设置转向架轮对存放区(C区)。整个转向架及轮对架修部件检修呈现流水线式设计和布局,便于现场设施设备在高产能工况下发挥其最大能效。
3.3 模块化布局原则
架大修库工艺布局设计时,尽量考虑使其部件模块化布局设计。如转向架轮对检修及相关部件检修区域设置在同一或相邻区域,减少部件搬运时间,提高检修效率,便于现场管理。部件检修区与车体检修区位置相邻设计,便于车门、贯通道、电气模块的搬运。宁波轨道交通1号线天童庄车辆段架大修库工艺模块化布局图如图4所示。

图4 天童庄车辆段架大修库工艺布局图
4 结束语
宁波轨道交通1号线天童庄车辆段架大修基地作为线网1、2、3号线电客车架大修集中修场地,在首次架修筹备阶段对其重新进行了整体的工艺布局,并对整个架大修场地进行了施工技能改造。经过对1号线一期前10列车架修生产及各项工序流转情况分析,整体工艺布局合理,各工序衔接有序,没有出现工序卡滞现象。架大修场地工艺布局对高产能电客车架大修工序合理流转至关重要。随着各城市地铁电客车架大修经验积累和新科技、新装备技术不断应用于电客车架大修生产作业中,将不断对架大修场地工艺布局产生深远影响,这也是电客车架大修人员不断钻研、努力的方向。
猜你喜欢
铁道通信信号(2020年12期)2020-03-29
紫禁城(2019年12期)2020-01-14
铁道通信信号(2019年5期)2019-10-10
铁道通信信号(2019年12期)2019-05-21
农家书屋(2019年4期)2019-05-15
铁道通信信号(2019年2期)2019-03-26
铁道通信信号(2018年7期)2018-08-29
铁道通信信号(2016年7期)2016-06-06
中国工程咨询(2016年2期)2016-02-14
中国石油石化(2015年12期)2015-04-20
