汽车用钢铸坯夹渣成因及控制
2020-10-30 06:10刘丽华
冶金经济与管理 2020年5期
□ 刘丽华
2019年下半年以来,冷轧工序在轧制汽车用钢板时,会检测到不同程度的夹渣缺陷,严重时会导致批量封锁和降级。不仅如此,汽车板用户在冲压各种零件时,也会出现因夹渣缺陷导致的零件开裂现象,严重时导致冲压零件无法返修而报废。汽车用钢铸坯的夹渣缺陷会严重影响生产作业效率和质量成本,持续减少夹渣缺陷一直是钢铁生产长期追求的目标。
一、夹渣形貌和成分分析
由于汽车用钢在用户使用材料时均轧制冲压成规格为0.5~1.0mm的薄板零件,炼钢铸坯在经过轧制拉长后,夹渣缺陷在零件表面有长条状贯穿,平行于轧制方向,严重时形成较大裂口。
分析用户缺陷位置的取样,切取试样表面缺陷部位并制备截面金相样,经扫描电镜形貌观察与分析,发现试样截面处存在主要含碳、氧、氟、钠、镁、铝、硅、硫、钙、钛、铁等成分的皮下细小夹杂(渣),可以确定缺陷位置包含夹渣成分,由图1分析结果可以得知,该缺陷是由于炼钢过程中铸坯夹渣所导致的。
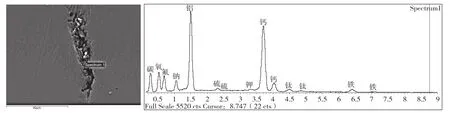
图1 夹渣缺陷部位形貌及成分分析结果
二、铸坯夹渣来源和形成过程
铸坯夹渣一般是由于结晶器内钢水液面上的保护渣嵌入铸坯表面所造成的。当结晶器内保护渣的熔点高、流动性差时,就会在铸坯表面产生夹渣现象。
1.夹渣来源
对连铸板坯中的夹渣来说,主要有以下几种来源:一是钢包钢水在浇注结束时,钢包水口关闭延迟导致钢包渣进入中间包钢水中,同时中间包耐材和水口的浸蚀也会进入钢水中形成夹渣;二是保护渣性能不良,在结晶器液面没有均匀熔融,导致保护渣结壳卷入钢水中;第三种则是由冶炼钢水中的铝酸盐夹杂物导致。这些钢包渣、中间包、水口浸蚀脱落的夹杂物及保护渣在浇注的钢水中都会成为夹渣的来源。
2.夹渣缺陷形成过程
夹渣缺陷形成有2种形式[1]:一种是卷入钢水内部,另一种是粘附在铸坯表面。
连铸在浇铸时,当中间包水口处于结晶器中心,水口两侧的流场应该对称。但在钢水紊流的作用下,会在水口附近出现漩涡,特别是当结晶器液面发生波动时,漩涡出现的几率明显增加。这说明漩涡的产生与结晶器的稳定程度有直接关系。随着拉速的提升,上升钢水流在弯月面引起的波动加剧,液面流速明显增大, 钢水和液渣卷混严重,保护渣很容易被钢水卷入内部从而形成夹渣。
在浇注速度较高的情况下,结晶器窄面附近容易发生保护渣卷入现象。钢流沿窄面上升, 在冲击弯月面后由于受到阻力改变流动方向,从而沿钢水和保护渣界面向水口方向流动。因此,结晶器窄面的渣层由于钢水的冲刷变薄,极易产生钢水裸漏。同时,由于界面张力的存在,部分保护渣受力跟随钢液流动,造成保护渣在水口与窄面的中间位置附近聚集,部分保护渣被流动的钢水卷入形成表面夹渣。
不论钢水表面还是内部液渣的卷入,均与渣钢界面紊流有关。中间包水口偏离中心位置导致钢水流动不对称,产生偏流,使水口左右两侧的流速不均匀;同时,过量的氩气流及高拉速造成的液面波动会使这一状况更加恶化,液渣的粘附主要发生于弯月面,粘附在坯壳表面的渣体极易在振痕形成过程中被压在皮下而形成永久缺陷。
三、铸坯夹渣的影响因素
通过分析钢水卷渣的形成过程可以看出,连铸渣性能、浇注过程中吹氩的流量、结晶器液面稳定情况、水口对中及浇注速度都会影响连铸铸坯卷渣的程度。
1.连铸渣的影响
连铸结晶器使用的保护渣熔融层厚度和单耗对铸坯表面质量有重要影响。理想的保护渣熔融层厚度应为12~15 mm,消耗量为0.40~0.60 kg/t钢。由表1可以看到,生产汽车用钢采用的保护渣粘度较大、碱度较低,因此要求结晶器内保护渣流入和熔化速度之间的匹配达到平衡。而保护渣的流入多少指的是消耗,由粘度决定;而熔化速度指的是保护渣本身的熔化速度,所以在连铸生产现场,保护渣的粘度和熔化速度极为重要。保护渣在实际使用过程中,在保证合适的熔融层厚度的前提下一定要有消耗量。单耗过低或过高都容易造成弯月面处液渣流入不均匀,从而使初生坯壳传热不良,导致铸坯产生表面卷渣缺陷。
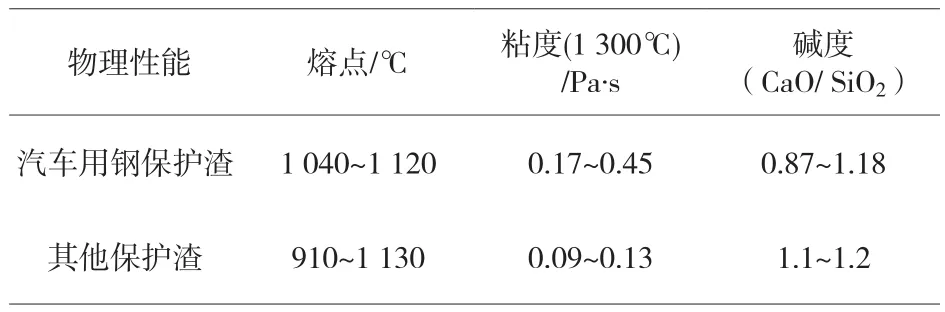
表1 汽车用钢保护渣物理性能与其他保护渣物理性能对比
此外,在钢包浇注结束后,连接在钢包上的下渣检测系统会自动关闭,一旦关闭延迟,会出现钢包渣进入中间包。在钢包换包过程中,由于物流等各种原因,换包时间长,就会出现中间包内的液位较低,此时,钢水中的夹杂物来不及上浮就和钢包渣连同中间包覆盖剂等被卷入铸坯形成夹渣,降低了钢水纯净度。此外,钢包交接时,浇注速度、液面及其他生产异常状况都会给交接板坯质量带来较为严重的影响。
2.水口吹氩的影响
在连铸浇注过程中,为防止水口堵塞,则需要向中间包水口及塞棒等内壁进行吹氩处理,目的是对水口进行清扫,以防止结瘤堵塞及钢水二次氧化的产生,延长水口寿命。在结晶器中的氩气急剧上浮,有利于减少钢水中的夹杂物。调查分析汽车用户夹渣抱怨的炉次,发现这些炉次在浇铸时存在吹氩量过大的情况。若吹氩量过大,则极易造成结晶器液面波动较大,甚至翻腾在铸坯表面形成夹渣缺陷。
3.中间包钢水温度的影响
对于炼钢连铸浇注过程,中间包钢水温度过热度会影响其流动性。过热度越高,钢水流动性越好,同时钢水温度和成分均匀效果也更加明显。当中间包钢水的过热度下降到15℃或更低水平时,钢水粘度变大,钢水中的夹杂物来不及充分上浮而残留在铸坯中。而且在连铸浇注时,由于过热度低导致水口堵塞,必须采用冲水口或增大吹氩等措施来确保浇注连续,因此导致最终铸坯的夹杂物增多。在生产汽车用钢等高要求钢种时,应控制钢水过热度保持在15℃~40℃,只要严格按照标准操作,钢水温度和流动性即可保证。
4.结晶器液面波动的影响
在正常浇注时,由于结晶器液面上下波动,未熔化的渣粉及浮在液面上的夹杂物如三氧化二铝,没有被保护渣熔融渣层充分溶解吸收而卷入坯壳表面成为夹渣。根据对结晶器钢水液面波动的观测,液面波动越大,则铸坯表面夹渣缺陷增加越多。在连铸浇铸过程中,由于拉速波动大、吹氩量大、中间包水口堵塞等原因,注入到结晶器的钢流使结晶器液面冲击区形成紊流,引起钢水表面波动及沿钢渣界面的震荡和冲刷,将渣子卷入钢水中,形成铸坯表面夹渣。通过对用户抱怨的炉次调查结果显示,结晶器液面波动幅度越大,铸坯表面夹渣的风险也就越大。
在实际生产过程中,连铸拉速、结晶器液位及钢水温度是相互影响、相互制约的,这些因素同时影响着浇注过程运行及铸坯质量。
5.浇注速度的影响
当生产浇注时的拉速不断提高,浸入式水口出口处的钢水流动速度会随之增大,钢水流动冲击速度也相应增加,上升钢水流在弯月面处引起的波动加剧,液面流速明显增大,钢水液面卷渣严重,使保护渣进入钢水形成夹渣。同时,下降流的流速增大,使钢水的冲击深度增加,钢中夹杂物上浮去除的几率变小。因此,浇注速度的不断变化,加重了铸坯夹渣缺陷程度[2]。
6.水口的影响
结晶器水口的使用对夹渣缺陷的影响主要包括2个方面:水口对中和水口的液面插入深度[3]。从浇注参数监视来看,如果水口对中不良,必然引起结晶器钢水产生偏流,导致结晶器液面翻滚,使铸坯表面和皮下产生夹渣,严重时可能引起漏钢生产事故。浸入式水口的浸入深度对铸坯表面夹渣影响较大,水口浸入深度较浅,铸坯表面卷渣严重;浸入深度太深,夹杂物上浮困难。
四、夹渣的改进措施
1.防止下渣
首先,从保护渣控制角度看,应根据钢种的不同选择合适的保护渣,主要考虑保护渣熔点与钢种液相线的匹配,保证合适的熔化速度(控制好熔融层厚度),在保证消耗量的前提下提高保护渣的粘度;目前,生产汽车用钢时采用的保护渣,相对于其他钢种使用的保护渣,其特点是熔点高、粘度大、碱度低。提高液渣粘度和降低渣钢润湿性可有效解决这一问题。此外,粘度的增加有助于振痕的降低,也有利于消除夹渣。
其次,提高钢包下渣检测系统控制精度,防止在钢包浇注结束时底部的钢包渣进入中间包,同时应尽量采用较大容量的中间包。
2.水口吹氩量的精准控制
通过与耐材供应商沟通交流,对中间包上水口结构和尺寸进行改进,同时加强氩气管路的点检工作,确保准确控制连铸时的吹氩量。针对夹渣特别严重的钢种,在连铸过程中,根据浇铸时结晶器的液面波动状态适宜地调整并降低氩气的流量。
如图2所示,为了做好对比,将2019年7—12月份的吹氩量(改进前)和2020年1—6月份的吹氩量(改进后)进行统计,在改进过程中氩气当量由最初的平均2.2降至1.6。使调整后的水口吹氩量降低了27.8%。可以看出,改进后水口吹氩流量逐步降低,这不仅可以有效防止吹氩量较大导致的铸坯卷渣缺陷,还可有效保证结晶器液面的稳定,更好地提高铸坯表面质量。
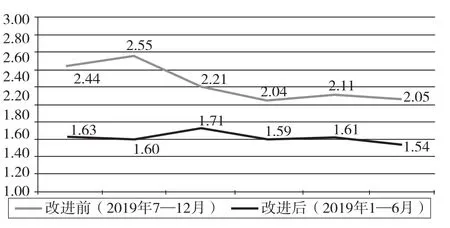
图2 改进前后水口吹氩当量
3.结晶器液面波动控制
为了严格控制结晶器液面波动范围,确保钢液不会发生剧烈波动而导致卷渣等异常现象的出现。液面波动改进内容主要包括:稳定液面测量装置并排除干扰,优化相关工艺操作参数,渣线处理采用固定渣线的方式替代原有的自动调节工艺。在逐步调控过程中,结晶器液面波动合格指数变化如图3所示。可以看出,在经过一系列的调整措施后,液面波动合格指数也从2020年1月的5.05提升至2020年6月的9.33,提高幅度达40%。可见,改进后,结晶器液面波动得到了有效控制。
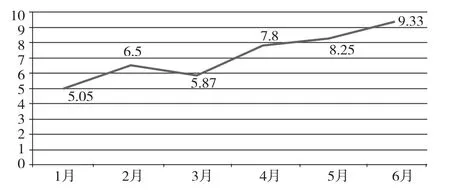
图3 2020年1—6月改进后的液面波动合格指数
4.恒拉速浇注
针对汽车用钢生产规格与技术指标,推进恒拉速浇注,制定严格的断面、拉速和通钢量标准,确保连铸过程处于相对恒拉速的条件下运行。同时,协调好物流,在正常浇注情况下,严格控制浇注速度增大和减少的幅度。此外,还要减少浇注过程中的调宽次数。上述改进措施可有效促进夹杂物上浮,防止卷渣现象发生。
目前,在浇注汽车用钢时,恒拉速指标也不断提升,2020年1月的恒拉速为82.83%,到2020年6月提高至93.18%。如图4所示。

图4 2020年1—6月改进过程中的恒拉速
除了采取的以上措施,在浇注过程中,提高中间包钢水过热度、水口对中及防止异钢种连浇过程中吨位过低都能减少钢水卷渣风险。
五、结论
通过一系列改进措施,汽车用钢铸坯在轧制工序的夹渣封锁率有了明显的下降,从2020年1月的6.3%减少至2020年6月的3.6%,每月由于铸坯夹渣缺陷从下工序返修的板坯量大幅减少,不仅节约了清理缺陷的机清和人工费用,而且还减少了物流不畅带来的生产成本;与此同时,汽车用户端夹渣抱怨次数下降50%,每月用户异议带来的直接经济损失下降70%。改进后的经济效益明显,由此也得到了以下结论:
——连铸浇注时结晶器液面的稳定控制是减少钢水卷渣的关键要素;
——减少水口吹氩量和提高浇注恒速率有助于结晶器液面的稳定,从而减少钢水卷渣;
——提高钢水纯净度,减少钢水中的夹杂物有利于改善水口堵塞,稳定浇铸过程,降低卷渣风险;
——产品质量的提高可有效降低生产成本,经济效益显著。
猜你喜欢
水泵技术(2022年2期)2023-01-15
山东冶金(2022年2期)2022-08-08
天津冶金(2021年3期)2021-06-28
中华建设(2018年3期)2018-04-23
红土地(2017年2期)2017-06-22
铸造设备与工艺(2016年5期)2016-11-26
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
职业·下旬(2014年4期)2014-08-25
中南大学学报(自然科学版)(2014年7期)2014-04-01