
基于间隙阻抗的微细孔电解加工伺服控制
2020-10-30 13:47:14牛献礼孔全存刘桂礼祝福莉
电加工与模具 2020年5期
牛献礼,孔全存,刘桂礼,祝福莉
(北京信息科技大学仪器科学与光电工程学院,精密测量技术与仪器研究所,北京100192)
随着工业产品的尺寸向微小型化方向发展,作为实现零件尺寸微型化的关键技术——微细加工及相关领域的研究和应用越来越受到重视与关注,特别是在高端柴油发动机喷油嘴、化纤喷丝板、打印机喷墨头微喷孔、高精度光学模具等领域应用广泛[1-8]。同时,随着技术不断进步,对零部件加工的尺寸精度和表面质量提出了更高的要求,针对微小直径高深宽比的微细孔、槽、微三维结构生物模具的微细加工,是未来的重要研究方向。
在微细孔电解加工中,孔的加工精度取决于电解加工的工艺参数和对加工间隙的控制[9],加工过程中间隙的变化直接影响孔的加工精度、加工效率及表面质量。在加工过程中对间隙进行检测与控制,对提高微细孔的加工质量与加工效率具有重要意义。
通常,微细电解加工间隙在几十微米以下,在如此小间隙内进行电解加工将造成换液困难、间隙难以检测控制,导致加工效率和加工精度降低。研究证明,采用高频脉冲电源可有效提高微细孔的加工定域性;高压中空冲液的方式可加速电解过程中加工产物的排出,使电解液更新及时;侧壁绝缘电极可排除侧壁对微细孔的加工,提高微细孔的加工质量。综合以上,在高频脉冲电源、高压中空冲液和侧壁绝缘电极的工艺方式下,如何提高加工间隙伺服控制系统的性能,是提高微细电解加工精度和加工效率的关键技术之一。
常用的伺服控制方法包括超声检测法、视觉测量法、平均电流、平均电压、峰值电压、双电层电容和模糊控制法。Hopenfeld等[10-11]提出的探针测量法、Clifton等[12]研究的超声 测 量装置、Alexandre等[13]设计的模糊逻辑控制算法伺服控制设备、康敏等[14]开发的基于机器视觉的测量方法、孔全存等[15]提出的基于双电层电容的微细电解加工间隙在线检测方法、史先传等[16]提出的低电压湿对刀法,都对微细孔电解加工的伺服控制提供了借鉴意义。
超声检测法和视觉测量法可实现有效的在线测量,但占用加工空间,且随着加工的进行,检测误差较大;平均电压法简单灵活,但随着脉冲频率增大误差也增大;峰值电压法信噪比高,但与间隙的线性度较差,不能代表间隙大小的变化特性;湿对刀法与双电层检测法检测误差小,但需停车对刀,影响加工效率;模糊逻辑控制算法复杂,运算量大。
电解加工过程是非机械接触加工,加工过程中的间隙变化规律对掌握电解加工工艺规律、保证加工过程的稳定从而控制加工精度有重要意义。针对高深宽比微细孔加工效率低的问题,本文提出基于间隙阻抗的微细孔电解加工伺服控制方法,通过开展100~200μm孔径、高深宽比的电解加工实验,验证伺服控制方法的可行性。
1 微细孔电解加工模型
1.1 工艺路线
在高深宽比的微细孔加工中,高频脉冲电源能有效提高加工精度、加工效率,从而保障加工工艺的稳定性。脉冲电源主要利用脉间去极化脉冲压力波效应,脉间去极化过程能增强电解液的非线性特征,提高加工定域性与表面质量;而脉冲压力波效应可改善间隙内的流场环境,改善加工进程,提高电解液的蚀除速率与工件质量[16]。
在微细孔加工过程中,由于加工孔径小,对工具电极也有一定的要求。采用非侧壁绝缘工艺电解加工时,阴极工具表面产生氢气,电极下端面和侧壁同时对金属工件进行加工,加工成形面和加工间隙内产生的电解产物较多,加工孔的锥度较大。而采用侧壁绝缘工艺制备的电极加工时,电极侧壁被绝缘层包围,屏蔽了侧壁电场,加工区域被约束到电极端面,生成的加工产物相对较少,且加工孔的锥度相对较小,孔型较为一致。
随着加工深度的增加,电化学反应持续进行,生成的产物逐渐增多,在微小间隙内开始累积,局部因产物无法排除而产生短路现象,影响加工精度且损坏电极。而在电解加工过程中采用中空电极工艺,电解液系统通过增压过程,经密封装置进入中空电极内部,电解液以每秒超十米的速度流入加工间隙内,带走间隙内的电解产物,更新加工区域内的电解液,降低区域温度场。因此,采用高压中空冲液方式对微小间隙内的流场动态环境有提升帮助,产物和电解液在高压动力带动下加速电解进程。
综上,在加工中采用侧壁绝缘电极、高压中空冲液和高频脉冲电源的工艺,高频脉冲电源提高加工定域性,侧壁绝缘电极约束加工区域,高压中空冲液保证产物排出顺畅,电解液更新及时。图1是本试验中微细孔电解加工示意,基于以上三种微细孔加工工艺,探索加工间隙的变化过程。
1.2 模型建立
针对具有高深宽比微三维结构的微细电解加工,加工间隙是影响加工效率与精度的核心因素,如何保证在加工过程中对间隙精准掌握和控制、达到稳定均匀的小间隙是加工的核心问题。因此,针对微细电解加工间隙检测的伺服控制方法,是提高加工效率与精度的未来研究方向之一。
设在初始间隙中的电解液流速为μ,阴极与工件之间的外加电压为U,工具阴极以速度Vc进给,此时工件表面的溶解速度va可表示为:
式中:η为电流效率;ω为电化学当量;κ为电解液的电导率;Δ为加工间隙。
图2是加工过程的间隙示意,在整个电解加工过程中,阴极表面形状、尺寸基本不变;加工面相对阴极间隙为Δ,初始间隙为Δ0,经过t时间后的间隙Δ可表达为:
由式(2)可得:
总之,语文教师应该站在儿童视角上,充分利用教材有效地对其进行阅读教学,还给学生自由阅读的权利,允许学生自主选择阅读的方向,鼓励学生按照自己的方法和兴趣去阅读,从而让阅读真正走入儿童的心灵,让他们体会到阅读的快乐。
其中:


图2 加工间隙示意图
将式(4)代入式(3)可得:

如前所述,令C=ηωκUR,则可得:

下加工间隙不随时间而发生变化,这时的加工间隙称为平衡间隙Δb,即:

当阴极与工件之间的间隙为Δ时,两电极间存在的电解液电阻R为:

式中:S为电极截面积。

2 微细孔电解加工实验
2.1 阻抗模型的优化
利用微细电解非侧壁绝缘中空电极,在脉冲电源的工艺条件下配合中空冲液方式,针对常用铁基材料304不锈钢,开展直径为100~200μm、深为500μm的高深宽比微细阵列孔电解加工实验,探究间隙阻抗与加工间隙之间的关系。
表1是实验采用的加工参数。为了降低流场、电极等因素对加工结果的影响,对加工过程及参数做归一化处理,具体约束如下:①在不同的进给速度下,采用相同的供液压力和冲液方式;②采用相同结构尺寸的微细中空非侧壁绝缘电极;③采用相同电参数、初始间隙。
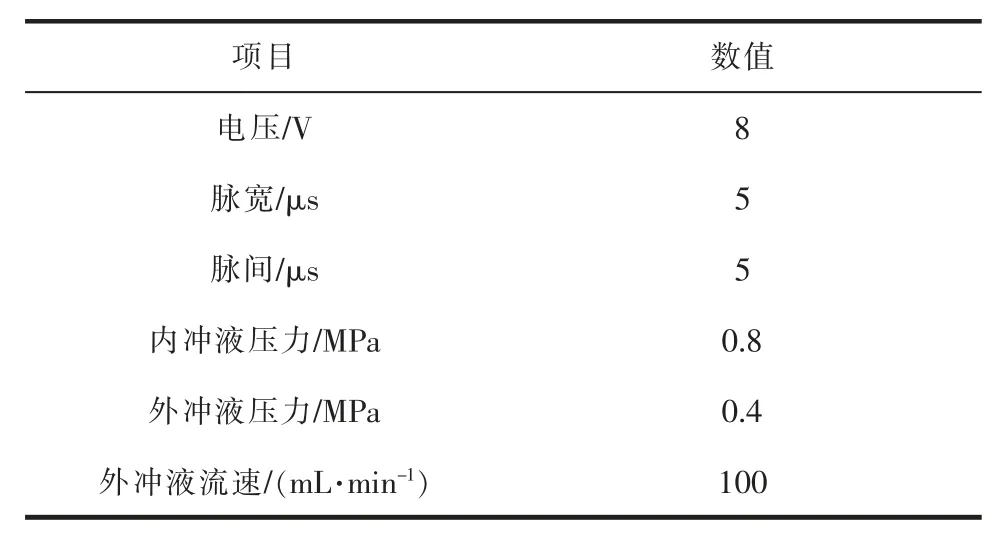
表1 实验加工参数
分别记录在不同的进给速度下,在加工深度为100、200、300、400μm处的加工电压及加工电流数值各10组,取平均值绘制得图3、图4。

图3 加工电压随加工深度的变化

图4 加工电流随加工深度的变化
由图3可看出,在不同的加工速度下,电压随着深度的增加都出现逐渐变小的趋势,其中,在进给速度为5、7、9μm/s下,由于加工速度过小、加工间隙较大,导致电压变化不明显;由图4可看出,在不同的加工速度下,加工电流随着深度的增加都逐渐增大。在这个实验条件下,加工过程无回退,恒速最大进给速度为15μm/s。为了进一步提高加工效率,缩小孔径,进而研究间隙阻抗与加工间隙之间的关系,得到间隙阻抗与加工深度的关系见图5。可看出,在微细电解加工过程中,间隙阻抗随着加工深度的增加而逐渐变小,结合式(8)可知,随着加工的进行,加工间隙随之变小,间隙阻抗也不断变小。
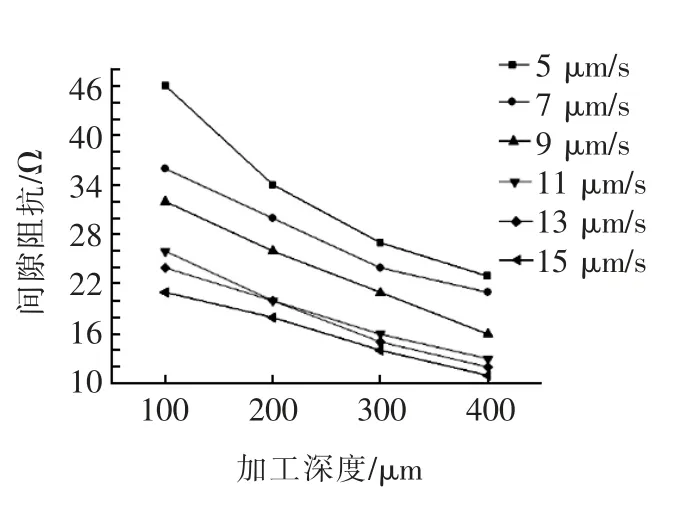
图5 间隙阻抗随加工深度的变化
随着电解加工的进行,电极不断进给,间隙阻抗、加工间隙也不断发生变化。根据图5所示的加工数据,在保证产物顺畅排出、电解液及时更新的条件下,加工间隙越小,加工精度越高,取最大进给速度下阻抗R与加工深度h之间的关系:

将式(10)代入式(9)可得:

2.2 不同控制方法下的孔径比较
根据已优化的加工参数,采用电压8 V、脉宽和脉间均5μs、中空冲液压力0.8 MPa的条件,在不锈钢薄片上开展电解加工实验,得到不同控制方法加工后的孔径尺寸见图6。

图6 不同控制方法下的孔径大小
从图6可知,采用恒速进给方法、平均电压电流控制方法、基于间隙阻抗的控制方法加工出的最大和最小孔径分别为192.61、184.44、170.24μm和185.66、172.21、164.25μm,对比可知,基于间隙阻抗的控制方法加工出的孔径较小。
2.3 高深宽比阵列孔加工
根据优化的模型参数,在500μm厚的304钢片上开展高深宽比微细阵列孔电解加工实验,得到的正、反面孔形见图7。通过对比微细孔的孔径尺寸及加工时间,进一步验证其应用可行性。
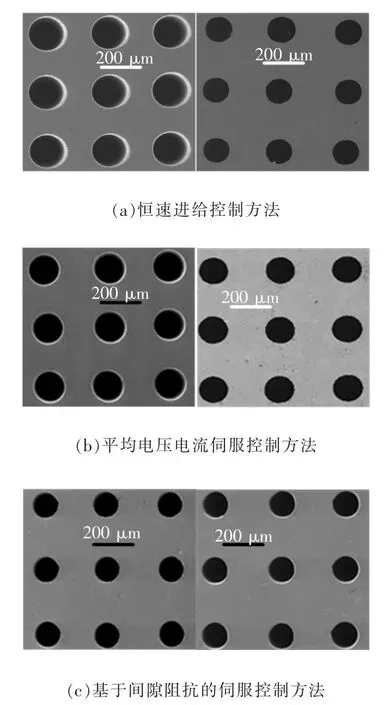
图7 不同方法加工的微细阵列孔形
结果显示,恒速进给加工出的孔径较大,入口直径为194μm、出口直径为141μm,加工时间为34 s;采用平均电压电流法加工出的孔入口直径为182μm、出口直径为138μm,加工时间为25 s;基于间隙阻抗的控制方法加工的孔径最小,入口直径为173μm、出口直径为134μm,加工时间为20 s。综上所述,在相同加工参数下,采用基于间隙阻抗的控制方法加工所得孔的出、入口尺寸小,加工时间短,为最优选的加工方式。
3 结论
针对当前微细电解加工效率不高的现状,提出基于间隙阻抗的控制方法,在304不锈钢表面开展实验,得到以下结论:
(1)分别采用匀速进给、平均电流电压及基于间隙阻抗的模型控制方法开展验证实验,结果表明,基于间隙阻抗的模型控制方法加工时间短、加工效率高,所得孔的出、入口尺寸小。
(2)利用基于间隙阻抗间隙检测及伺服控制方法,在500μm厚的304不锈钢片上加工出了入口173.6μm、出口134.8μm的高深宽比微细阵列孔,其加工时间比恒速进给加工减少41%、比平均电压电流法加工减少20%,验证了该方法的可行性。
猜你喜欢
工程建设与设计(2021年11期)2021-07-28 06:33:42
四川冶金(2019年4期)2019-11-18 09:30:50
山东冶金(2019年5期)2019-11-16 09:09:12
模具制造(2019年3期)2019-06-06 02:10:52
凿岩机械气动工具(2017年3期)2017-11-22 07:22:04
舰船科学技术(2016年1期)2016-02-27 15:39:14
电源技术(2016年2期)2016-02-27 09:04:59
中国资源综合利用(2016年7期)2016-02-03 03:00:19
新疆钢铁(2015年1期)2015-11-07 03:11:03
华东理工大学学报(自然科学版)(2015年5期)2015-02-27 13:49:59
