Box-Behnken试验设计优化龙香芋饮料生产工艺
2020-10-29 09:04:32李志方施帅陈席陈桃桃楼羽莎徐海祥
食品与发酵工业 2020年20期
李志方,施帅,陈席,陈桃桃,楼羽莎,徐海祥
(江苏农牧科技职业学院,江苏 泰州, 225300)
龙香芋是江苏兴化特有的芋头品种,兴化地处里下河地区,水网纵横,土壤特别适合龙香芋的生长。王瑜等[1]研究表明,芋头多糖对羟自由基有很强的清除作用,对氧自由基有一定的清除作用,可减少甚至避免强氧化剂对有机体的损伤,从而起到延缓衰老,防止大脑老化等多方面的功效,达到抗衰老的目的。姜绍通等[2]通过水提醇沉的方法制得芋头多糖,可促进小鼠脾淋巴细胞的增殖,显著提高小鼠巨噬细胞的吞噬能力。芋头中除含有淀粉,还富含蛋白质、膳食纤维、果胶和芋头多糖,芋头多糖对人体内的羟自由基具有很强的清除作用。国内外对以香芋为主要原料生产饮料的研究并不多见,因香芋极易褐变,曹晟等[3]将芋头破碎后在80 ℃条件下糊化10 min生产芋头清汁饮料,余振宇[4]用先将芋头蒸熟后再去皮打浆的方法生产芋头浊汁饮料,目的是防止芋头褐变,一般香芋饮料的生产大多采用香芋粉调配或香芋蒸熟后打浆的方法,香芋粉生产时通常采用热风干燥,但香芋蒸熟会引起风味物质挥发,这2种生产工艺对香芋中风味物质的损失均较大,所以香芋饮料通常都是通过后期添加香精来产生香芋风味;因香芋粉很难溶解,即使经过均质后仍然易产生沉淀,因此解决香芋饮料中淀粉、蛋白质和纤维等组成的胶体体系沉淀问题和贮藏中稳定性问题仍是加工的关键。周志英[5]将去皮香芋用0.1%柠檬酸溶液护色再用沸水热烫5 min以钝化酶防止香芋褐变,接着糊化 60 min的方法榨汁生产香芋饮料,但是风味物质的损耗较大。本文以兴化龙香芋为主要原料,针对龙香芋饮料易沉淀和风味损失等问题,研究采用生榨技术及物理方法护色生产龙香芋饮料的工艺参数,同时添加亲水性胶体和乳化剂,利用乳化剂和淀粉络合形成淀粉-脂质复合物,旨在减缓体系中悬浮颗粒的沉降速度,并利用Box-Behnken响应面法对饮料生产工艺及参数进行优化。
1 材料与方法
1.1 材料与试剂
新鲜龙香芋,兴化农产品批发市场;羧甲基纤维素钠(carboxymethylcellulose sodium,CMC-Na)、单硬脂酸甘油酯、黄原胶(食品级),河南万邦实业有限公司。
1.2 仪器与设备
e320破壁料理机,Vita-Mix Corporation;JM-LB80A胶体磨,杭州惠合机械设备有限公司;GYB30-6S高压均质机,上海东华高压均质机厂;AVANTI J-15R高速冷冻离心机,美国贝克曼库尔特;HWS24型电热恒温水浴锅,济南启科仪器设备有限公司;NAR-2T·UH阿贝折光仪,ATAGO(爱拓)中国分公司。
1.3 试验方法
1.3.1 生榨香芋饮料的工艺流程
生榨香芋饮料的工艺流程:
1.3.2 生榨香芋汁的制备
香芋去皮、清洗后切成1~2 cm大小的芋块;立即放入破壁机并加入80 ℃以上的热水,所加热水的量为香芋质量的4倍,打成龙香芋汁;打好的香芋汁再经胶体磨处理,当顺时针转动胶体磨调节环感到有少许摩擦时,立即逆时针旋转调节环15刻度线与指针重合;胶体磨处理后的香芋汁冷却至50~60 ℃时用高压均质机进行均质,均质压力控制在8~20 MPa。
1.3.3 生榨香芋汁中可溶性固形物含量测定
在20 ℃下用阿贝折光仪来测定香芋汁中可溶性固形物的含量。
1.3.4 香芋饮料的制备

1.3.5 生榨香芋汁稳定性评价[8-9]
称取一定量的样品置于离心管中,在3 000 r/min的离心速下离心 10 min,并把上清液倒掉,倒置离心管,几分钟后把管壁上剩余液体吸掉,精确称量沉淀质量,并算出离心沉淀率。离心沉淀率计算如公式(1)所示:

(1)
1.4 实验设计
1.4.1 香芋生榨汁工艺条件确定
榨汁方法和均质操作是制作生榨香芋汁的关键步骤,以测定生榨香芋汁中可溶性固形物含量为指标,分别改变所加热水温度、均质压力、均质次数等参数,通过单因素实验和正交实验评价各因素对香芋汁中可溶性固形物含量的影响。在固定均质压力14 MPa、均质2次[10]的条件下制备香芋汁,考察80、85、90、95、100 ℃不同热水温度对香芋汁可溶性固形物的影响。固定热水温度95 ℃、均质2次的条件下制备香芋汁,考察8、11、14、17、20 MPa不同均质压力对香芋汁中可溶性固形物的影响。固定热水温度95 ℃、均质压力14 MPa条件下制备香芋汁,考察1、2、3、4次均质处理对香芋汁可溶性固形物的影响。
1.4.2 香芋生榨饮料主要配方参数的优化
预试验研究结果表明:CMC-Na、单硬脂酸甘油酯和黄原胶用量是影响香芋生榨饮料质量的最重要的几个因素,以香芋生榨饮料离心沉淀率为指标,经单因素试验后对CMC-Na、单硬脂酸甘油酯和黄原胶用量的工艺参数采用Box-Behnken 试验设计进行优化选择[11-16],确定香芋生榨饮料配方参数条件。
1.5 感官及理化指标检测方法
根据GB/T31326—2014《植物饮料》的感官指标、理化指标要求检测,感官指标经随机抽取20名有一定品评经验的食品营养与检测专业学生对香芋生榨饮料感官品质进行评价;对经试验确定最优工艺制作的香芋饮料进行理化指标检测。
1.6 数据处理
利用SPSS软件处理单因素试验方差分析数据,工艺优化试验设计采用Design-Expert软件处理。
2 结果与分析
2.1 香芋生榨汁工艺条件确定
2.1.1 加水温度对香芋汁可溶性固形物含量的影响
由图1可以看出,不同加水温度对成品可溶性固形物有显著影响,随着温度的增加,香芋汁中可溶性固形物含量呈增加趋势,当加水温度高于90 ℃时,香芋汁中可溶性固形物含量增加很小,可能是90 ℃以上的高温虽然会促进香芋汁中胶体颗粒的扩散系数和碰撞频率增加,但对可溶性固形物的继续溶解影响非常小,所以加水温度以90 ℃为宜,考虑到热水遇到香芋时温度会下降,水的温度选择95 ℃。

图1 加水温度对成品可溶性固形物的影响Fig.1 Effect of water temperature on soluble solids content
2.1.2 均质压力对香芋汁中可溶性固形物含量的影响
由图2可以看出,不同均质压力对香芋汁中可溶性固形物有显著影响,随着均质压力的增加,开始时香芋汁中可溶性固形物含量也显著增加,当均质压力达到14 MPa以后,香芋汁中可溶性固形物含量增加很小,从耗能的角度考虑,均质压力不是越大越好,综合考虑采用14 MPa比较适宜。

图2 均质压力对可溶性固形物含量的影响Fig.2 Effect of homogeneous pressure on soluble solids content
2.1.3 均质次数对香芋汁中可溶性固形物含量的影响
由图3可以看出,随着均质次数的增加,香芋汁中可溶性固型物含量开始时也逐渐增加,当均质次数从1次增加到2次时,香芋汁中可溶性固形物含量增加趋势较明显,当均质3次、4次时,淀粉继续溶出的量很少,原因可能是经过2次均质后,颗粒基本被完全破碎,淀粉溶出达到很大程度,再增加均质次数后,香芋汁中可溶性固形物含量提高的效果并不显著,综合考虑时间和能耗成本,选择均质2次。

图3 均质次数对可溶性固形物含量的影响Fig.3 Effect of homogenization times on soluble solids
2.1.4 香芋最佳生榨工艺的选择
在单因素实验的基础上,热水温度、均质压力及均质次数选取较优工艺参数,以香芋汁中可溶性固形物含量为评价指标,按照L9(34)设计正交试验,对榨汁工艺进行优化分析,筛选出产品的最佳榨汁工艺。因素水平见表1,正交试验结果见表2。

表1 正交试验因素水平表Table 1 The orthogonal test of factors and levels

表2 正交试验结果Table 2 The orthogonal test of results
由表2可知,各因素对产品中可溶性固形物含量的影响大小依次为A>B>C,即热水温度>均质压力>均质次数,根据正交试验的结果,最终确定香芋生榨汁的最优生产工艺为A2B2C1,即加水温度应95 ℃,均质压力14 MPa,均质2次。经验证试验,用此工艺生产的香芋生榨饮料中可溶性固形物含量为2.67%,高于所有试验组。
2.2 香芋生榨饮料主要配方参数的优化
2.2.1 CMC-Na的添加量对成品离心沉淀率的影响
选取CMC-Na的添加量分别为0.04%、0.08%、0.12%、0.16%、0.20%[17],在榨汁时添加95 ℃热水、均质温度55 ℃、均质压力14 MPa、均质2次、单硬脂酸甘油酯0.10%、黄原胶0.02%的条件下制备龙香芋饮料,考察CMC-Na的添加量对成品离心沉淀率的影响,结果如图4所示。

图4 CMC-Na添加量对成品离心沉淀率的影响Fig.4 Effect of CMC-Na addition on centrifugal precipitation rate of finished products
由图4可以看出,不同CMC-Na添加量对成品离心沉淀率影响较显著,CMC-Na 添加量达到0.12%后,香芋饮料的离心沉淀率的变化趋于平缓,说明在 0.12% 的基础上继续增大 CMC-Na 添加量对香芋饮料的稳定性无显著增强作用(P>0.05)。因此,选用0.12%(质量分数)作为适宜的添加量。
2.2.2 单硬脂酸甘油酯的添加量对成品离心沉淀率的影响
选取单硬脂酸甘油酯的添加量分别为0%、0.05%、0.10%、0.15%、0.20%,在榨汁时添加95 ℃热水、均质温度55 ℃、均质压力14 MPa、均质2次、CMC-Na 0.12%、 黄原胶0.02%的条件下制备香芋饮料,考察单硬脂酸甘油酯的添加量对成品离心沉淀率的影响。

图5 单硬脂酸甘油酯的添加量对成品离心沉淀率的影响Fig.5 Effect of monoglyceride content on centrifugal precipitation rate of finished products
由图5可以看出,不同单硬脂酸甘油酯添加量对成品离心沉淀率有显著影响,在单硬脂酸甘油酯添加量为0.10%时,成品离心沉淀率最低,后随添加量增加,离心沉淀率增大,当乳化剂添加量进一步增加时,超过了乳化剂的临界胶束浓度,乳化剂分子就会在溶液内部聚集,构成亲油基向内、亲水基向外的球状胶束[18],从而提高了离心沉淀率。因此,选用0.10%(质量分数)作为最佳添加量。
2.2.3 黄原胶的添加量对成品离心沉淀率的影响
选取黄原胶的添加量分别为0.01%、0.02%、0.03%、0.04%、0.05%,在榨汁时添加95 ℃热水、均质温度55 ℃、均质压力14 MPa、均质2次、CMC-Na 0.12%、单硬脂酸甘油酯0.10%的条件下制备龙香芋饮料,考察黄原胶的添加量对成品离心沉淀率的影响。

图6 黄原胶添加量对成品离心沉淀率的影响Fig.6 Effect of xanthan gum addition on centrifugal precipitation rate of finished products
由图6可以看出,不同黄原胶添加量对成品离心沉淀率有显著影响,在黄原胶添加量为0.03%时,成品离心沉淀率最低,可能是在此添加量下,黄原胶具有最佳的流变学特性,使香芋饮料中的颗粒呈悬浮状态,有较少量的沉淀物[19]。因此,选用0.03%(质量分数)作为最佳添加量。
2.2.4 香芋生榨饮料主要配方参数的响应面分析法优化
以离心沉淀率为指标,根据单因素试验及其方差分析结果,采用Box-Behnken试验设计优化其最佳工艺参数,并用Design-Expert软件对回归模型进行分析,因素水平如表3所示,响应面设计与结果见表4。

表3 响应面试验因素水平和编码Table 3 Factors and levels of response surface analysis

表4 响应面试验设计与结果Table 4 Results and experimental design of Box-Benhnken
试验组1~12为析因实验,13~17为中心试验。17个试验点分为析因点和零点,其中析因点为自变量取值在X1、X2、X3所构成的三维顶点;零点为区域的中心点,零点实验重复5次,以估计实验误差。采用RSA Quadratic Model对所得数据进行回归分析,回归分析结果见表5。

表5 回归模型及方差分析Table 5 Anova results of response surface quadratic model
由表5可知,模型F值为26.58,产生误差的可能性只有0.01%,具有显著性。“Prob>F”值小于0.010 0表明计算模型是高度显著的,在试验中A、C和B2是显著的模型体系;值大于0.100 0表明模型计算影响不大。如果有很多意义不大的模型计算(不计算那些需要支持系统的数据),可减少模型数可以改善模型。“失拟F值”为0.10,意味着失拟项相对纯误差不显著,说明实验拟合情况好,实验误差小,且有99.98%的几率“失拟F值”会发生,说明失拟项非显著性良好。
对各因素进行回归拟合,得到回归方程:
Y=4.26+0.18A-0.05B-0.23C+0.77A2+1.12B2+0.57C2+0.05AB-0.10AC+0.15BC
为了直观表示各因素对响应值的影响,并反映最佳优化条件,作出响应面图,如图7~图9所示。
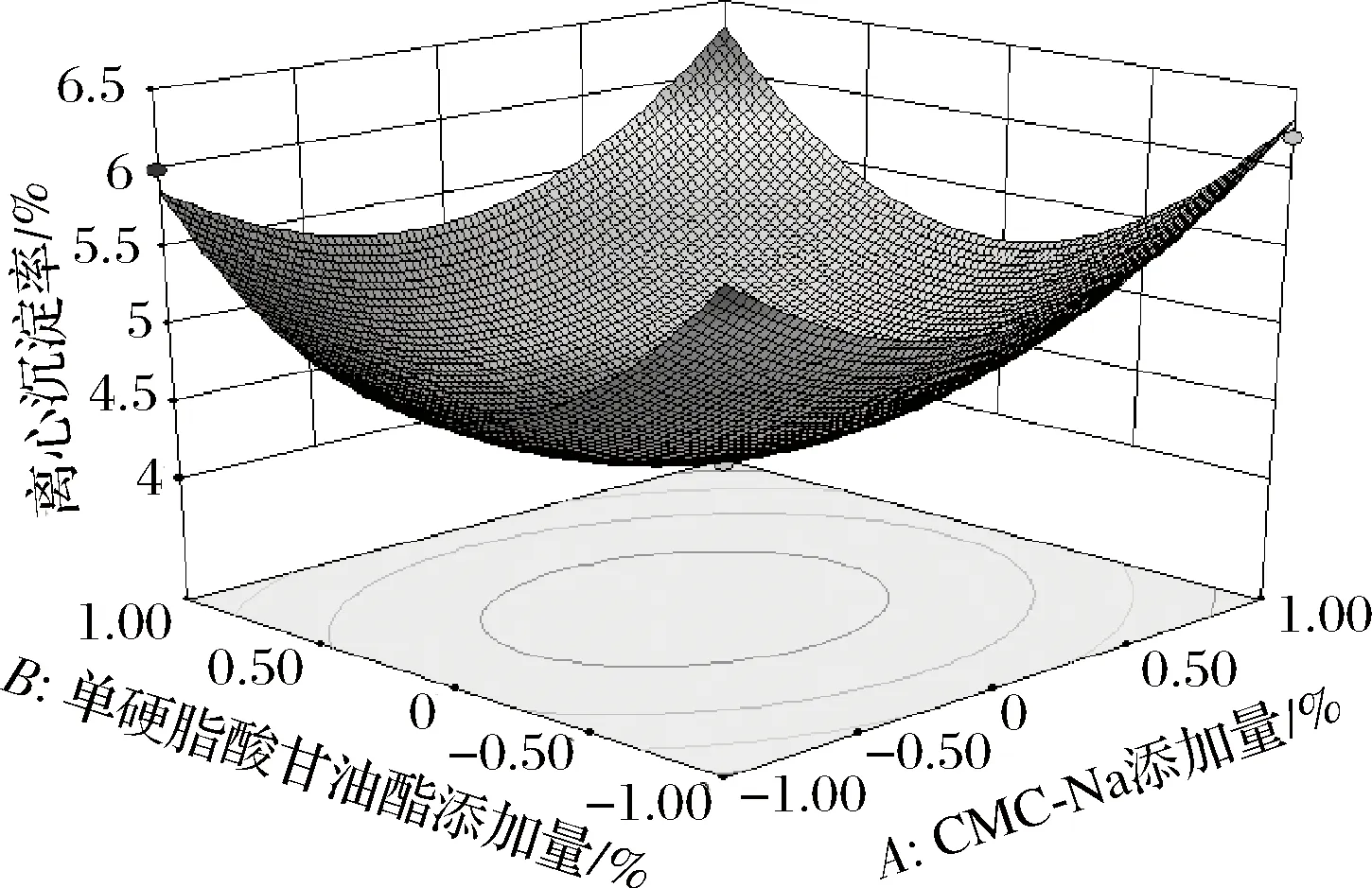
图7 单硬脂酸甘油酯和CMC-Na的添加量交互影响离心沉淀率的响应面Fig.7 Response surface of the interaction of monoglyceride and CMC-Na on centrifugal sedimentation rate

图9 黄原胶和单硬脂酸甘油酯的添加量交互影响离心沉淀率的响应面Fig.9 Response surface of the interaction of xanthan gum and monoglyceride on centrifugal sedimentation rate
图7~图9反映了各因素对离心沉淀率的影响,由等值线图可知存在极值的条件应该在弧形内侧。比较3组图可知,黄原胶的添加量(C)对离心沉淀率的影响最为显著,表现为曲面较陡;而单硬脂酸甘油酯的添加量(B)次之;CMC-Na的添加量(A)最末,表现为曲面较为平滑,随数值的增加或减少,其响应值变化较小。
在因素水平范围内,进一步确定最佳点的值,运用优化程序“Optimization”求解最佳点,解得:A=-1,B=0,C=1,即CMC-Na的添加量为0.16%,单硬脂酸甘油酯的添加量为0.12%,黄原胶的添加量为0.02%。
2.2.5 验证试验
在优化的条件下重复3次实验,结果见表6。

表6 香芋生榨饮料主要配方参数的重现性实验Table 6 Reproducibility experiment of main formula parameters of taro raw squeezed beverage
由表6可知,香芋生榨饮料的离心沉淀率平均值为5.08%,相对标准偏差为1.53%,说明优化配方参数的稳定性良好。因此制备香芋饮料的主要配方参数选择CMC-Na的添加量为0.16%,单硬脂酸甘油酯的添加量为0.12%,黄原胶的添加量为0.02%。
2.2.6 产品感官评价结果
产品呈乳白色或亮黄色,色泽均匀明亮;有浓郁的香芋风味,无异味;口感细腻润滑,黏稠度适中,酸甜可口;呈浑浊均匀的乳状体,具有很好的流动性,无沉淀及分层现象。
3 结论
经单因素实验及正交试验及经响应面分析法优化工艺,确定了香芋生榨工艺条件为加水温度95 ℃,均质压力14 MPa,均质2次。以成品离心沉淀率为评价依据,经响应面优化工艺,得出香芋生榨饮料最佳工艺条件为:CMC-Na的添加量为0.16%,单硬脂酸甘油酯的添加量为0.12%,黄原胶的添加量为0.02%(均为质量分数),经此条件处理后,此时成品离心沉淀率为5.08%左右,产品稳定性较好。
猜你喜欢
智慧农业导刊(2022年15期)2022-11-24 05:43:12
长江蔬菜(2019年12期)2019-07-16 02:51:04
四川农业科技(2017年3期)2017-04-04 11:35:51
中国塑料(2016年2期)2016-06-15 20:30:00
汉语世界(2015年1期)2015-12-28 11:05:20
汉语世界(2015年2期)2015-03-26 09:19:01
科学生活(2015年9期)2015-02-17 08:48:36
汉语世界(2015年2期)2015-01-18 02:44:00
食品工业科技(2014年15期)2014-03-11 18:17:45
湖南农业科学(2014年3期)2014-02-27 14:28:21