某铁精矿浮选脱硫探究试验
2020-10-29 09:50张洋洋吴雪兰陈意帆赵文涛
科技视界 2020年28期
张洋洋 吴雪兰 ,2* 陈意帆 雍 超 赵文涛
(1.安徽工业大学冶金工程学院,安徽 马鞍山 243032;2.安徽工业大学<冶金减排与资源综合利用教育部重点实验室>,安徽 马鞍山 243002)
铁矿资源是钢铁行业发展的基础支撑和重要保障,是我国一种非常重要的战略性矿产资源,对保障国家资源经济安全、国防安全等具有重要意义。我国铁矿石分布较广,储量较大,遍及全国。 大部分铁矿分布在东北、华东地区,例如河北、内蒙古、安徽等省份[1-2]。
铁精矿,作为铁矿造块的一个重要原料,其质量决定着炉料的好坏, 继而对钢铁生产有着直接的影响。硫作为钢铁中的有害元素,其含量越高,则会显著降低钢的塑性,因而钢铁工业对炉料中硫含量有着严格的要求[3]。 基于此,脱除高硫铁精矿中的硫,不仅能够提高铁精矿的质量,而且能提高钢铁的质量,对铁精矿市场竞争力的提升有着重要的意义[4]。
矿石中硫的存在状态大部分来自黄铁矿和磁黄铁矿,经物相分析,本试验所用铁精矿含硫主要来自磁黄铁矿。 由于磁黄铁矿的复杂性,采用常规的磁选法很难将其与磁铁矿分离[5],对于硫超标的铁精矿,国内外主要采用浮选工艺脱硫[6-10],从实际的研究和实践来看,这种方法脱硫效果普遍良好,因而本次试验用浮选法降硫脱出磁黄铁矿, 探究不同的药剂用量、pH 对铁精矿脱硫实验效果的影响。
1 原矿铁精矿的性质
1.1 铁物相分析
本次试验矿样为山西某铁精矿,该铁精矿经中钢集团安徽天源科技股份有限公司中心实验室,在温度25℃,60%RH(RH 为相对温度)的检测环境,采取 GB/T6730.65-2009 的检测方法测得全铁含量, 采取TYZX/ZY-04-005 的检测方法测其他金属铁矿物,具体数据见表1。

表1 铁物相分析
1.2 硫物相分析
该铁精矿硫物相分析结果由安徽省铜陵有色设计院检测所得,具体数据见表2。

表2 硫物相分析
综合以上两表可知,该铁精矿样品硫矿物,硫酸盐占量较多,硫化物中的硫又以磁黄铁矿为多数(作为磁性铁一同被检测出),黄铁矿较少,其中还含有一些其他的铁矿物。 铁精矿铁品位为66.39%,全硫品位为0.328%,由此得到该铁精矿的组成以及铁/硫物相,为后续工作的进行以及实验流程和方法的确定奠定基础。
1.3 粒度分布
粒度分布见表3, 粒度累计曲线见图1。 由此可见,本次试验矿样粒度较细,在一定程度上已部分实现矿物的单体解离,若再磨并且时间过长,会导致矿样过细及捕收剂用量的增加, 同时降低硫的分选效果, 因而试样在短时间内经磨矿以暴露新鲜表面后,参与浮选试验。

表3 粒度分布表
2 试验方法
2.1 试验药剂
经查阅相关资料及结合现有的试验条件,选取丁黄药为捕收剂,硫酸铜为活化剂,硫酸(1%)为pH 调整剂,2 号油为起泡剂, 探究不同的药剂用量对铁精矿脱硫实验效果的影响。

图1 粒度累计曲线
2.2 反浮选试验
本次试验采用反浮选脱硫法。 反浮选试验是在容积为500 mL 的实验室单槽浮选机上进行,设定搅拌转数为2 000 r/min。试验之前对矿物实行堆锥混匀,然后四分取样,使取得的样更具有代表性;调浆使pH 至设定值,搅拌3 min;加入活化剂进行活化,搅拌3 min;加入捕收剂,搅拌3 min;加入起泡剂,搅拌后进行刮泡,待泡沫上无矿物时,刮泡结束,将所得精矿和尾矿进行过滤、烘干、称重、计算产率以及取样进行化验。具体数据和实验操作过程因控制变量、自变量不同而不同。 试验浮选流程图如图2 所示。

图2 浮选流程图
3 实验结果与讨论
3.1 不同矿浆pH 对浮选脱硫的影响
保持矿浆浓度为55%以及活化剂和捕收剂的用量和种类不变。 测定每组实验pH 值, 平均初始矿浆pH,用浓度为1%的硫酸进行调桨,探究矿浆pH=6.0,pH=6.5,pH=7.0 时对浮选脱硫的影响。 待搅拌均后,加入浓度为1%的活化剂硫酸铜,用量500 g/t 并保持不变,搅拌3 min;加入浓度为1%的丁黄药,用量400 g/t 并保持不变,搅拌3 min;加入2 号油,充气、刮泡。得到不同pH 值对浮选脱硫的影响,见表4。

表4 不同pH 值对浮选脱硫的影响
由表 4 和图 3 可得当保矿浆 pH 为 6.5 时, 脱硫效果较好,脱硫效果在酸性条件下更好。 在酸性条件下,既能防止捕收剂的水解和变质,同时在一定程度上可清洗矿物表面的污泥和亲水性氧化薄膜,具有一定的洗涤作用,因此建议选择矿浆pH 为6.5 左右。

图3 不同pH 值对浮选脱硫的影响
3.2 捕收剂用量对脱硫影响
本次试验通过堆锥法混匀, 四分法进行取样,取得矿样(-200 目)289.93 g,采用 500 mL 实验室单槽浮选机,保持矿浆浓度为55%左右,同时保持活化剂的用量和种类以及矿浆pH(pH=6.5)不变,采用控制变量的方法探究捕收剂用量对反浮选脱硫的影响。
每次试验前测定矿浆初始pH,加入浓度为1%的硫酸进行调浆, 同时在一定程度上也起到活化的作用,使用硫酸调至矿浆pH 为6.5 左右;待搅拌均后,加入浓度为1%的活化剂硫酸铜,使用300 g/t 的用量保持不变,搅拌3 min;加入捕收剂丁基黄药,每次加入量为 100 g/t,200 g/t,300 g/t,400 g/t,500 g/t,600 g/t 以探究对实验脱硫的影响;加入2 号油,用量50 g/t保持不变,充气、刮泡至泡沫发白。试验结果见表5 和图4。
由表5 及图4 可知捕收剂的用量对硫化矿的浮选有一定的效果,随着捕收剂剂用量的增加,脱硫效果是先升高后降低。 对比丁黄药用量分别为500 g/t和400 g/t 效果,500 g/t 时铁回收率较高,硫回收率相差不大,但脱硫尾矿铁含量较低,硫含量较高,所以根据本次试验结果,建议丁黄药用量为400 g/t。

表5 丁黄药用量对脱硫影响
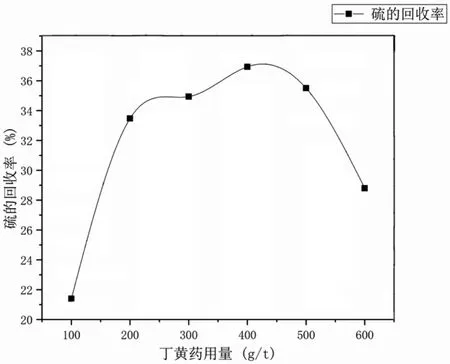
图4 丁黄药用量对脱硫影响
3.3 活化剂用量对脱硫影响
本次试验通过堆锥法混匀, 四分法进行取样,矿样用量为289.93 g,保持矿浆浓度在55%左右,采用控制变量的方法探究活化剂用量对反浮选脱硫的影响。
每次试验前测定矿浆初始pH 值,加入浓度为1%的硫酸进行调浆,使用硫酸调至矿浆pH 为6.5 左右;搅拌均后,加入浓度为1%的活化剂硫酸铜,每次加入量为 300 g/t,400 g/t,500 g/t,600 g/t 以探究对实验脱硫的影响,搅拌3min;加入捕收剂丁基黄药,使用300 g/t 的用量保持不变,加入2 号油,用量50 g/t 保持不变,充气刮泡至泡沫发白。 试验结果见表6 和图5。
根据表6 和图5 可得,用硫酸铜作为铁精矿脱硫的活化剂,在用量不同的情况下,其降硫效果不同,当硫酸铜用量为500 g/t 时,脱硫效果较好,得到的铁精矿中硫的品位可降到0.224%,且铁品位也较高,故根据本次试验结果,建议使用硫酸铜用量为500 g/t。
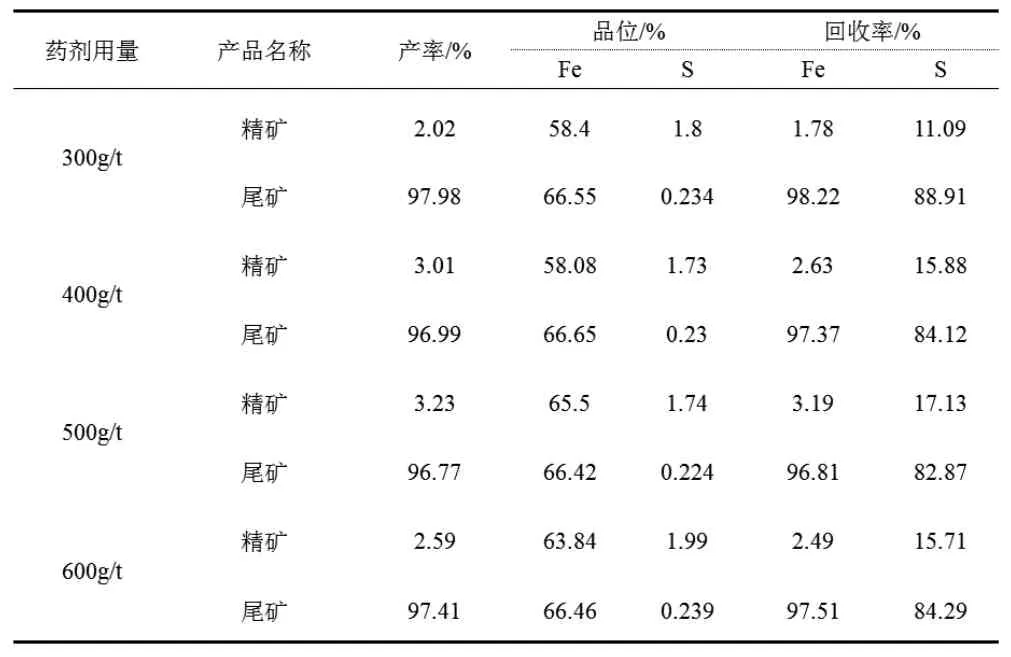
表6 硫酸铜用量对脱硫影响

图5 硫酸铜用量对脱硫影响
3.4 综合条件下脱硫实验
由表7 可知,使用浓度为1%的硫酸溶液为pH 调整剂,浓度为1%硫酸铜溶液为活化剂,浓度为1%丁黄药溶液为捕收剂,2 号油为起泡剂,固定矿浆pH 为6.5左右, 固定酸铜用量为 500 g/t, 丁黄药用量 400 g/t,2号油用量 50 g/t, 当矿浆 pH 为 6.5 时, 硫含量降至0.17%,此时全铁含量为67.35%,符合磁铁精矿C67标准[11]。
4 结论
(1)山西某铁精矿全硫含量为0.328%,硫含量较高,影响高炉炼铁的质量。硫主要存在于磁黄铁矿中,由于磁黄铁矿的复杂性, 采用重选难以与磁铁矿分离,需采用浮选法。
(2)本次试验所用矿样粒度较细,粒度-0.063 mm占77.7%,若再长时间磨矿会增加浮选难度,因而只需短暂磨矿以暴露新鲜表面。
(3) 使用浓度为1%的硫酸溶液为pH 调整剂,浓度为1%硫酸铜溶液为活化剂,浓度为1%丁黄药溶液为捕收剂,2 号油为起泡剂,固定矿浆pH 为6.5 左右,固定硫酸铜用量为500 g/t,丁黄药用量400 g/t,2 号油用量50 g/t,当矿浆pH 为 6.5 时,硫含量降至 0.17%,此时全铁含量为67.35%,符合磁铁精矿C67 标准。

表7 综合条件脱硫实验
猜你喜欢
昆钢科技(2022年4期)2022-12-30
石油学报(石油加工)(2022年6期)2022-11-16
钢铁钒钛(2022年3期)2022-07-08
四川冶金(2018年1期)2018-09-25
中国海上油气(2018年4期)2018-09-11
——以硫酸铜饱和溶液析出晶体的计算为例
数理化解题研究(2017年10期)2017-05-17
中国糖料(2016年1期)2016-12-01
新疆钢铁(2015年2期)2015-11-07
石油化工(2015年9期)2015-08-15
应用化工(2014年12期)2014-08-16