
曲直形家具构件局部增强技术研究
2020-10-23 09:03:46叶雨静黄琼涛
林业机械与木工设备 2020年10期
叶雨静, 徐 伟, 黄琼涛
(1.南京林业大学家居与工业设计学院,江苏 南京 210037;2.江南大学图书馆,江苏 无锡 214000;3.宜华生活科技股份有限公司,广东 汕头 515834)
德国著名家具设计师索耐特(Michael Thonet)自1830年起开展对压力弯曲木片以及木条的研究,使用动物胶作为粘合剂固定弯曲构件形状,制造出第一把以多层木片叠合并加压弯曲的曲木椅,后来沿用此技术制造了大量胶合木家具[1-3]。弯曲木构件在美式家具设计和制造中使用十分广泛,使用平直家具构件(柜类家具背板、旁板等)的同时常有大量曲线形零部件,如弯曲的桌腿、面板等[4-5]。家具中的弯曲部件按制造方法主要分为锯制弯曲与加压弯曲两大类,薄木胶合弯曲件属于加压弯曲件的一种[6-11]。
薄木胶合弯曲相对于实木弯曲来说可进行多维弯曲,形成多曲面的家具形式。此外,由于薄木满足制造曲率半径更小构件的条件,且不需要软化处理,干燥状态下即可达到弯曲要求,薄木弯曲可制造造型更具动感的家具[12-14]。薄木胶合弯曲技术能够提高木材的利用率,与实木弯曲相比稳定性更佳。
本文选取某企业现有家具产品中的弯曲构件和平直构件为例,以速生小径柚木单板为原料制造家具用曲直形构件。速生小径柚木相较于熟龄材材性略差,其曲率半径较常用薄木弯曲相比亦缺乏优势,为解决这一问题,对速生小径柚木单板层积材开展增强研究。单板层积材复合材料增强通常分为化学处理增强与加入增强材料两类,加入增强材料复合的增强形式中依据增强材料大致分为玻璃纤维材料增强、碳纤维布增强、金属网增强三种[15-18]。其中,玻璃纤维增强材料因成本低、性能好被广泛应用于此类研究,因此选取绝缘性、耐热性好且机械强度高的玻璃纤维布作为增强材料制造小径柚木厚单板层积材[19-22]。基于小径柚木单板层积材热压工艺,探究玻璃纤维布的置入对小径柚木单板层积曲直构件力学强度的影响。本试验以企业生产中的平直构件以及弯曲构件为例,使用小径柚木单板,分别采用冷压与热压两种不同方式加入增强材料,研究构建前后力学性能的变化。曲形家具构件如图1所示。

图1 曲形家具构件
1 试验材料与方法
1.1 试验材料
(1)柚木(TectonagrandisL.f)单板,厚度1.7 mm,以采自云南省勐腊县直径14~20 cm的小径柚木为原料,材长2.2 m,树干通直无开裂翘曲,湿材含水率为102%。
(2)粉状脲醛树脂胶(UF):黄色自由流动粉体,购自东莞荣达化工有限公司,使用冷水进行调配,以重量比计,粉状脲醛树脂胶与水配比为5∶2,用于制作冷压曲直形试件,无需加热,常温即可固化。
(3)脲醛树脂胶(UF):白色自由流动液体,固含量49%,用于热压。
(4)E-Glass无碱玻璃纤维布(已脱蜡):购于昆山久力美电子材料有限公司,厚度0.1 mm。
(5)KH550硅烷偶联剂,购于昆山久力美电子材料有限公司,质量分数大于97%。
1.2 试验仪器与设备
桂林广隆数字测控有限公司电子数显卡尺;台湾嘉隆KL-1300PK砂光机;上海一恒科学仪器有限公司DHG-9245A电热鼓风干燥箱;常州天之平仪器设备有限公司EL-3KJ型电子天平;冷压机;SANS微机控制电子万能力学试验机,型号CMT6104;岛津万能力学试验机。
1.3 试验方法
1.3.1 增强材料处理
玻璃纤维由熔融状态下的玻璃经高速离心力或外力控制喷吹形成[23],属于无机非金属材料的一种。偶联剂处理法作为一种操作方便、价格低廉的化学处理法被广泛使用。采取图2所示表面预处理法对玻璃纤维布进行处理,依据设定浓度配置偶联剂水溶液,将玻璃纤维增强材料放入偶联剂水溶液中浸渍,取出晾干后置于干燥箱中干燥备用。玻璃纤维增强材料处理工艺如下:将玻璃纤维布裁切至与单板同样大小,使用质量分数为2%的KH550硅烷偶联剂浸渍玻璃纤维布15 min后,将其置入120 ℃的干燥箱中干燥15 min后备用。

图2 玻璃纤维增强材料处理工艺
1.3.2 增强型单板层积材结构设计
为对比增强型单板层积材与现有单板层积材物理力学性能的差异,选取1.7 mm厚的小径柚木单板,9层顺纹组坯。将单板层积材按组坯结构的不同分为四类,结构设计见表1。

表1 增强型单板层积材结构设计
(1)方式A:由于小径柚木幼龄材存在心边材差异大、易翘曲变形的缺点,因此存在许多具有较小缺陷的单板,为提高木材利用率、降低用材成本,选取具有微小缺陷的单板作为单板层积材芯层用材,优质单板作为单板层积材表层用材的组坯方式进行对照试验。靠近表层的上下三张单板选用无缺陷的优质单板,中心3层选取具有微小外观缺陷但符合非结构用单板层积材用材的合格单板。胶合组坯为方式A的单板层积材示意图如图3所示。
(2)方式B:经实地调研发现,单板层积材制造企业对于此类缺陷较小的单板采取修补的方式,将原有缺陷修整干净,去除腐朽、虫洞、死节后,使用木粉与胶黏剂混合修补破损处,最后将单板修补处砂光平整。组坯结构方式B的单板层积材示意图如图4所示,靠近表层的上下三张单板选用无缺陷的优质单板,中心3层选取具有微小外观缺陷但经过修补的单板。
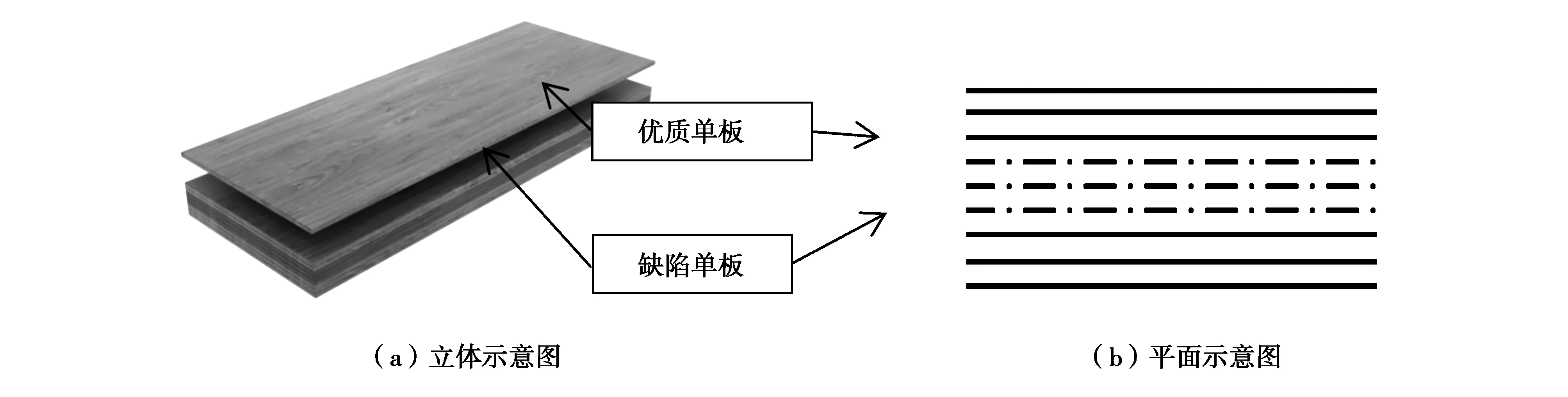
图3 组坯结构方式A示意图

图4 组坯结构方式B示意图
(3)方式C:玻璃纤维增强材料铺放位置对于复合后的单板层积材力学性能影响显著,大量研究表明,玻璃纤维增强材料越靠近表层铺放增强的效果越好。本研究选取2层玻璃纤维增强材料对称铺放在最靠近表层的单板间,中心3层选取具有微小外观缺陷但经过修补的单板。胶合组坯结构方式C的单板层积材示意图如图5所示。
(4)方式D:全部选用优质单板组成单板层积材作为空白对照组,如图6所示。
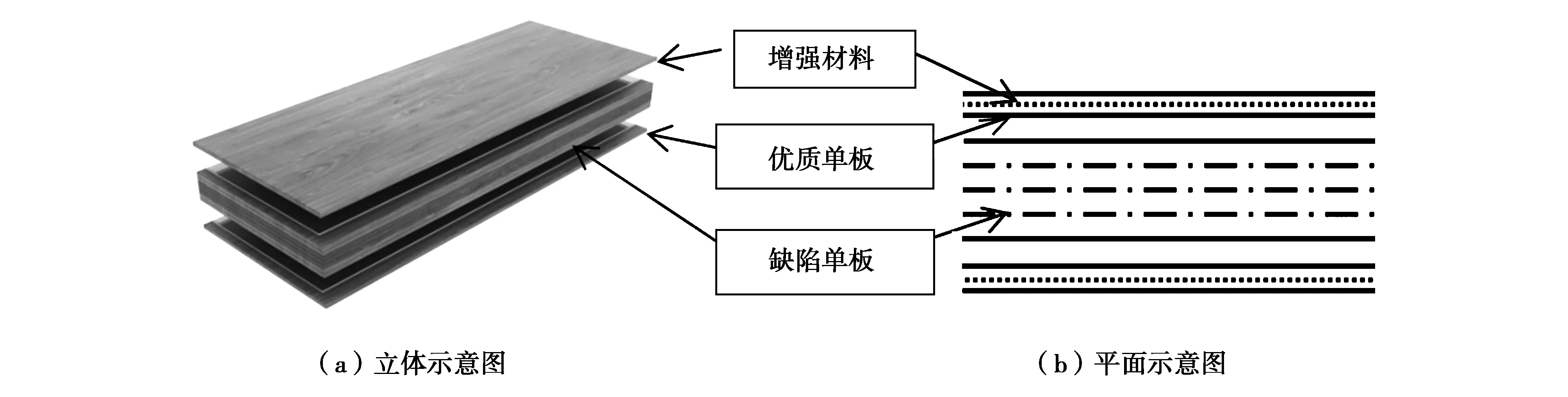
图5 组坯结构方式C示意图
图6 组坯结构方式D示意图
1.4 制造工艺
1.4.1 热压制板工艺
本试验在其他影响因素同一水平条件下,研究热压时玻璃纤维布铺放位置对单板层积材力学性能的影响。热压工艺参数见表2。

表2 增强型单板层积材热压工艺参数
1.4.2 冷压制板工艺
本试验在其他影响因素同一水平条件下,研究冷压时玻璃纤维布铺放位置对单板层积材力学性能的影响。冷压工艺参数见表3。
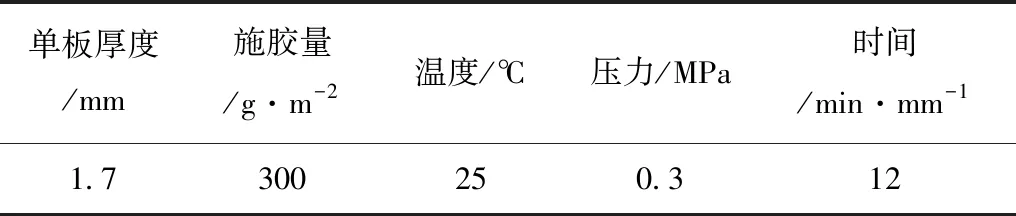
表3 增强型单板层积材冷压工艺参数
1.5 性能检测
1.5.1 静曲强度、弹性模量
按照GB/T 17657《人造板及饰面人造板理化性能试验方法》中的三点弯曲法检测柚木单板层积材的静曲强度、弹性模量。每种厚度每组指标均取8个试件,去除无效数据后检测结果取其平均值。
1.5.2 弯曲构件最大破坏载荷
将弯曲构件中间圆弧部分截取为弦长300 mm的试件,测试单板层积材的最大破坏载荷,试件置于微电子万能力学试验机上检测其最大破坏载荷,选用直径为30 mm的支承辊,弯曲构件加载试验如图7所示。两支座间距设定为270 mm,研究弯曲构件受力时胶层的破坏情况[24]。
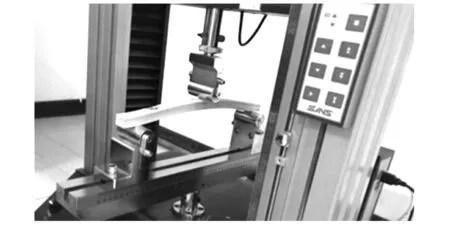
图7 弯曲构件加载试验
2 试验结果与分析
2.1 组坯结构对直形构件力学强度的影响
2.1.1 冷压工艺对不同结构直形构件力学强度的影响
直形构件冷压测试其弹性模量与静曲强度两个指标,变化趋势如表4及图8、图9所示。
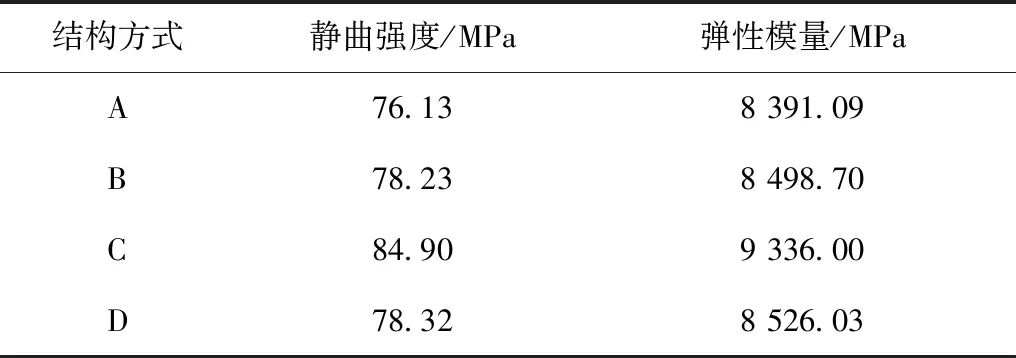
表4 不同组坯结构直形构件冷压力学强度

图8 直形构件冷压静曲强度
由图8、图9可看出四种组坯结构静曲强度及弹性模量的增加幅度,可得出置入玻璃纤维增强材料的方式C相较于其他3种组坯结构静曲强度及弹性模量增强显著。其他组坯方式与方式D相比静曲强度及弹性模量无显著差异。置入玻璃纤维布的组坯结构C静曲强度及弹性模量值最大,与使用优质单板和缺陷单板组坯的方式A相比静曲强度和弹性模量分别提高11.5%和11.4%。方式B的组坯结构静曲强度和弹性模量较方式A静曲强度与弹性模量分别提高2.8%和1.4%。方式D由全优质单板组坯而成,相较于方式A静曲强度与弹性模量分别提高2.9%与1.7%,与方式B相比差异较小。
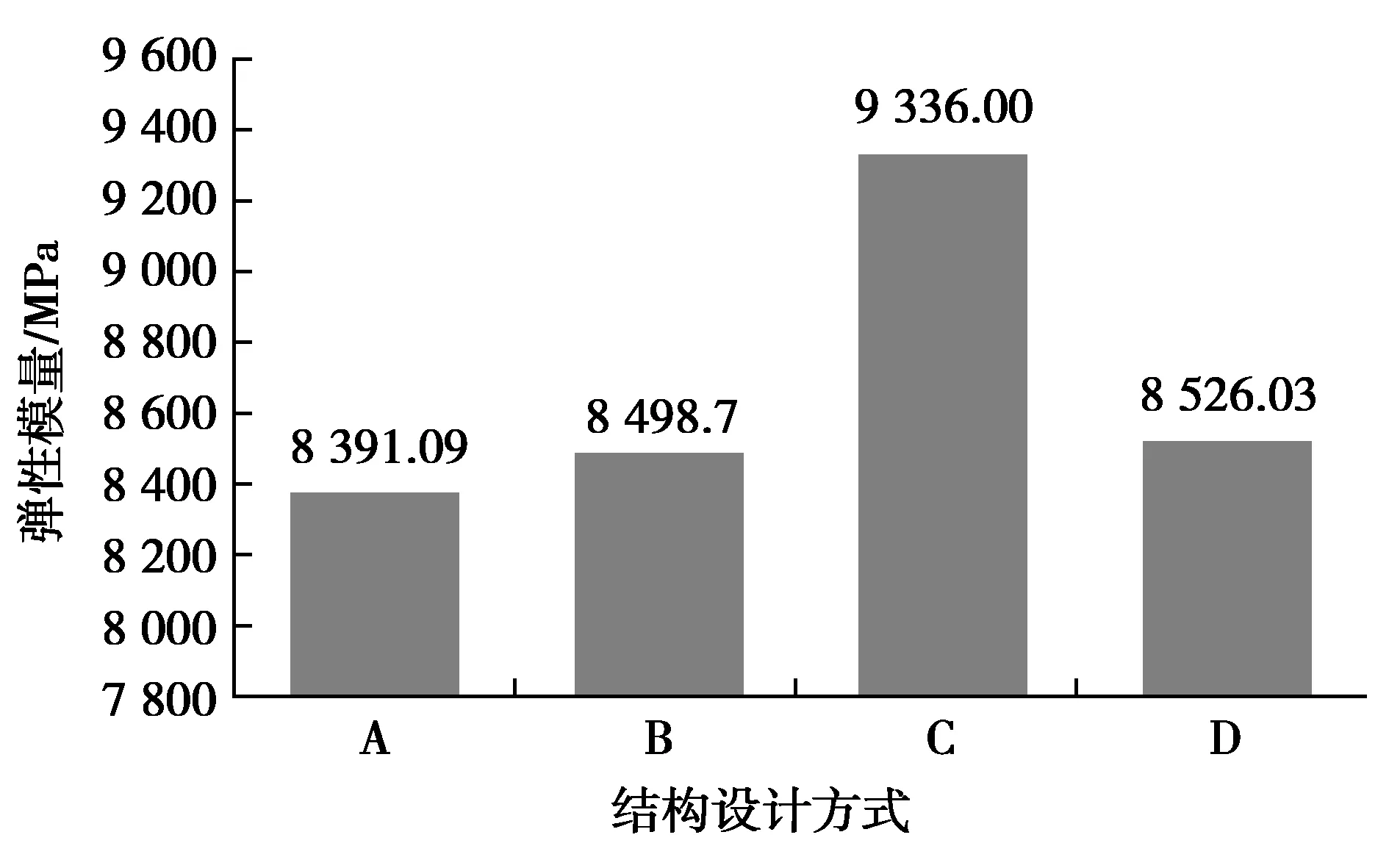
图9 直形构件冷压弹性模量
2.1.2 热压工艺对不同结构直形构件力学强度的影响
直形构件热压测试其弹性模量与静曲强度两个指标,变化趋势如表5及图10、图11所示。

表5 不同组坯结构直形构件热压力学强度
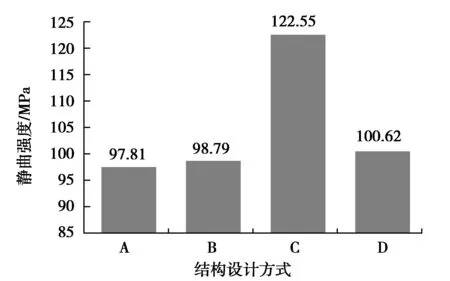
图10 直形构件热压静曲强度
由图10、图11可看出四种组坯结构静曲强度及弹性模量的增加幅度,可得出置入玻璃纤维增强材料的结构方式C相较于其他3种组坯结构静曲强度和弹性模量均有显著增强。结构方式B和方式D较结构方式A静曲强度及弹性模量均有小幅度提升,方式D相较于结构方式B静曲强度及弹性模量无显著差异。结构方式C静曲强度以及弹性模量值最大,与方式A相比静曲强度与弹性模量分别提高25.3%和15.2%。方式B较方式A静曲强度与弹性模量分别提高1.0%和0.6%。方式D相较于方式A静曲强度与弹性模量分别提高2.9%与2.4%,与结构方式A和结构方式B相比力学性能差异较小。
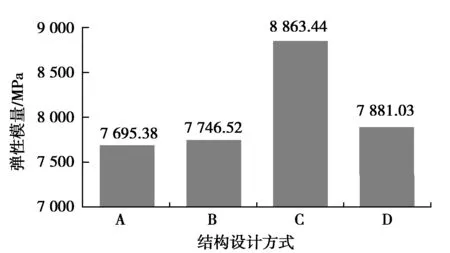
图11 直形构件热压弹性模量
对试验结果的分析表明,单板层积材制板冷压及热压工艺中,使用具有微小缺陷但符合非结构用单板层积材用材的合格单板,相较于全部使用优质单板组坯胶合的单板层积材,力学强度差异较小;而将缺陷单板修复后其力学强度基本能够达到与使用全优质单板组坯结构单板层积材相近的力学性能,结构方式C置入玻璃纤维增强材料对单板层积材力学性能的提高远高于另外两种组坯结构。对缺陷单板的修补能够在一定程度上提升单板层积材的力学性能,在提高木材利用率的同时节约了生产成本。
2.2 组坯结构对曲形构件力学强度的影响
2.2.1 冷压工艺对不同结构曲形构件力学强度的影响
曲形构件冷压测试其弹性模量与静曲强度两个指标,变化趋势如图12所示。
由图12能够得出四种组坯结构破坏载荷大小,置入玻璃纤维增强材料的结构方式C相较于其他三种结构方式的破坏载荷增强显著。方式B和方式D较方式A破坏载荷存在小幅度提升,方式B相较于方式D其破坏载荷略有提升,无显著差异。置入玻璃纤维布的组坯结构C破坏载荷最大,达到967.66 N,与使用优质单板和缺陷单板组坯的方式A相比破坏载荷提高20.8%。结构方式B和结构方式D的破坏载荷相较于方式A分别提升1.4%和0.5%

图12 曲形构件冷压最大破坏载荷
2.2.2 热压工艺对不同结构曲形构件力学强度的影响
弯曲构件热压测试其弹性模量与静曲强度两个指标,变化趋势如图13所示。
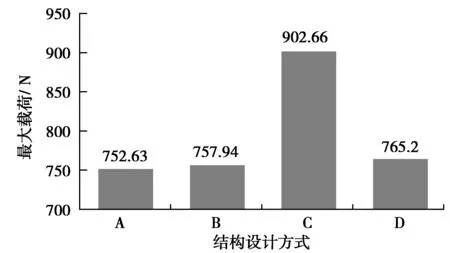
图13 曲形构件热压最大破坏载荷
由图13能够看出四种组坯结构破坏载荷大小,置入玻璃纤维增强材料的结构方式C相较于其他三种结构方式的破坏载荷增强显著。方式B和方式D较方式A破坏载荷存在小幅度提升,方式D相较于方式B其破坏载荷略有提升,无显著差异。置入玻璃纤维布的组坯结构C破坏载荷最大,达到902.66 N,与使用优质单板和缺陷单板组坯的方式A相比破坏载荷提高19.9%。结构方式B和结构方式D的破坏载荷相较于方式A分别提升0.7%和1.7%。
对试验结果的分析表明,无论采用冷压或热压工艺,使用具有微小缺陷但符合非结构用单板层积材用材的合格单板,相较于全部使用优质单板组坯胶合的单板层积材,力学强度差异较小;而将缺陷单板修复后其力学强度略低于使用全优质单板组坯结构的单板层积材相同的力学性能,但并无显著差异。结构方式C置入玻璃纤维增强材料对单板层积材力学性能的提高远高于另外两种组坯结构。对缺陷单板的修补能够在一定程度上提升单板层积材的力学性能,在提高木材利用率的同时节约了生产成本。
3 结论
以小径柚木单板为原料置入玻璃纤维增强材料,基于单板层积材生产工艺制造曲直形家具构件用单板层积材,研究结果表明玻璃纤维增强材料的置入对小径柚木单板层积材曲直形构件力学强度有显著提升。
(1)单板质量等级差异对小径柚木单板层积材力学强度有一定影响,使用GB/T 20241-2006《单板层积材》国家标准中优等品单板标准制造的单板层积材相较于内部使用达到国标中合格品要求单板制造的单板层积材,力学性能提升不显著。置入玻璃纤维增强材料制造单板层积材对其力学性能的提升十分显著。
(2)对用于家具构件曲直形试件的试验表明,无论采用热压工艺或冷压工艺,置入玻璃纤维增强材料对于单板层积材力学性能均有显著提升。冷压工艺制造单板层积材,平直形家具构件静曲强度与弹性模量分别提升11.5%和11.4%,弯曲形家具构件破坏载荷提升20.8%;热压工艺制造单板层积材,平直形家具构件静曲强度与弹性模量分别提升25.3%和15.2%,弯曲形家具构件破坏载荷提升19.9%。采用热压工艺制造单板层积材时,置入玻璃纤维增强材料对单板层积材力学强度的提升效果更佳。
(3)对平直构件与弯曲构件,置入玻璃纤维增强材料制造的平直形家具构件依据制造工艺的不同,对其力学性能的增强程度有所不同,采用冷压工艺制造的平直形家具构件静曲强度与弹性模量分别提升11.5%和11.4%,热压工艺制造单板层积材平直形家具构件静曲强度与弹性模量分别提升25.3%和15.2%。研究表明,冷压平直形构件力学性能的增强程度明显小于热压平直形构件力学性能的增强程度。单板层积材制造加压工艺不同对于弯曲构件力学性能增强无显著影响,采用冷压和热压工艺置入增强材料后,弯曲构件力学强度分别提升20.8%和19.9%。
猜你喜欢
体育风尚(2023年24期)2024-01-26 05:59:00
体育风尚(2023年17期)2023-10-17 13:18:36
中国特种设备安全(2022年6期)2022-09-20 02:54:00
制造技术与机床(2019年8期)2019-09-03 01:14:20
冰雪运动(2019年3期)2019-08-23 08:10:32
模具制造(2019年3期)2019-06-06 02:10:52
超硬材料工程(2018年2期)2018-05-24 08:59:49
电站辅机(2017年3期)2018-01-31 01:46:42
时代农机(2017年8期)2017-10-18 04:58:48
国际木业(2016年4期)2017-01-15 13:54:25
