内爆加载下金属柱壳的冻结回收方法*
2020-10-23 07:24罗渝松李伟兵陈志闯王晓鸣李文彬
爆炸与冲击 2020年10期
罗渝松,李伟兵,陈志闯,王晓鸣,李文彬
(1. 南京理工大学智能弹药技术国防重点学科实验室,江苏 南京 210094;2. 南京航空航天大学机电学院,江苏 南京 210016)
在现有弹药战斗部的结构设计中,多数战斗部均采用柱壳装药结构,其破片质量分布、初速、飞散角等毁伤威力参数与金属柱壳的膨胀断裂过程直接相关[1-3]。国内外学者对内爆加载下金属柱壳的膨胀断裂过程采用了多种不同的方法进行研究,朱建军等[4]、朱如意等[5]数值模拟了內爆加载下金属圆柱壳的膨胀断裂过程,得到不同装药和不同结构下的壳体动态破碎规律。Singh 等[6]、Wang 等[7]利用高速分幅相机和光子多普勒测速系统研究了内爆载荷作用下圆柱形壳体的整个加速过程,得到壳体膨胀断裂参数与材料和结构之间的联系。Gold 等[8]、Huang 等[9]、Guo 等[10]使用脉冲X 光照相技术对不同结构柱壳装药下的壳体膨胀形态和破片飞散特征进行研究,建立了标准柱壳和非标准柱壳的破片初速沿轴向的分布修正公式。Sun 等[11]运用高速摄影和扫描电镜分析技术分别对爆炸驱动下分别处于膨胀断裂状态和完全破碎状态的金属柱壳进行图像观测,分析表明金属柱壳断裂模式与炸药驱动能力和金属性能有关。禹富有等[12]进行了TA2 钛合金柱壳在不同厚度药柱填塞下的爆炸实验,采用金相分析手段对回收破片进行破坏分析,发现柱壳的膨胀断裂模式与载荷脉宽和柱壳壁厚的比值相关。对于爆炸加载下壳体膨胀断裂过程的研究,已有的文献主要采取高速摄影和X 光照相等手段来获取壳体的膨胀断裂图像,并对完全破碎后的壳体破片进行回收,辅以金相和扫描电镜等方式来完成分析[13-14]。但高速摄影和X 光照相等拍摄手段获取的图像只能粗略地展示壳体外表面的膨胀断裂特征,对于内表面的情况和局部细节的体现则不足,而回收的破片则是完整壳体发生断裂失效后的结果,不能很好地体现壳体由初始膨胀变形发展至最终完全破碎的中间过程。为解决上述问题,需要在内爆炸载荷环境下回收处于膨胀断裂中间状态的金属壳体。
本文中,针对内爆加下膨胀半径具有明显轴向效应的大长径比(L/d≥3)金属柱壳[15],利用AUTODYN 软件数值模拟4 种结构壳体的膨胀变形过程,统计、对比4 种结构壳体自由膨胀的径向位移数值确定最优壳体结构。基于最优结构壳体在起爆后不同时刻的膨胀状态,匹配其外形设计冻结回收装置并进行回收过程的数值模拟和试验验证,对回收壳体的膨胀半径进行定量分析,以期为实现内爆加载下膨胀态金属柱壳的冻结回收提供参考。
1 金属柱壳结构设计
金属柱壳在爆轰产物的作用下首先是起爆端发生膨胀断裂,而非起爆端壳体的继续膨胀运动将不可避免地影响中间段壳体的回收效果[16-17]。为减小非起爆端对中间回收段壳体断裂形貌的影响,本节在一体式壳体结构的基础上进行改进,设计了两段式、刻槽式和单段式等3 种柱壳结构,利用AUTODYN数值模拟软件对比研究4 种壳体在内部爆炸驱动作用下的动态变形过程,分析起爆后各时刻壳体膨胀断裂形态的差异,并考虑到实际加工因素,确定用于进行冻结回收的最佳壳体结构。
1.1 计算方案与仿真模型
壳体的仿真计算方案是根据所设计的壳体结构而定的,除一体式结构外还包括两段式、刻槽式、单段式这3 种改进结构,壳体改进遵循的原则为:结构改进后的壳体既要在预期回收段上与一体式结构壳体的膨胀外形相同,又要保证预期回收段以外的非起爆端部分对回收的影响要尽可能小。对于柱壳结构而言,减小非起爆端对预期回收段影响的具体做法是将壳体改动的位置设在变形和未变形的交界面处,使非起爆端壳体在內爆驱动作用下能与预期回收段壳体实现分离。根据壳体改进原则,在一体式结构壳体基础上设计了其余3 种改进结构壳体,如图1(b)~(d)所示。
图1 中一体式结构为完整圆柱壳体,其外表不进行任何削弱强度的机械加工,总长度为160 mm,其余3 种结构则分别在距离起爆端120 mm 位置处进行改进。两段式结构是在一体式结构基础上沿120 mm 截面切断后粘接为一体,其中0~120 mm 区间段包含了预期回收的壳体,120~160 mm 区间段位于非起爆端,可降低稀疏波的提前传入对壳体膨胀产生的影响。刻槽式结构使用了刻槽工艺对壳体的机械强度进行部分削弱,使壳体在內爆驱动作用下能沿预设位置处断裂,实现前后两段壳体的分离。单段式壳体结构是考虑到当非起爆端的径向稀疏波对中间段壳体的影响不是很大时,在一体式壳体结构基础上保持药柱长度不变而直接缩短壳体长度,减少加工时间和成本。
图1 4 种壳体的结构方案Fig. 1 Structures of four shells
采用AUTODYN 有限元分析软件建立上述4 种柱壳装药结构的仿真计算模型,以一体式结构的参数设置为例来说明有限元模型的建立:炸药和壳体的模型长度均为160 mm,其中,炸药半径为20 mm,网格边长为0.5 mm 壳体外壁半径为25 mm,厚度为5 mm,其网格相较于炸药进行适当加密,网格边长为0.2 mm 网格类型均为Lagrange 网格。为统计不同位置处的壳体膨胀半径,从壳体端部开始沿轴向每隔8 mm 设置一个观测点,共计21 个。起爆点设置在左端面中心,建立如图2 所示的仿真计算模型,其余3 种结构的模型建立方法相同。
1.2 材料模型与参数选取

图2 一体式壳体的仿真计算模型(1~21 为观测点)Fig. 2 The simulation calculation model for the integrated shell(1−21 are observed points)
仿真计算模型中的壳体材料为40CrMnSiB 钢,热处理方式为860 ℃淬火2 h 后再500 ℃回火2 h,內爆加载下材料压力和比体积之间的关系用Mie-Grüneisen 状态方程进行描述,由于铁元素质量百分比相近,其状态方程参数选择用AUTODYN 材料库中1006 钢的参数近似代替。材料采用Johnson-Cook 强度模型来描述其在变形过程中的强度变化,该模型定义的屈服应力表述如下:

式中:σ 为流动应力, ε 为等效塑性应变, ε˙∗为无量纲塑性应变率,T、T0、Tm分别为材料温度、环境温度和材料熔点,A、B、n、C、m为材料特性常数。40CrMnSiB 钢在上述热处理条件下的特性参数:A=1 080 MPa,B=308 MPa,n=0.282,C=0.017 5,m= 0.53,T0=293 K,Tm=1 793 K。炸药选取为8701 炸药,采用JWL 状态方程进行描述:

式中:pe为爆轰产物压力,Ae、Be、R1、R2、ω 为炸药的特性常数,V为相对体积,E为炸药单位体积的初始内能[18]。8701 炸药的特性参数:Ae=542.4 GPa,Be=7.628 GPa,R1=4.2,R2=1.1,ω=0.3,E=9 GPa。
1.3 计算结果及分析
图3 给出了炸药起爆后30 µs 时刻4 种结构壳体的径向膨胀位移,从图中可以看出:从起爆端开始的0~96 mm 区间内,4 种壳体的径向位移并无明显差别;而在96~112 mm 区间上,裸露药柱的壳体受到轴向稀疏波的影响较大,其径向位移明显减小。因此,为了减小非起爆端对中间段壳体冻结回收的影响,需将一体式壳体改为刻槽式或两段式壳体。由于两段式壳体可直接由一体式壳体经线切割加工后拼接而成,考虑到壳体实际加工的便捷性,确定最佳壳体结构为两段式。改进后的两段式结构既能保证回收段壳体的膨胀外形与一体式结构相同,又能减小非起爆端对回收段壳体的影响,因此满足改进设计的要求。
2 冻结回收仿真研究
根据采用前照明分幅照相技术拍摄到的金属柱壳膨胀断裂图像[19]可知,在柱壳最大膨胀半径与非起爆端初始膨胀位置之间,存在一个近似线性区,该区域内的壳体膨胀半径与轴向距离之间近似线性相关,如图4 所示。区域内靠近起爆端的壳体已经发生断裂,而靠近非起爆端的部分则尚处在膨胀变形阶段,因此定义该区域为金属柱壳在内爆加载下的断裂过渡区,将断裂过渡区的膨胀态金属柱壳作为预期回收的目标。
为获得起爆后不同时刻的膨胀态金属柱壳,根据一体式壳体自由膨胀形态随时间的变化,选定了3 个回收时刻,结合3 个时刻下壳体膨胀变形的初始位置和上一节中筛选出的最优壳体结构,确定了两段式结构的切割、粘接位置,匹配不同时刻下预期回收段壳体的膨胀外径设计了相应的冻结回收装置,数值模拟冻结回收过程并初步评估回收效果。
2.1 不同时刻的冻结回收装置匹配设计
冻结回收装置的内壁形状尺寸需根据金属柱壳在自由膨胀状态下的变形情况来确定。根据数值仿真的结果,可知起爆后0~23 µs 内,炸药内部爆轰波经历了从起爆端向非起爆端传播的过程,壳体沿轴向随之发生不同程度的变形响应。为获取处于不同发展状态下的轴向裂纹传播段,选取起爆后13、16 和23 µs 等3 个时刻的壳体进行冻结回收。图5 反映了一体式壳体在内部爆炸载荷作用下于13、16、23 µs 时刻的变形响应,其中8701 药柱的尺寸为 ∅ 40 mm×160 mm,40CrMnSiB 钢柱壳厚度为5 mm。由图可知,13、16、23 µs 时刻预期回收的中间段壳体分别介于高斯点5~13、6~16、7~21 之间。
为避免非起爆端壳体对中间段壳体冻结回收的影响,加工时将13、16 µs 回收时刻的原壳体分别沿高斯点13、16 所在横截面切断,然后粘接为一体,而23 µs 时刻的膨胀态壳体从高斯点7 到高斯点21 呈近似线性膨胀,所以该回收时刻的原壳体加工时无需切断。
图3 起爆后30 µs 时刻4 种壳体的径向位移Fig. 3 Radial displacements of four shells at 30 µs after detonation
图4 壳体断裂分区Fig. 4 Division of fracture area of the shell
图5 一体式壳体的膨胀变形响应压力云图Fig. 5 Variation of internal pressure of integrated shell with expansion and deformation process
进行冻结回收装置的设计时,将起爆端的冻结回收装置内壁设计成与壳体最大膨胀外径相切的圆柱形,以实现对该段壳体的径向约束,防止其在径向载荷的作用下将冻结段壳体带出回收装置;中间段壳体对应的冻结回收装置内壁则根据壳体膨胀外径与轴向位置的线性关系,设计成与壳体膨胀外形相匹配的圆台形;将非起爆端对应的回收装置内壁设计成扩口形状,利用内壁形状的突变在两段壳体的交界面处形成应力集中,加速非起爆端壳体的脱离。匹配13、16、23 µs 时刻壳体膨胀外形设计的冻结回收装置如图6 所示。

图6 匹配不同时刻壳体膨胀外形设计的冻结回收装置结构尺寸Fig. 6 Structural dimensions of designed freezing recovery devices matching deformation responses of shells at different times
2.2 不同时刻的冻结回收仿真结果
通过对柱壳装药在冻结回收装置约束作用下的静爆过程进行数值模拟,得到三个时刻下中间段壳体的径向膨胀位移随时间的变化情况,如图7 所示。壳体从起爆端开始沿轴向逐渐发生膨胀变形,当自由膨胀进行到回收时刻时,从图中膨胀位移转折点可以看出,中间段壳体的轴向各点几乎是同时与回收装置内壁发生接触,在冻结回收装置对壳体的持续约束作用下,膨胀速度逐渐减小,最终壳体的膨胀运动完全停止,壳体回收的动态响应过程也说明了冻结回收装置内壁结构设计的合理性。
图7 3 个回收时刻壳体径向变形响应Fig. 7 Radial deformation response of the shell at three recovery times
图8 给出了3 个时刻下中间段壳体的最终回收半径与理想回收半径之间的关系,发现在壳体与冻结回收装置发生接触后,会继续进行不同程度的径向膨胀,引起冻结回收装置的塑性变形。其中,13、16、23 µs 时刻的回收壳体在理想回收半径的基础上分别继续向外膨胀了4.7~8.2、4.8~8.8、4.0~5.4 mm,回收到的壳体分别更接近19.2、21.4、26.8 µs 时刻的自由膨胀态。此外,不同轴向位置处壳体在与回收装置接触后的膨胀距离并不一致,这是由于起爆后爆轰产物向非起爆端流动堆积,使得越靠近非起爆端的冻结回收装置内壁所受到的压力载荷越大,造成壳体的偏移膨胀距离从起爆端到非起爆端呈现逐渐增大的趋势。
3 冻结回收试验验证
图8 3 个时刻下的壳体回收半径Fig. 8 Recovery radii of the shell at three recovery times

图9 金属柱壳装药结构Fig. 9 Charge structures of the metal cylindrical shell
在对冻结回收过程进行数值模拟的基础上,为进一步验证冻结回收试验方法对于回收膨胀态金属柱壳的可行性与合理性,按照上述方案设计进行了内爆加载下金属柱壳的冻结回收试验。图9 为金属柱壳装药结构的实物图,加工13 和16 µs 时刻回收的两段式结构壳体时,分别在距离起爆端96 和120 mm位置处采取线切割的方法沿横截面切断,然后用胶水将两段壳体粘接成一体,23 µs 时刻回收壳体则根据预期回收段壳体的膨胀断裂特点直接采用一体式结构,内部装填直径40 mm 的8701 药柱;壳体起爆端和非起爆端设计了螺纹段,以实现壳体与尼龙雷管座和端盖之间的稳固配合,其中尼龙雷管座匹配壳体和冻结回收装置的端口形状进行了定位设计,保证壳体在横向放置时的定位可靠。冻结回收试验的整体布置如图10 所示。
图10 冻结回收试验总体布局Fig. 10 Overall layout of the freeze recovery test
按照设计的回收试验方案,对相应时刻处于膨胀断裂中间状态的壳体进行了冻结回收,这里选取23 µs时刻的壳体回收结果进行展示和量化分析。从图11 中可以看出,设计的回收装置成功约束住了壳体的膨胀运动,得到的膨胀态壳体根据外形的差异可以分为柱面段和锥面段,分别与相应位置处对应的回收装置内壁形状相同,表明壳体的自由膨胀与回收阶段都在回收装置的轴向约束区内进行。将回收得到的壳体与图5 所示的自由膨胀态对比,可知两者在预期回收段上的外形是相似的。
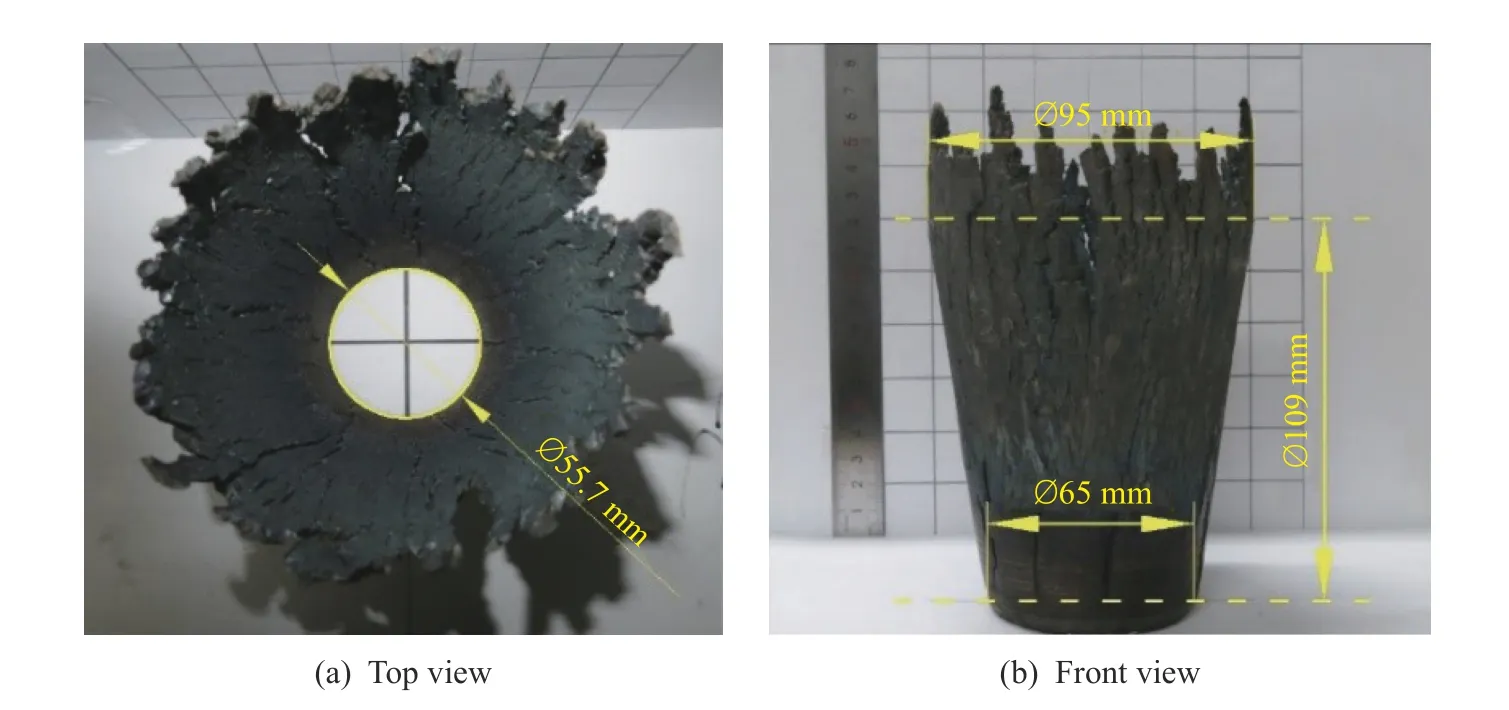
图11 23 µs 时刻的壳体冻结回收试验结果Fig. 11 Shell obtained from freezing recovery test at 23 µs
为进一步评估冻结回收试验的仿真设计与实际试验回收结果之间的差异,对23 µs 时刻回收壳体的轴向和径向尺寸进行了测量。其中,壳体柱面段的轴向设计长度为40.78 mm,实际回收得到的长度为38.3 mm,比设计长度短2.48 mm,误差百分比为6.1%;锥面段轴向设计长度为119 mm,实际回收得到的长度为109 mm,比设计长度短10 mm,误差百分比为8.4%。图12 反映了实际回收壳体的膨胀半径与其仿真值、设计时刻的理想值和26.8µs 时刻的自由膨胀值之间的差异,可以看出几者在膨胀形态上是一致的。其中,壳体的实际回收半径略小于仿真回收半径,但整体吻合程度较高;由于冻结回收不可能瞬间完成,故壳体的实际回收半径要大于23 µs 时刻的理想膨胀半径,轴向各点处的绝对误差在3.27~4.57 mm范围内,误差百分比小于10%,与26.8 µs 时刻的自由膨胀值相近。评估结果表明,设计的冻结回收试验方法对于回收膨胀态壳体具有较好的效果,回收壳体的轴向和径向尺寸误差相较于其理想状态均可控制在10%以内。

图12 23 µs 时刻中间段壳体的回收半径Fig. 12 Recovery radii of the middle section shell at 23 µs
从冻结回收试验的结果不难看出,自由膨胀态的金属柱壳在与冻结回收装置接触后,其径向膨胀运动不可能立刻停止,在回收装置的约束作用下仍会继续向外膨胀一段距离。本文是从回收壳体的轴向和径向尺寸与设计理想值之间的近似程度出发,说明冻结回收方法设计的合理性,但对壳体与回收装置间的接触作用导致壳体在断裂形貌上发生的变化方面仍研究不足。为进一步评估回收过程的接触作用所带来的影响,后续可将回收得到的膨胀态壳体的表面失稳分布、裂纹扩展路径、断口形貌特征等断裂信息与自然破碎下的情况进行对比分析,通过比较断裂信息的异同来反映接触作用的影响程度。
4 结 论
基于AUTODYN 有限元分析软件对不同柱壳结构的壳体膨胀进行数值模拟,确定了应用于內爆加载下膨胀态金属柱壳回收的最优壳体结构。根据不同时刻下壳体的自由膨胀状态设计与之匹配的冻结回收装置,并进行回收过程的数值模拟和试验验证,最后对试验回收结果进行量化评估,得出结论如下:
(1)两段式结构最有利于减小非起爆端对预期回收段壳体的影响,其膨胀特性最接于一体式壳体且加工方便,适用于进行内爆加载下膨胀态金属柱壳的冻结回收试验。
(2)回收得到的壳体形态较为完整,壳体的轴向和径向尺寸与其设计理想值之间的误差均小于10%,在考虑回收装置塑性变形量的前提下,回收结果满足设计需求。
(3)通过冻结回收试验得到的膨胀态金属柱壳可为研究内爆加载下的壳体膨胀断裂过程提供实物参考,且相比于常用回收破片的方式更能体现壳体膨胀断裂过程中的整体形态演变。
猜你喜欢
防爆电机(2022年4期)2022-08-17
成都信息工程大学学报(2022年3期)2022-07-21
大电机技术(2022年2期)2022-06-05
电子乐园·下旬刊(2022年5期)2022-05-13
航空发动机(2021年1期)2021-05-22
科学与财富(2021年34期)2021-05-10
火箭推进(2020年6期)2021-01-05
汽车维修技师(2018年8期)2019-01-15
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11