基于P-S-C-Si模型的精加工零件异物管理方法探讨
2020-10-21 09:24:48广汽本田汽车有限公司赵哲夫翟国勇
机械工业标准化与质量 2020年8期
广汽本田汽车有限公司□赵哲夫 翟国勇 张 峰
对于精加工零件而言,异物的残留及流出后造成的不良是影响其品质的一大问题。在汽车产品中,发动机及变速器零件结构复杂且油路及控制阀体精度高,加工异物有可能在运转中卡滞油路部品,造成机能性的不良。但由于大批量生产条件下,加工工艺的特点,异物的产生不可完全避免,根据统计,异物残留的概率在1/10000~3/10000之间,具有偶然性。
在市场竞争日益激烈,汽车行业整体面临下行压力的今天,广汽本田汽车有限公司 (以下简称 “广本”)要继续保持现有成绩,必须持续提升产品品质。如何削减异物不良,消除品质隐患,成为面临的一大课题。
1 异物问题的现状和难点
2015年来,广本在不断发展进步的同时,产销量大幅提升,新车型导入密集,发动机生产线于2015年正式投产。自投产以来,因异物相关造成的不良占比居高不下,在量产品质逐步稳定,外做零部件品质不断提升时,异物不良难以削减,2016及2017年均为ENG领域T0P1课题。2017年ENG领域不良占比见图1。
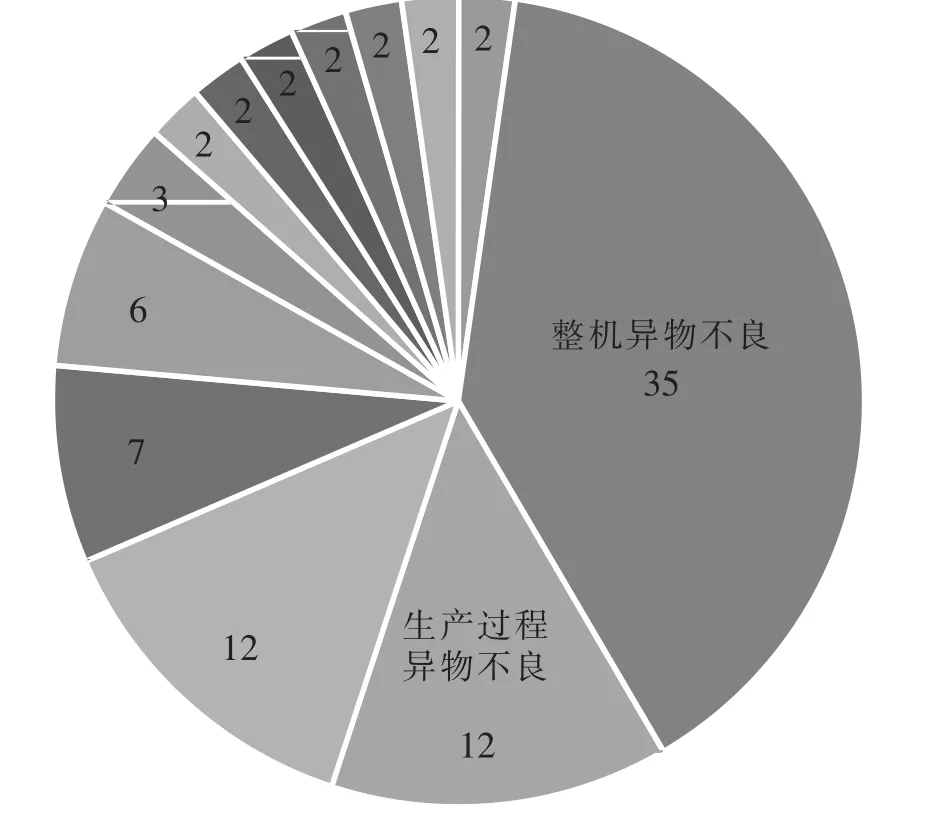
图1 2017年ENG领域不良占比图
异物不良有以下特征:
(1)异物尺寸微小,现有检测手段难以解析溯源
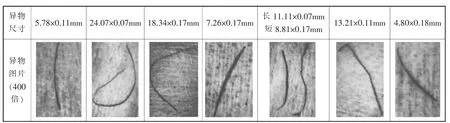
图2 异物尺寸图
异物尺寸图见图2。造成不良的异物尺寸一般尺寸极微小,在现有检测方法中,对异物不良的分析最准确的是化学法,对于单个元素的分析需要1g以上,现有异物重量在0.1g~0.5g,无法进行定量分析,只能使用能谱、电子探针等方法进行定性或者半定量分析,无法准确锁定来源。
(2)异物管理离散化,缺乏系统性的管理方法
在异物管理上,主要根据已有不良进行分析和对策,发现一件解决一件。由于精密零件机加工工序多,产生异物的岗位可能性多,异物产生的条件不尽相同,水平展开时有诸多不适用性。目前在行业内没有专门针对于机加工异物管理的标准和方法,如何在供应链推进异物管理,缺乏系统性的方法。
(3)机加工过程变化点多,管理易疏漏
如上文所述,精密零件机加工工序长,加之二级部品加工过程,整体环节多。机加工过程中,势必涉及到刀具的频繁更换,设备的调整和维护,部分精度要求高的部品,正常负荷下,公司内机加工一天换刀次数200次左右,变化点多,管理易产生疏漏。
(4)异物管理水平评价指标不全面,持续改善效果较弱
在现行的体系中,对于异物管理水平广本是通过清洁度来进行评价,管理指标主要在尺寸、重量、数量。机加工产生的异物多为丝状或细长块状,且其产生具有偶发性,一方面,清洁度测量以抽检形式展开,以抽检的常态水准衡量偶发性不良,无法有效评价;另一方面,现在没有其他得到公认的异物评价方法。对于供应商而言,其自我提升目标不合理,持续改善的效果就会不理想。
2 四大阶段对策方向
根据以往供应链品质内生力提升的探讨,广本梳理出P-S-C-Si四阶段品质跃升模型,见图3。
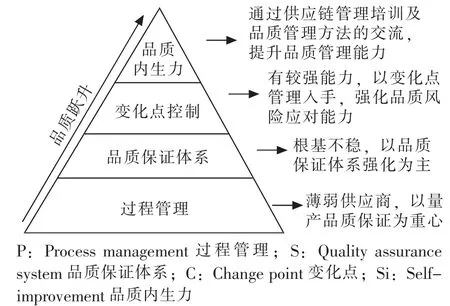
图3 P-S-C-Si四阶段品质跃升模型
根据现状把握,结合P-S-C-Si模型,以供应商为对策推进主体,提出四大阶段对策,见图4。
(1)P阶段:以再发防止和未然防止为基础的工序能力提升
对于异物管理,首先应该聚集生产工序。异物都是在工序生产过程中产生的,通过工序上的改善,可以降低异物的产生概率,并通过生产现场的检证,完善不良资源库,提升异物溯源的能力。持续提升供应商现场管理水平,消除品质隐患。

图4 四大阶段对策方向分析
(2)S阶段:完善精加工零件生产过程品质保证体系
在检证中发现,以削减异物不良的过程管理要求来看,大多数供应商在刀具、设备的管理中存在不同程度的不足。要落实工序改善效果,持续稳定的提升异物管理水平,其质量保证体系的完善势在必行。
(3)C阶段: “多重照合”的变化点管理强化
如上所述,精加工零件生产过程中变化点多,对于加工而言,刀具的寿命未期、换刀初期、设备调整前后是异物不良产生的风险隐患期。在大量变化点存在的情况下,对其变化点管理能力提出挑战,因此我们必须在变化点管理方面进行强化。
(4)Si阶段:自我提升的体制构建
通过前三个阶段的提升,供应商在异物管理方面已经积累了相当的经验,为了持续提升,供应商必须具备自我改善及向下级供应商辐射的能力。因此,建立供应商自我提升体制及适用自身的异物管理评价基准是必须的。
通过以上的对策,广本希望提升供应链中精加工零件的异物管理水平,进一步消除品质隐患,提升产品品质,形成能够广泛应用的异物管理方法和准则。
3 对策实施
(1)以再发防止和未然防止为基础的工序能力提升
在工序能力提升方面,由于异物产生的不确定性,因此只能依托再发防止和未然防止的观点来开展工序检证,强化工序能力,达到降低异物发生率,提升异物截留能力的目的,广本主要有以下三点对策:
1)构建机加工产物图谱,提升异物溯源能力
在解析中,单纯依靠成分分析已经无法进行异物来源的判断,同时,对于供应商量产中,在后工序发现的异物也难以进行区分,影响了其进行工序改善的效果。
因此,广本引入了形貌分析与定性的成分分析结合进行异物锁定。通过对异物上机加工纹路、卷曲状态、韧性、颜色的分析,推断异物加工相应的条件。根据以上的信息,对供应商全数加工工序可能产生的异物进行收集,包括同一刀具加工初期、加工末期、临时停止、寿命末期的切屑进行收集,对其进行形貌分析,建立加工异物图谱,以便提升异物溯源能力。
2)强化工序检证及工艺评审,提升功能工序保证能力
工序管理上,对于现有量产工序以客户工厂为主体组织进行工序检证,从八大自工序观点:工序异物的产生模式,本工序异物流出防止,生产参数的设定合理性,生产设备的稳定性,模具/治具的干涉可能,刀具的断屑效果,上工序异物的截留能力,工序后是否产生异常伤痕;三大工序间观点:生产用容器的清洁度,传送链的异物残留,异常产品的再投入;入手,制定检证观点集,对工序效果进行评价,对于弱点项目实施整改。
同时,对于新车型阶段的工序,强化工艺评审,在评审观点中加入异物保证能力评价观点 (八大自工序观点,三大工序间观点),由供应商自主评价为主,客户确认的方式开展,进行未然防止。
3)加工过程去磁化
验证过中发现,铁质零件生产的过程中由于加工过程造成的形变会使产品边缘位置产生弱磁性,磁性的产生不受控,分布有一定的随机性。在冲压产品的断口,切削的末端,零件/切屑的尖端。钻孔位置一般较强,经验证,以特斯拉计进行测量,单点磁通量达到0.7HT及以上就有吸附丝状铁质异物的能力。
对于生产线而言,部分刀盘、治具、刀杆垫片、设备工装本身或长期使用后也会有弱磁性,因此需要在生产线合适位置设置去磁工序,并对重点部位实施磁通量监控,建议管控值设定为0.5HT。
通过以上工序措施,广本提出以下工序异物管理四知原则逐步实现四不原则:
——四知原则
自工序异物知特征;上工序异物知来源;
工序间异物知来源;流出侧异物知途径。
——四不原则
自工序异物不流出;上工序异物不流入;
工序间异物不残留;各工序异物不放过。
(2)完善精加工零件生产过程品质保证体系
通过梳理生产过程中,从 “人、机、物、法、环”五大方面盘点与异物产生相关联的因素,最后对刀具/模具管理体系、设备管理、操作人员管理体系进行完善。
1)刀具/模具管理体系
刀具/模具管理是异物管理的核心,异物的产生与刀具/模具的样式、设计寿命、刀具的更换管理密切相关,在刀具/模具的寿命末期,由于切断能力减弱,异物及切削断口磁性部分时刻会增强,易产生异物黏附;在刀具发生异常时(积屑瘤/崩刀),产生异物的可能性激增,因此刀具/模具的管理不能停留在有体系的阶段,而要需要不断完善。
根据推进经验,广本总结出刀具/模具管理体系的两大注意事项:
①刀具/模具设定精细化。注重刀具切削及断屑能力确认,对切削产物进行分析,在设定更换寿命期时,留出安全余量;刀具样式选取时,对于切屑产生较多的工序,考虑断屑模式。模具验证时,需考虑模具间隙,避免毛刺产生。
②刀具/模具管理集中化。对于一般工厂,模具维护一般作为重点项目进行监控,但是在刀具频繁更换的工厂,由于刀具更换由作业员进行,存在刀具异常未品质确认、刀具超期使用的风险。因此,在体系设计时,刀具应设定集中管理,统一发放统一回收统一确认,与变化点管理相呼应。
2)设备管理体系
设备是机加工的生命线,对于设备管理,广本在体系完善时注意以下部分,首先是设备参数的点检和确认,必须在每班次设定点检并由员工切实执行、对于设备异常按流程上报进行品质确认及追溯,且操作员工无修改权限;其次是在每次更换刀具时对刀补值等参数进行确认,保证刀具更换品质;第三是定期对刀盘参数进行确认,如:刀盘跳动、装夹状态进行确认,保证设备正常运转。
3)操作人员管理体系
操作人员方面,根据工序评价结果,对于易产生异物及重要的异物流出防止工序需要进行作业人员评价强化、在作业人员变动时需要由班组进行品质强化确认。
(3) “多重照合”的变化点管理强化
通过大量的现地检证,发现在机加工过程中,刀具管理带来的变化点管理困难,因此提出“多重照合”的变化点管理要求。
1)变化点管理于刀具/模具及设备管理体系结合,在刀具集中管理的前提下,根据每日产量,结合使用中的刀具寿命估算每日各刀具更换次数,补发当日各刀具需求数量,形成 《刀具发放记录》;
2)由作业员记录生产过程中的刀具更换,根据 《刀具更换记录表》,记录刀具首/中/末确认数据,刀具更换需区分正常到期更换及异常更换,对应不同级别的品质确认。对于多刃使用的刀具,产生连续两次异常,该刀具需要停止使用,并进行前后追溯,并对同批刀具进行强化监督。班组记录由班长进行确认,形成 《刀具更换记录》,若超过预发刀具需要额外领用,需记录刀具异常领用。全数变化点计入 《生产日报》;
3)每班次生产结束时,刀具集中回收,每日由刀具管理员进行回收检查,确认使用刃数、是否有刀具异常,形成 《刀具回收记录》;
4)以上记录由刀具管理员进行确认,各记录中刀具更换次数相对应,形成多重照合,产生异常时,由主管领导进行确认。
(4)自我提升的体制构建
自我提升即品质内生力形成阶段,广本重点关注以下三大方面。
1)自我异物管理评价标准建立
如上所述,由于异物管理水平衡量指标不足,因此需要完善构建自我评价标准。标准的设定应同时关注结果和过程,结果上,以完成车工厂不良为指标;过程上,以工序检证/工序评审的弱项改善,变化点不具合次数为基准,设定公司内异物管理改善的目标,进行持续改善。
2)计划性的自我提升方法
对于重点供应商应将异物管理设定为年度重点课题,形成专项推进小组,构建公司内异物管理体制。制定年度改善计划,以TQM的思路进行逐级展开,将目标分解至各部门,每月进行PDCA。
3)标准化总结及向下辐射的能力
对于供应商侧,好的经验需要及时进行标准化,如:工序参数的修正、管理方法的改善等。注重推进体制中的总结,将有用的经验进行总结和传承,并向二级供应商进行辐射,助力整体供应链和能力提升。
主机厂需要配合对供应商进行培训,并推动好的经验横向展开,最终达到带动上下游共同进步,提升供应链异物管理水平的目标。
通过以上的对策实施,2018年异物不良率较过往降低约40%,2019年将持续推进对策的落实和深化,争取更大的成绩。
4 总结和建议
综上所述,广本结合P-S-C-Si四阶段品质跃升模型,在四大阶段施策强化供应商异物管理,提升供应商管理水平,促使供应链整体提升,在此过程中,也意识到三点需要注意:
1)长远计划,共同进步。由于异物问题推进的难度大,基础不良率低,在1/10000~3/10000间,改善效果确认周期长。因此,在项目推进时必须制定长远计划,步步推进,与供应商共同进步,切不可操之过急。
2)建立专项信息数据库。对于异物不良,同一异物造成的失效模式可能不一样,因此需要构建不良数据库,以便进行再发不良分析和水平展开。结合加工产物图谱、工艺工序验证观点,形成专项推进数据库。
3)注重工序评审的开展。品质是设计出来的,在新车型初期工序未定时,以完善的观点进行严格的工序评审,可以及时进行调整,提高工艺设计品质,消除隐患。
广本也将继续在提升产品品质上不懈努力,同时对有用的经验坚持反思与总结,推动供应商品质内生力提升,打造高水平供应链。
猜你喜欢
中老年保健(2021年9期)2021-08-24 03:49:56
昆明医科大学学报(2020年12期)2021-01-26 00:43:52
制造技术与机床(2019年11期)2019-12-04 05:50:14
兽医导刊(2019年1期)2019-02-21 01:14:26
电子制作(2018年14期)2018-08-21 01:38:36
制造技术与机床(2017年7期)2018-01-19 02:29:55
发明与创新(2016年5期)2016-08-21 13:42:48
制造技术与机床(2014年1期)2014-03-11 20:17:28
钛工业进展(2014年5期)2014-02-28 16:42:29
河南科技(2014年14期)2014-02-27 14:11:53