钢结构焊缝超声波探伤时一种非缺陷回波的分析
2020-10-20 09:49麻洪轩
砖瓦世界·下半月 2020年1期
关键词:焊缝
麻洪轩
摘 要:在对接接头和L型接头焊缝超声波探伤过程中,由于焊缝对口间隙过大,设计要求底部加衬板焊接,常规超声波探伤时,往往把板材公称厚度设定为探伤厚度,这时衬板底部的回波会折射到焊缝中间,很容易被误判为缺陷。通过现场焊缝处理,多次验证实验,判断回波反射条件,明确了这种非缺陷回波产生的原因和特点。
关键词:焊缝;超声波探伤;衬板;缺陷回波
一、问题的发现
在北京轨道交通新机场线一期工程磁各庄车辆段钢结构检测过程中,钢管框架柱是由材质为Q345B、厚度为25-50mm的低碳合金钢组焊而成,它具有综合性能好、低温性能好、冷冲压性能、焊接性能和可切削性能好等。施工单位焊接均采用单边V型坡口、底部加衬板焊接。
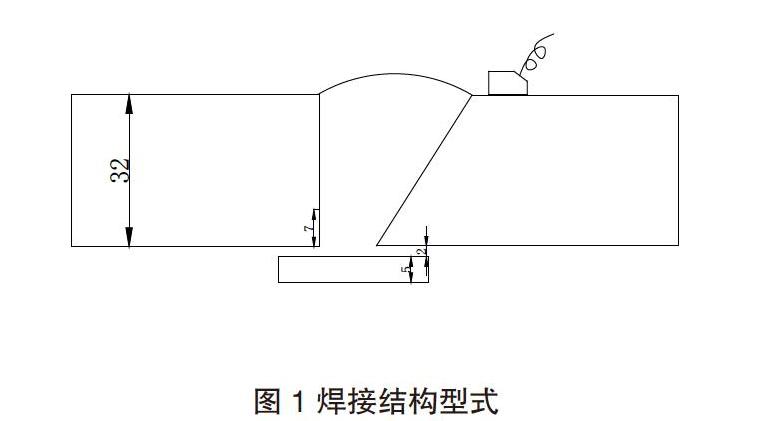
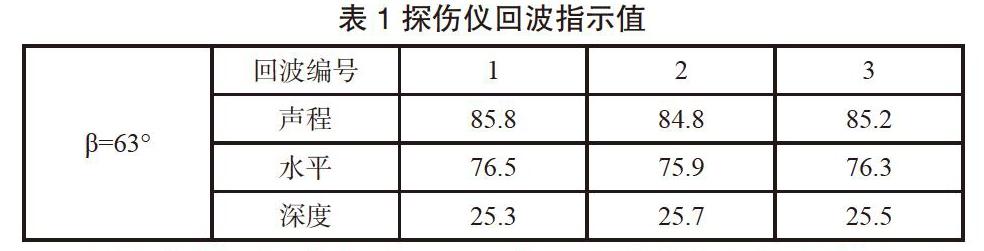
在厚板焊缝超声波探伤(B级)时,常发现距离根部5-8mm深度范围内的熔合线附近有不同长度连续的超标反射回波,偶尔焊缝全长都有此种回波。以32mm对接焊缝为例,其结构形式如图1所示,采用HS610e数字超声波探伤仪,其回波指示位置见表1。
按照常规的探伤方法,在探伤之前把仪器参数检测厚度设定为板材厚度,那么一次波扫查到衬板底部时,设备自动换算深度就为板材厚度减掉衬板厚度,在仪器显示屏中会有一个反射波,它的水平距离、深度距离均反映这个反射波就处在焊缝中,当探头前后移动过程中,在一定范围内,这个反射波还一直存在;在更换探头,采用不同角度探头检测之后,此反射波还依然存在,对于这种反射波,很容易判断评定为坡口未熔合或母材中的缺陷。当在焊缝表面气刨返修后,反射波仍然存在。
二、非缺陷回波的分析
在焊缝检测中,由于工件结构特殊、表面状况、焊接状况、仪器、探头和耦合性能等原因引起的反射回波,它不是焊縫内部真实缺陷引起的,这种波称为非缺陷回波。本文提到的非缺陷回波是由焊缝结构引起的,在房建钢结构施工中,多采用单边V型坡口、底部加衬板焊接,在焊接过程中,底部衬板也会一起熔合,这时,焊缝厚度就为板材厚度加上衬板厚度,而我们在超声波探伤过程中,厚度往往参考的是板材厚度,这就为我们判断反射波是否为缺陷波造成了一定的干扰。当把底部衬板切割打磨掉之后,这种非缺陷回波随之消失。
三、非缺陷回波的种类
焊缝检测中常会出现一些独特的非缺陷回波,常见的有:沟槽回波、焊角回波等。
(一) 沟槽回波
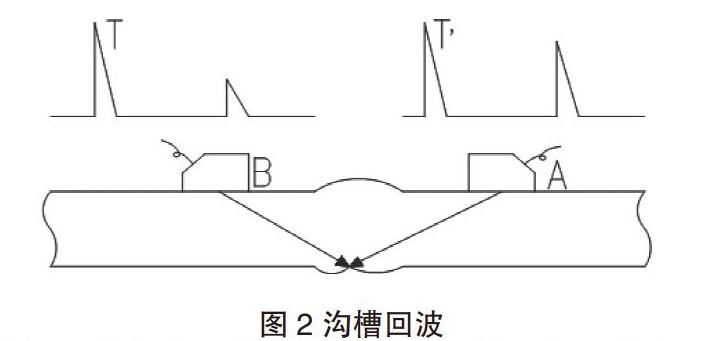
在厚壁管多道焊的焊缝表面会形成一道道沟槽。当超声波检测扫查到沟槽时,会引起沟槽反射。沟槽反射的特点是,在沟槽的一侧检测时,回波稍高,另一侧回波低,或者没有回波,见图2。如果用蘸有油的手指在沟槽处轻拍,回波会上下跳动。根据回波信号显示的深度和水平位置,可以判断该回波信号的位置与沟槽实际位置相符,所以此回波信号是焊道之间的沟槽所引起的非缺陷回波。
自动焊沟槽大小比较规则、深浅比较均匀,当出现沟槽反射波时沿焊缝水平方向移动探头,可以持续观察到回波;手工焊的沟槽大小不规则、深浅不太均匀,沟槽反射波的出现没有规律。因此,后者比前者更难识别和确认,当发现疑似波是要两侧检测,仔细对照,是否符合沟槽反射波的特征。
(二)焊角回波
焊缝一般都有一定的余高,余高与母材的交界处称为焊角,由焊角产生的回波称为焊角回波。在阶梯试块上做一个实验:如图3所示,从A、B两个相反的方向检测同一个台阶,探头在A位置时会有回波,在B位置时没有回波。实际焊缝产生的焊角回波如图4所示。
由上述实验可知,焊角回波的特点是:探头在工件上A位置处会有焊角回波产生,在B位置处则无焊角回波产生;焊角回波高度与余高高度有关,余高高时焊角回波高度高,余高低时焊角回波高度低,余高低到一定程度时,无焊角回波。当探头沿焊缝平行移动时,焊角回波的位置不会变动,当探头垂直焊缝作前后移动时,焊角回波的位置会相应的移动一段距离;如果根据最高焊角回波的位置计算出它的水平距离和垂直距离,计算出的焊角位置与工件上的实际焊角位置相同;如果用手指蘸上油轻轻敲击工件的焊角处,焊角回波会上下跳动。根据焊角回波的这些特点就可识别焊角回波。
结束语
(一)在焊缝检测时,要仔细观察工件结构、表面状况、焊接状况,精确对回波定位,认真分析回波特点,寻找反射条件,就可以识别非缺陷回波,避免误判。
(二) 建议把仪器参数检测厚度设置为“0”,有利于分析底部衬板回波和根部焊瘤回波。
参考文献:
[1]郑晖 林树青;全国特种设备无损检测人员资格考核统编教材 超声检测第2版
[2]李向阳;对接焊缝超声波探伤中的伪缺陷回波分析;电力设备;2019年第5期
猜你喜欢
机电信息(2021年22期)2021-09-10
电焊机(2021年7期)2021-08-26
风能(2020年8期)2020-04-19
科技视界(2018年8期)2018-06-08
中国高新技术企业(2017年10期)2017-06-20
中国高新技术企业(2015年30期)2015-08-11
美与时代·城市版(2014年2期)2014-04-15
城市建设理论研究(2011年28期)2011-12-31
魅力中国(2009年28期)2009-12-04
活力(2009年11期)2009-11-16