
1Cr13不锈钢电磁组件焊接裂纹分析及工艺措施
2021-09-10 10:27董锬牛劭臣胡靖
机电信息 2021年22期
董锬 牛劭臣 胡靖
摘 要:1Cr13马氏体不锈钢焊接性能差,极易产生冷裂纹缺陷。某航空产品零件的材料为1Cr13,在激光焊后焊缝产生延迟裂纹。现针对工件无法焊前预热及其结构特点,用氩弧焊代替激光焊,通过焊接工艺控制解决该产品焊接裂纹问题,避免产生焊缝冷裂纹。
关键词:1Cr13马氏体不锈钢;冷裂纹;氩弧焊;工艺控制
0 引言
航空产品插座类零件一般采用激光焊焊接,利用激光焊热量集中的特点防止焊接热量烧坏插座内部电子元件,影响产品性能。其材料均为奥氏体不锈钢,焊接性能良好,焊缝无质量问题。其中电磁组件壳体材料为1Cr13马氏体不锈钢,在焊接插座时,经试验焊接参数,降低激光焊的速度,焊缝均匀光滑,无外观缺陷。但在外厂使用过程中出现插座脱落的情况,经观察端口形貌为脆性断裂,初步定位为裂纹扩展引起焊缝失效。领取工件按原工艺进行焊接试验,未发现焊接缺陷,在激光焊1~2天后出现延迟裂纹。本文拟通过氩弧焊替代激光焊,试验焊接工艺方案,利用焊接加热来达到对焊缝预热和缓冷的效果,控制焊缝冷却速度,减少脆性相产生,改善焊缝性能,得到优良焊缝。
1 裂纹机理分析
1.1 材料焊接性分析
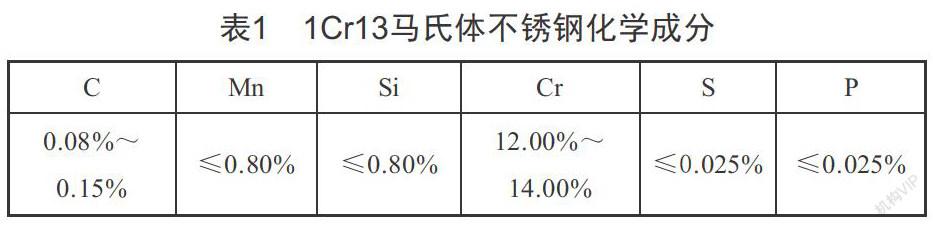
零件壳体材料为1Cr13,化学成分如表1所示。
1Cr13马氏体不锈钢焊缝和热影响区焊后状态为脆硬的马氏体组织,另外1Cr13钢的碳当量约为2.76%,因此其焊接性能差[1]。因1Cr13马氏体不锈钢导热性较碳钢差,焊后残余应力大,特别是焊缝含氢量较高时,在快速冷却时极易产生冷裂纹。其焊接成分特点往往使其组织处于舍夫勒焊缝组织图中的M和M+F边界区,在冷却速度小于10 ℃/s时近缝区会出现粗大的铁素体,塑性和韧性也显著下降[2]。所以,焊接冷却速度的控制是一个难题。为得到合适的焊接接头,往往需要焊前预热200~250 ℃来防止冷裂纹产生,在焊后焊缝冷却至150 ℃后加热至650~750 ℃进行回火处理[3],降低焊缝和热影响区的硬度,减少焊接残余应力,改善其塑性和韧性。
综上所述,1Cr13的焊接工艺性能差,必须采用合适的焊接参数,并对工件进行焊前预热,焊后须进行热处理,以保证焊缝质量。
1.2 结构焊接性分析
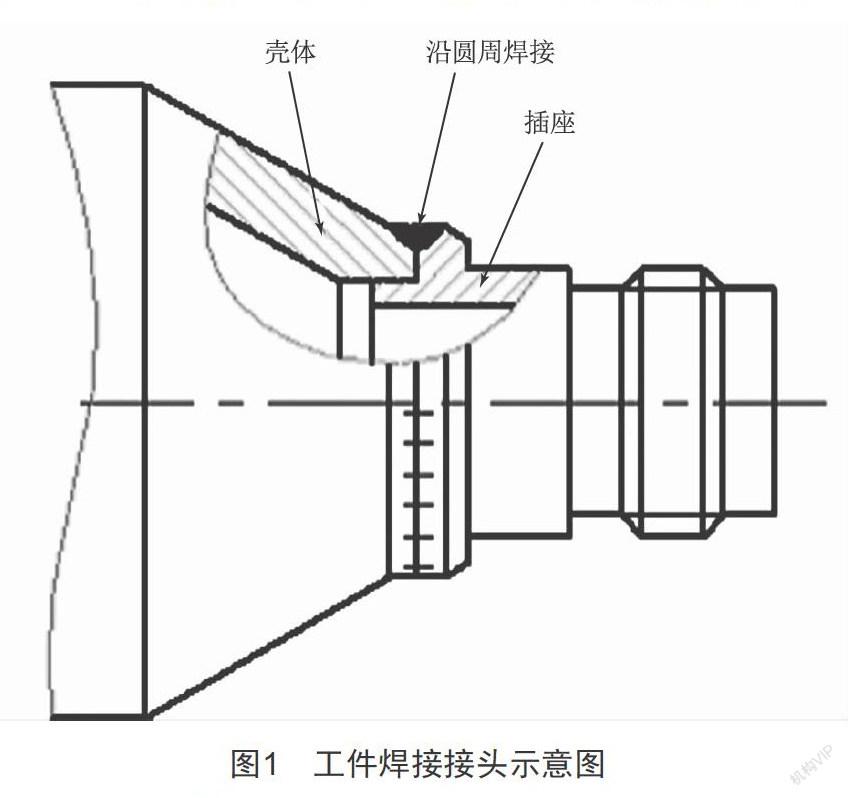
如图1所示,电磁组件壳体和插座的焊接接头为锁底对接,焊缝无坡口,采用不添加焊丝自熔焊接。焊缝在工件的转接处,容易在该处产生应力集中,结构焊接性能差。
1.3 工艺焊接性分析
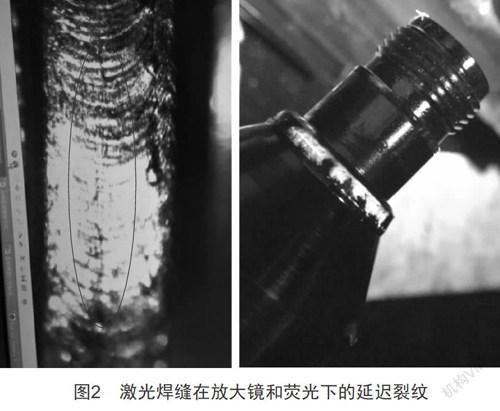
激光焊接的特点是焊接热量集中,焊接变形小,焊接热影响区小,焊缝的冷却速度快。对于电磁组件来说,工件因内部的电子元器件无法进行焊前预热和焊后缓冷处理,激光焊接后焊缝迅速冷却,焊缝金属析出大量脆硬的马氏体组织,焊缝的塑性和韧性大幅度降低,冷裂纹倾向明显增加[2]。公司使用的激光焊设备为楚天YAG-400激光焊机,其功率不足,焊缝的熔深只有0.3~0.5 mm,虽然激光焊的焊接应力小,但焊缝的整体承载强度小,在焊接应力的作用下产生延迟裂纹,如图2所示。
2 试验方案
根据对焊缝延迟裂纹产生机理的分析,针对电磁组件零件特点,用氩弧焊代替激光焊接,选择美国微热AWS-
200自动氩弧焊机,试验不同的焊接参数,研究不同焊接参数对焊缝质量的影响,如表2所示,从而得到最佳焊接工艺。
在试验过程中,用紫铜工装保护插座,加快插座整体散热速度,避免焊接热量烧毁插座。同时,在焊接过程中用顶针压紧工件,对焊缝施加一个压力直至完全冷却,消除一部分焊接拉应力,减少焊缝的裂纹倾向。
采用小电流的焊接参数进行试验时,试验结果如图3和图4所示,图3和图4分别对应1#和2#焊接参数,从图3可以明显看到在靠近壳体部分焊缝出现明显的沟槽裂纹,而图4未看到焊接裂纹缺陷,但壳体处的焊缝有咬边缺陷且焊缝表面不光滑。比较1#和2#焊接参数可以发现,在降低焊接速度后焊缝质量有明显改善,裂纹消失。分析认为焊接速度降低,焊缝的冷却速度变缓,焊缝中脆硬的马氏体组织析出减少,焊缝的塑性和韧性超过焊接应力产生裂纹的临界值,未出现开裂情况。
图5是按3#参数进行焊接的电磁组件,从图中可以看到,在焊接后焊缝中心位置有明显的焊接裂纹缺陷且几乎贯穿整个焊缝。和1#与2#参数相比,3#参数焊接热输入更大,焊接应力超过焊缝强度的临界值,焊縫在焊接过程中直接开裂。
图6是按4#参数进行试验的电磁组件,焊缝均匀光滑,无外观缺陷。和1#、2#、3#焊接参数相比,4#焊接参数焊接的工件焊接应力更大,但未出现焊接裂纹缺陷。在用4#参数进行焊接时,焊接热输入高,焊接热影响区大,整个工件的温度升高到一个较高的值,相当于对焊缝起到缓冷作用,焊缝的脆性相析出减少,焊缝的强度明显提升。
3 结论
(1)控制焊接热输入和焊缝的冷却速度是影响1Cr13马氏体不锈钢焊接质量的重要因素,降低焊缝冷却速度有助于提高焊缝的塑性与韧性。
(2)使用氩弧焊焊接电磁组件,在没有焊前预热和焊后热处理的情况下,通过控制焊接工艺可以加工出合格的产品。
(3)选择峰值电流60 A、基值电流32 A、焊接速度3 r/min、频率5 Hz、脉宽比40%的自动焊接参数焊接电磁组件,能够得到优良的焊接接头。
[参考文献]
[1] 杨兴华,王海鹏,陈向阳.1Cr13马氏体不锈钢小孔等离子弧打底焊工艺[J].焊接技术,2012,41(3):56-57.
[2] 李亚江.焊接冶金学——材料焊接性[M].北京:机械工业出版社,2006.
[3] 中国机械工程学会焊接学会.焊接手册:第2卷:材料的焊接性[M].北京:机械工业出版社,2001.
收稿日期:2021-05-24
作者简介:董锬(1983—),男,河南新乡人,工程师,主要从事军用航空产品的质量监督工作。
猜你喜欢
辽河(2022年1期)2022-02-14
红蜻蜓·中年级(2021年8期)2021-08-25
商情(2020年4期)2020-03-23
人民长江(2019年7期)2019-09-10
扬子江(2019年1期)2019-03-08
广东第二课堂·初中(2018年12期)2018-02-13
职业·下旬(2017年9期)2017-10-31
数字技术与应用(2016年11期)2017-02-09
学苑创造·C版(2016年10期)2016-11-19
学苑创造·A版(2016年1期)2016-03-10
