
滤棒成型机丝束恒张力控制系统的设计
2020-10-20 06:42吴树清
烟草科技 2020年9期
吴树清
贵州中烟工业有限责任公司铜仁卷烟厂,贵州省铜仁市兴铜大道 554300
滤棒成型机在生产中,将丝束包中的丝束拉出,经过三级开松[1],对开松展宽的丝束喷洒塑化剂,再进行卷制成型与切割,制成符合要求的滤棒[2]。丝束带拉出过程中,其内部张力[3]会受到丝束卷曲特性[4]、丝束包剩余高度、丝束带运行轨迹、丝束包绑扎区域的影响,进而影响开松效果,导致滤棒吸阻[5-6]、圆周等指标波动。
为解决丝束带张力不稳定所带来的产品质量问题,侯昌信[7]改进了高速滤棒成型机控制系统,优化了开松机构控制参数。刘建辉[8]设计出丝束工位转换装置,解决了丝束包在更换过程中的丝束带张力变化问题。王爽[9]开发出丝束自动提升平台,采用液压连杆机构和光电监测装置控制平台自动升降,使丝束料位始终保持在5 cm 高度差之内。吴佳旺[10]设计了悬臂工作台,可自动调整丝束包高度,丝束用完后自动复位至地面。上述研究基本解决了丝束包高度变化带来的不利影响,然而在丝束带拉出过程中,还存在外界面、绑扎区、包心区不同位置丝束粘连强度不同造成的张力不稳定问题,进而影响滤棒质量,这一问题尚未得到解决。
为此,在ZL26C 滤棒成型机组上,采用闭环伺服控制原理,设计了一种滤棒成型机丝束恒张力控制系统,以期解决不同状态下丝束带张力波动大的问题,改善滤棒吸阻及圆周的稳定性。
1 问题分析
1.1 系统结构
ZL26C 滤棒成型机中,丝束包通常是放置于地面上(使用VGA 小车送料的则放置在自动进料平台上)。丝束带从丝束包1 中拉出,先经过导丝环2,到达一级空气开松3,再经过二级空气开松4及预张紧辊5,送入螺纹辊6,经三级空气开松7 进一步展宽,通过甘油喷嘴8 施加甘油,最后经过输出辊9 及成束辊10 向下一工序输送,见图1。

图1 ZL26C 滤棒成型机丝束供给示意图Fig.1 Schematic diagram of tow supplying in ZL26C filter rod maker
1.2 存在问题
在生产过程中,丝束带拉出时的高度随使用量增加逐渐降低,丝束包不同位置丝束粘连强度不同,丝束带与导丝环之间形成的角度不断变化,都会导致进入一级空气开松的丝束带内部张力发生变化,进而影响丝束开松效果,影响滤棒质量稳定性。
2 系统设计
设计了一套独立的丝束恒张力控制系统,并安装于一级空气开松与二级空气开松之间。该系统主要由伺服电机1、控制辊2、控制压辊3、张力检测装置6、导辊5、附加开松器4、显示屏、电控系统等组成,见图2。
其工作原理是:丝束带经过一级空气开松,进入控制辊2 与控制压辊3,系统处理器根据成型机的速度脉冲信号控制伺服电机1 运转,张力检测装置6 检测丝束带张力大小,并与设定张力进行比较。当检测到的丝束张力大于设定张力时,系统处理器控制伺服电机1 加速运转,增加供丝量,降低丝束张力;反之,则伺服电机1 减速运转,进而将丝束带内部张力控制在设定范围内。附加开松器4 主要起稳定丝束带的作用,使其在运动中更趋平稳,保证张力控制系统稳定工作。

图2 丝束恒张力系统装置示意图Fig.2 Schematic diagram of constant tow tension system
2.1 丝束控制装置
丝束控制装置是恒张力控制系统的执行机构,主要完成丝束带的拉出,由支撑板1、伺服电机2、控制辊3、控制压辊4、气缸5 等部件组成,见图3。工作时,丝束带从控制辊3 及控制压辊4 之间穿过,伺服电机2 带动控制辊3 高速运转,气缸5处于伸出状态,将控制压辊4 压向控制辊3,并保持一定的压力,以防止丝束带在高速运动中打滑。

图3 丝束控制装置示意图Fig.3 Schematic diagram of tow control device
2.2 控制辊
滤棒成型机最大生产速度为600 m/min,设控制辊线速度S为600 m/min ,可满足滤棒成型机的生产要求。设伺服电机额定转速n=3 000 r/min,由控制辊直径d=S/nπ可知,d=63.66 mm,为增加冗余,取控制辊直径为70 mm。
2.3 伺服电机
根据YC/T 169.1—2002 规定,在长度为(1 000±1)m 条件下,消除二醋酸纤维丝束卷曲的负荷为(22.2±0.2)N[11]。实际生产中丝束不会被完全拉伸,即:丝束在生产过程中所受拉力F不会超过(22.2±0.2)N。设控制辊所需扭矩与伺服电机提供扭矩相等,则:

式中:M为控制辊所需扭矩,Nm;d为控制辊直径,m;F为施加给丝束的最大拉力,N;P为电机功率,kW;n为伺服电机额定转速,r/min。

将已知参数代入式(2),可得伺服电机的必要功率P=0.244 kW。
综合考虑控制压辊阻力、轴承的摩擦力以及成本等因素,选用额定功率0.5 kW、额定转速3 000 r/min的伺服电机,可满足设备需求。
2.4 气缸座
气缸2 是通过一个手柄螺丝3 固定在气缸座1上,允许其左右摆动,以保证控制压辊对控制辊施加的压力在丝束带宽度方向上保持一致,防止丝束带跑偏,见图4。
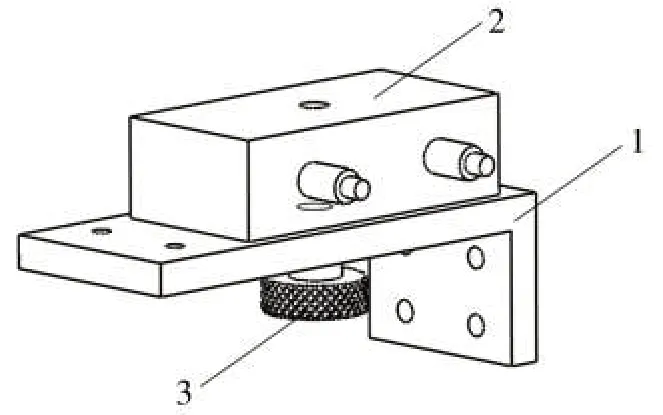
图4 气缸座示意图Fig.4 Schematic diagram of cylinder base
2.5 张力检测装置
丝束张力检测装置见图5。丝束带4 通过力臂杆3 时,对力臂2 施加一个向上的力,安装在力臂2 末端的高灵敏度扭矩传感器1 将检测到的丝束张力值,与设定值进行比较后,控制伺服电机加速或减速运行,保证丝束带内部张力稳定在设定范围内。
2.6 电气控制系统
电气控制系统主要由PLC、F/V 脉压转换器、扭矩传感器、触摸屏、伺服控制器、伺服电机等组成,见图6。主机编码器提供同步脉冲信号,经F/V 脉压转换器转换成电压信号。扭矩传感器检测力臂杆运动趋势,并将这种运行趋势转换成电压信号。PLC 中央处理器处理上述两个信号,用于丝束恒张力系统伺服电机速度对主机速度的同步跟踪。
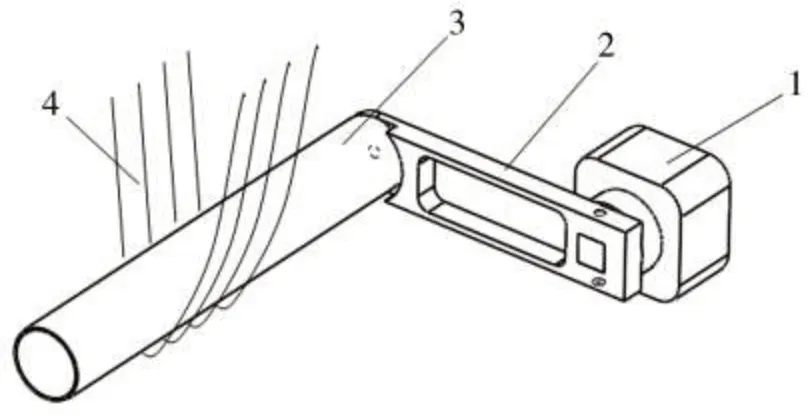
图5 丝束张力检测装置示意图Fig.5 Schematic diagram of tow tension detection device

图6 电气控制原理图Fig.6 Schematic diagram of electrical control
3 应用效果
3.1 材料与方法
材料:烟用二醋酸纤维素丝束3.0Y32 000(珠海醋酸纤维有限公司);普通滤棒成型纸(浙江华丰纸业科技有限公司);烟用热熔胶(广东凯林科技股份有限公司);冷胶(长沙乐远化工科技有限公司)。
设备:ZL26C 滤棒成型机组(许昌烟草机械有限责任公司);综合测试台(成都瑞拓科技股份有限公司)。
方法:2019 年8 月,将丝束恒张力控制系统安装于一级开松与二级开松之间,成型机组生产速度为5 500 支/min,连续生产运行2 个月,共提取400 组数据,统计滤棒吸阻与圆周指标的平均值,与使用该系统前2 个月内的数据进行比较。
3.2 结果
由表1 可见,使用丝束恒张力控制系统生产的滤棒与未使用该系统生产的滤棒相比,其吸阻指标及圆周指标均有明显改善。

表1 改进前后的滤棒吸阻和圆周质量稳定性对比Tab.1 Comparison of consistencies of draw resistance and circumference of filter rods before and after improvement
4 结论
采用闭环伺服控制原理设计了滤棒成型机丝束恒张力控制系统,解决了丝束带从丝束包中拉出时张力波动大,进而影响滤棒质量的问题。在ZL26C 滤棒成型机组上的测试结果显示,改进后吸阻标准偏差降低20.62%,圆周标准偏差降低50.00%,说明该系统可明显改善滤棒吸阻及圆周指标的稳定性,使用效果良好。该系统可在同类型设备上推广应用。
猜你喜欢
橡塑技术与装备(2022年5期)2022-05-17
西北工业大学学报(2021年5期)2021-11-13
设备管理与维修(2021年6期)2021-04-20
科技与创新(2020年16期)2020-11-29
中国设备工程(2020年2期)2020-03-30
科技与创新(2018年23期)2018-12-18
汽车与驾驶维修(维修版)(2018年5期)2018-12-05
制造技术与机床(2018年9期)2018-09-19
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
