花生植株双圆盘刀切割装置的研制与分析
2020-10-17 01:04:32王东伟何晓宁李英春常增村
农机化研究 2020年10期
苏 鑫,王东伟,何晓宁,张 宁,李英春,常增村
(青岛农业大学 机电工程学院,山东 青岛 266109)
0 引言
花生是我国重要的经济作物和油料作物,种植面积和产量均居世界前列[1]。据统计,目前我国花生常年种植面积已达472.7万hm2,花生秧蔓目前的年保有量达到3 500万t左右,还将不断地增长。但是,目前我国花生收获机械大部分仅能完成对花生果的收获,花生秧蔓因为夹带残膜泥土等杂质无法有效收集利用,造成了大量的浪费。花生秧蔓是优质的动物饲料,其有效收集利用将对我国畜牧业产生积极的影响。为此,针对目前花生秧蔓存在严重浪费的现象研制出花生植株双圆盘刀切割装置,将花生秧蔓和根盘进行切割分离,得到不夹带残膜的花生秧蔓和合理留茬高度的花生根盘,为以后秧果兼收型花生联合收获机的研制提供结构基础。
1 总体方案的确定
花生植株双圆盘刀切割装置主要由液压马达、主动链轮、从动链轮、圆盘刀轴、圆盘刀套筒、固定法兰及圆盘刀片组成,如图1所示。工作原理为:液压马达在液压油的作用下转动并带动主动链轮转动,主动链轮通过传动链条带动从动链轮转动,从动链轮带动圆盘刀轴转动,从而在圆盘刀轴的带动下两片圆盘刀反向转动,对花生植株进行切割分离,完成整道工序。
2 圆盘刀的设计
圆盘刀片是花生植株双圆盘刀切割装置最重要的组成成部分,其性能好坏将直接影响工作效果,因此对圆盘刀片的材质、直径、厚度、两片刀片的重叠距离及最佳转速范围进行设计与分析。
双圆盘刀切割装置是为以后秧果兼收型花生联合收获机提供结构基础,最终将加在秧果兼收联合收获机上,对来自夹持输送装置的花生植株进行切割分离,不存在秧蔓倒伏的现象只需要良好的完成分离切割即可。
通过对花生植株双圆盘刀切割装置的分析,根据花生植株的物理特性及切割要求,设计圆盘刀片的材质为钨系高速钢W18CR4V,直径为250mm,厚度为10mm,边缘设计成锯齿形。圆盘刀实物图如图2所示。

图2 圆盘刀片实物图
2.1 圆盘刀运动轨迹分析
圆盘刀的运动由圆盘刀片自身的转动和机器的前进速度合成,运动轨迹为余摆线[2-4],如图3所示。

图3 圆盘刀运动轨迹图
设机器前进速度方向为x轴,垂直向上方向为y轴,建立坐标系如图3所示。圆盘刀片转动角速度为ω,则外端点a的位移方程为
Xa=Vmt+rsinωt
(1)
Ya=rcosωt
(2)
式中Vm—机器前进速度;
r—圆盘刀片半径;
ω—圆盘刀片转动角速度;
t—圆盘刀片转动时间。
2.2 圆盘刀转速与重叠距离的确定
2.2.1 根据圆盘刀切割速度确定圆盘刀片转速
圆盘刀片外端点速度分析图如图4所示。通过圆盘刀的切割速度来确定圆盘刀片的转速,查阅资料并结合实际情况,可知圆盘刀的切割速度要求至少为5m/s。因此,设定圆盘刀片外端点切割速度为5m/s[5-8],根据圆盘刀片外端点速度分析图计算得到圆盘刀片转速。

图4 圆盘刀片外端点速度分析图
通过速度分析图可知
(3)
化简公式(3)得
(4)
由式(4)可知:当wt=π+2kπ(k=0,1,2,3,…n)时,Va最小,即
Vamin=Vb-Vm
(5)
又因为
Vb=rω
(6)
联立公式(5)、(6)得
Vamin=rω-Vm
(7)
化简公式(7)得
(8)
转速与角速度之间换算公式为
ω=2πn
(9)
化简公式(9)得
(10)
式中Vm—机器前进速度,按照实际情况确定Vm=0.45m/s;
r—圆盘刀片半径,r=125mm;
ω—圆盘刀片转动角速度;
t—圆盘刀片转动时间;
Vb—圆盘刀自转速度;
n—圆盘刀片转速;
Vamin—圆盘刀最低切割速度,Vamin=5m/s。
通过对圆盘刀片转速的研究得到圆盘刀片的最低切割转速在417r/min左右,本文设计转速范围为410~460r/min。
2.2.2 根据喂入量确定圆盘刀片重叠距离
查阅资料并根据实际测量知,目前市面上多垄多行花生联合收获机的花生植株夹持输送速度为450mm/s。以三垄六行联合收获为例,花生的种植模式如图5所示。图5中,A为垄底宽,B为窄行距,C为垄顶宽,D为宽行距,E为沟宽,F为垄高。

图5 垄作花生种植模式
花生种植模式为一垄两行种植,株距大约为15cm[9-10],因此此三垄六行喂入量大约为18株/s,喂入量较大。为保证花生植株喂入时接触圆盘刀片时间足够并且能够完全切割,设计圆盘刀重叠距离为20mm。
3 圆盘刀模态分析
模态分析用于确定设计中的结构或机器部件的振动特性固有频率和振型[11],在进行结构或机器部件设计时应使其固有频率避开外界激振力的频率,避免发生共振现象。每一阶固有频率都有其固定振型,从振型中可以得知在该固有频率下结构或机器部件产生变形的形式。圆盘刀材质为钨系高速钢W18CR4V,利用Ansys分析软件对圆盘刀片进行模态分析,网格划分图及前6阶振型图如图6所示。


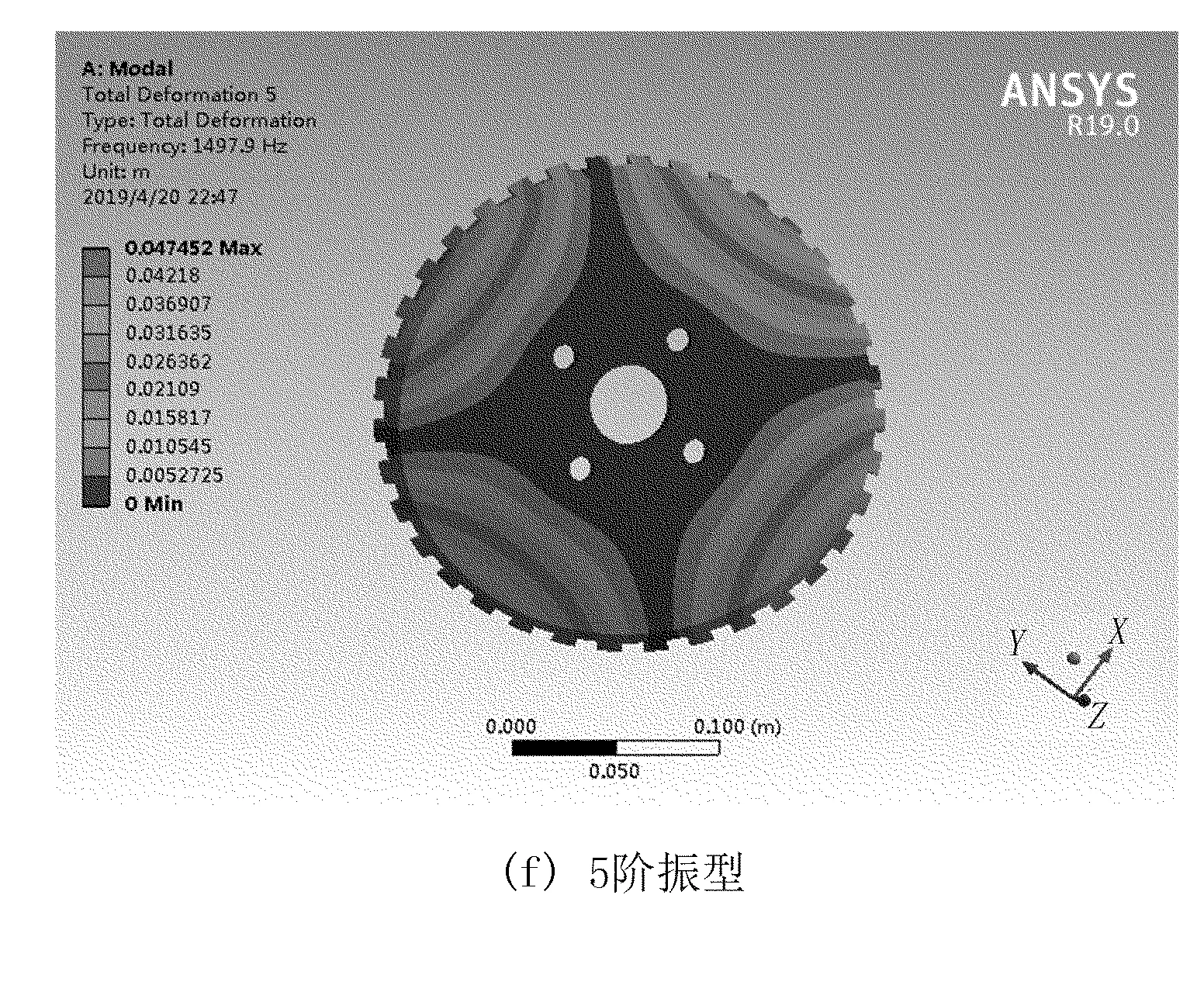

图6 网格划分以及圆盘刀模态分析图
由前6阶圆盘刀片振型图可知固有频率分别为:1阶1 156.5Hz,2阶1 156.8Hz,3阶1 188.4Hz,4阶1 213.8Hz,5阶1 497.9Hz,6阶2 190.4Hz。经计算测定圆盘刀片的振动频率大约在80Hz左右,经查阅资料显示一般联合收获机的振动频率在142Hz左右,远远低于圆盘刀片的固有频率,不会产生共振现象。从圆盘刀变形上看,圆盘刀片变形非常小,且圆盘刀片工作时很难达到前几阶振型所需的振动频率,圆盘刀片刚度远远大于花生秧蔓。综上分析,圆盘刀片强度满足工作要求。
4 试验及结果
对花生植株双圆盘刀切割装置进行试验,将装置安装在夹持输送试验台上,对来自夹持输送装置的花生植株进行切割分离。
本装置及试验台是与山东源泉机械有限公司联合研制,试验地点在山东源泉机械有限公司厂房内,用于试验的花生品种为海花1号。花生取自沂水县四十里铺花生试验田,种植模式为垄作,植株平均高度为380mm。采用人工喂入模拟实际的喂入方式,通过控制液压马达速度模拟所设计最佳转速,观察试验效果。试验所拔取花生植株如图7所示,试验结果如图8所示。

图7 所拔取的花生植株

图8 试验结果
测量并记录切割后80株花生根盘的留茬高度(留茬高度不少于55mm的情况下可以满足条件),如表1所示。

表1 花生根盘留茬高度统计
通过对80株花生植株留茬高度测量可知:留茬高度大部分均高于55mm且集中分布在56~65mm之间,满足留茬高度大于等于55mm的要求。通过试验结果可以看出:在设定材料及转速的情况下,试验效果良好,花生根盘留茬高度合理,既保证了花生秧蔓不夹带残膜泥土等杂质,又避免了对花生果造成损伤,工作性能良好。
5 结论
1)通过对花生植株双圆盘刀切割装置的研究得知:圆盘刀片的材质为钨系高速钢W18CR4V,直径为250mm,厚度为10mm,边缘为锯齿形,转速范围为410~460r/min,圆盘刀重叠距离为20mm。
2)利用Ansys分析软件对圆盘刀进行模态分析表明:圆盘刀固有频率远远大于圆盘刀工作过程中的激振频率,避免了共振损伤出现,满足强度要求。
3)花生植株经切割分离后既能得到不掺残膜、泥土等杂质的花生秧蔓,又能得到具有合理留茬高度的花生根盘,避免了对花生的损伤。
猜你喜欢
大电机技术(2021年2期)2021-07-21 07:28:38
重型机械(2020年3期)2020-08-24 08:31:42
石材(2020年6期)2020-08-24 08:27:00
制造技术与机床(2018年10期)2018-10-13 06:36:54
数学物理学报(2017年1期)2017-06-05 09:12:28
红蜻蜓·低年级(2017年3期)2017-03-30 16:32:23
工业设计(2016年4期)2016-05-04 04:00:26
工程建设与设计(2016年4期)2016-02-27 10:50:57
铜业工程(2015年4期)2015-12-29 02:48:43
现代机械(2015年1期)2015-01-15 03:07:54