
好氧堆肥反应器内部在线监测控制系统设计
2020-10-17 01:03戴大千刘思幸
农机化研究 2020年6期
缪 宏,杨 强,戴大千,朱 浩,杨 铮,刘思幸
(扬州大学 机械工程学院,江苏 扬州 225000)
0 引言
禽畜粪便与生物质秸秆中含有大量的N、P、K等元素。经测算,10亿t秸秆中氮、磷、钾养分含量分别相当于600万t尿素、1 200万t过磷酸钙、1 200万t硫酸钾。然而,2014年我国氮肥、磷肥和钾肥的施用量也不过2 229.3、743.8、89.5万t[1-3]。目前,禽畜粪便、生物质秸秆不能有效转化成有机肥,导致N、P、K等养分大量流失,降低养分功效,同时造成了严重的环境污染。2018年,生态环境部农业农村部印发的《农业农村污染治理攻坚战行动计划》中,将着力解决养殖业污染和有效防控种植业污染作为首要任务。为了减少禽畜粪便、秸秆焚烧等带来的环境污染,无害化处理是必要的,开发高效的好氧堆肥工艺技术及设备是实现这一目标的重要途径。反应器堆肥因其具有堆肥周期短、占地面积小、作业环境好等优点成为目前研究热点,对于解决禽畜粪便资源化利用问题具有良好的发展前景[4-7]。在反应器中,影响堆肥反应的环境因素主要有温度和氧气浓度,在合适的环境参数范围内进行堆肥可以显著提高堆肥反应效率[8-9]。
近年来,传感器与单片机技术迅速发展,在现代农业领域得到了广泛应用。本文设计了一种基于传感器技术的、适用于好氧堆肥反应器的内部环境在线测量控制系统,具有成本低、结构简单、可靠性高等优点,能够很好地监测反应器内部温度及氧气含量等因素,对于好氧堆肥试验模拟及实际生产提高堆肥反应效率具有重要意义。
1 基本原理及系统总体设计
好氧堆肥反应的腐熟效率取决于堆体内好氧细菌的生物活性,因此对反应器内部的温度和含氧量进行控制调节,可以促进好氧堆肥细菌的生长,提高堆肥反应效率。本系统采用低成本的温度传感器及氧含量传感器采集好氧堆肥反应器内部的温度及氧气含量信息,通过STC89C52单片机处理各传感器采集到的信息,并在显示器上进行温度及含氧量的实时监测,对于异常情况进行实时的声光报警,提醒改善堆肥反应器内部的环境。堆肥反应器控制系统硬件总体设计如图1所示。

图1 堆肥反应器控制系统硬件总体设计
2 硬件设计
2.1 处理器的选择
单片机处理器是好氧堆肥控制系统的核心。该系统涉及温度和氧气浓度多路环境参数的检测,运用单片机可以实现各模块的功能,形成集数据采集、运算、储存及处理的智能化监测系统。本系统所选用的 STC89C52RC 单片机(宏晶科技股份有限公司)是一种低功耗、高性能 CMOS 8 位微控制器,指令代码完全兼容传统8051单片机,具有 8K 在系统可编程 Flash 存储器,能为堆肥反应控制系统提供高效的数据采集、处理运算方案[10]。STC89C52RC单片机的引脚排列如图2所示。
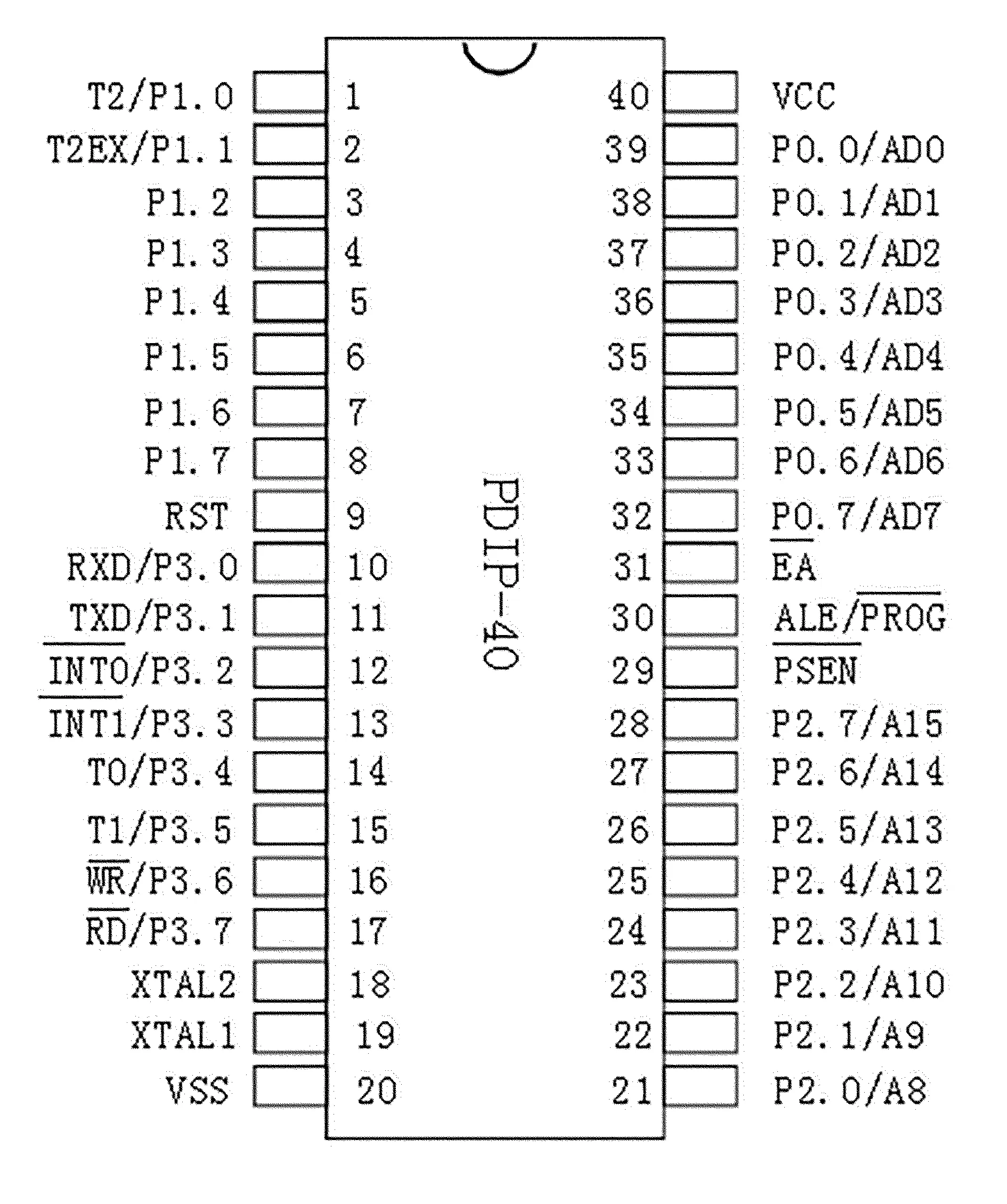
图2 STC89C52RC单片机的引脚排列
2.2 传感器模块
2.2.1 温度传感器的设计
温度传感器的种类繁多,随着信息技术的现代化,能独立工作的温度监测系统已应用于诸多的领域。传统的温度检测大多用热敏电阻作为传感器,但热敏电阻可靠性差、测量温度准确度低,且将信号转化为数值信号才能有单片机进行处理。好氧堆肥过程是好氧细菌生长产热、由室温到高温(最高可达80℃)的过程,而温度是衡量堆肥质量的重要指标。基于好氧堆肥反应器的特点,系统选用DS18B20温度传感器作为测温器件,具有成本低、体积小、量程大、测量精度较高及避免其他因素干扰能力强的特点[11-12]。温度传感器接线图如图3所示。
2.2.2 氧浓度传感器设计
好氧堆肥要求整个堆肥过程中氧气浓度不能低于8%,主要是因为在长期的厌氧环境中好氧细菌将抑制生长,开始进行厌氧发酵反应,影响堆肥反应速率[9]。好氧堆肥反应器的通风系统主要是将反应器外空气中的氧气输送进入反应器,最高浓度约为21%。此外,好氧堆肥反应会产生H2S、NH4等对于传感器具有腐蚀破坏作用的气体[13],因此对于氧浓度传感器具有较高的要求。本设计采用北京九纯健科技有限公司生产的FDM700型氧气浓度监测探头传感器,具有温度和压力补偿功能,在浓度为0~25%量程范围内精度高达2%F.S,响应时间为15s,电平信号为TTL电平,可以直接与单片机通信输出测量数据。
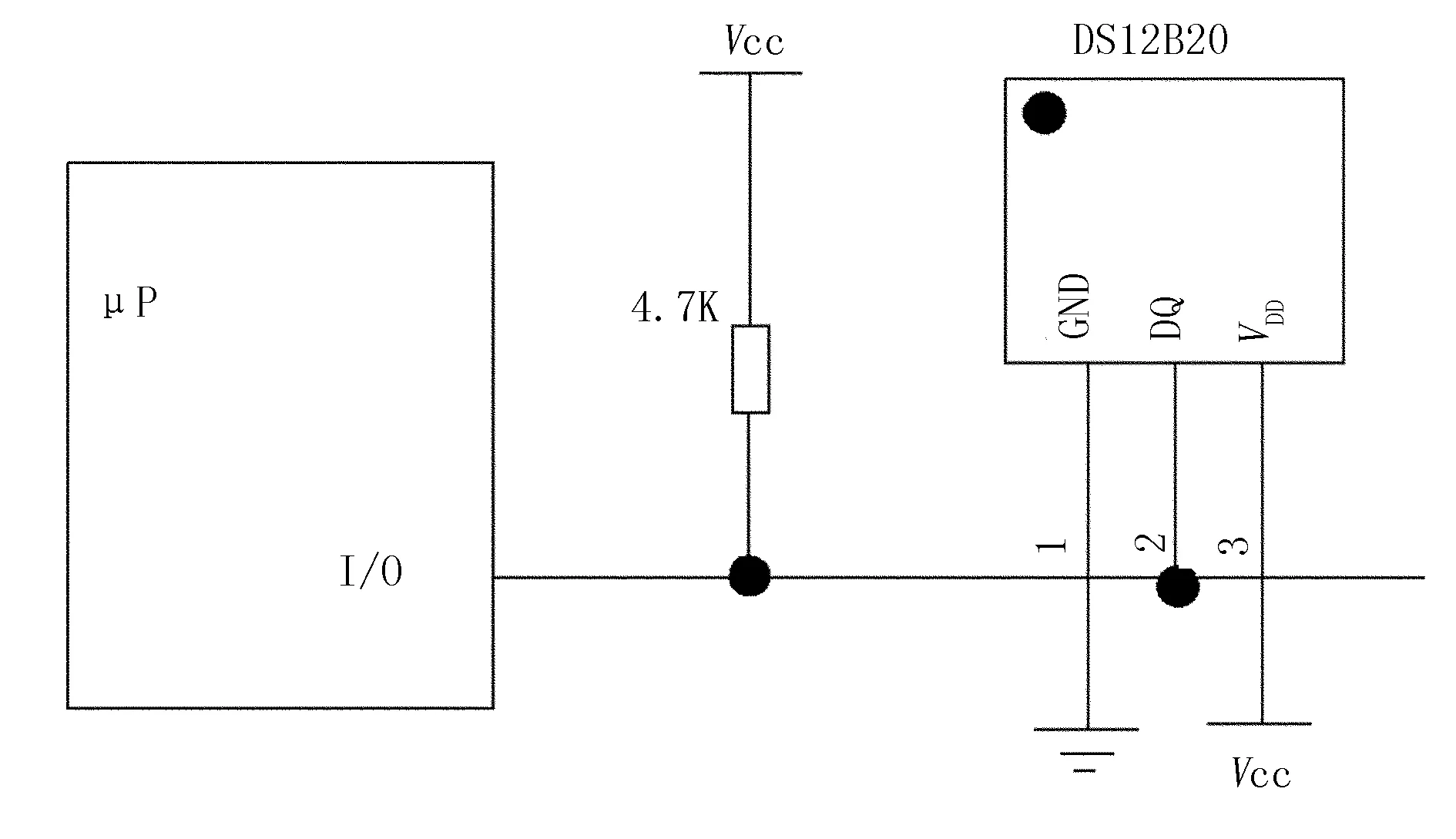
图3 温度传感器连接图
2.2.3 显示模块设计
显示模块用于实时显示当前反应器内部的温度及含氧量参数信息。本设计采用1602液晶显示器,具有清屏、字符闪烁、光标闪烁、显示移位等多种功能,以及成本低、体积小及微功耗等优点。连接电路图如图 4 所示。
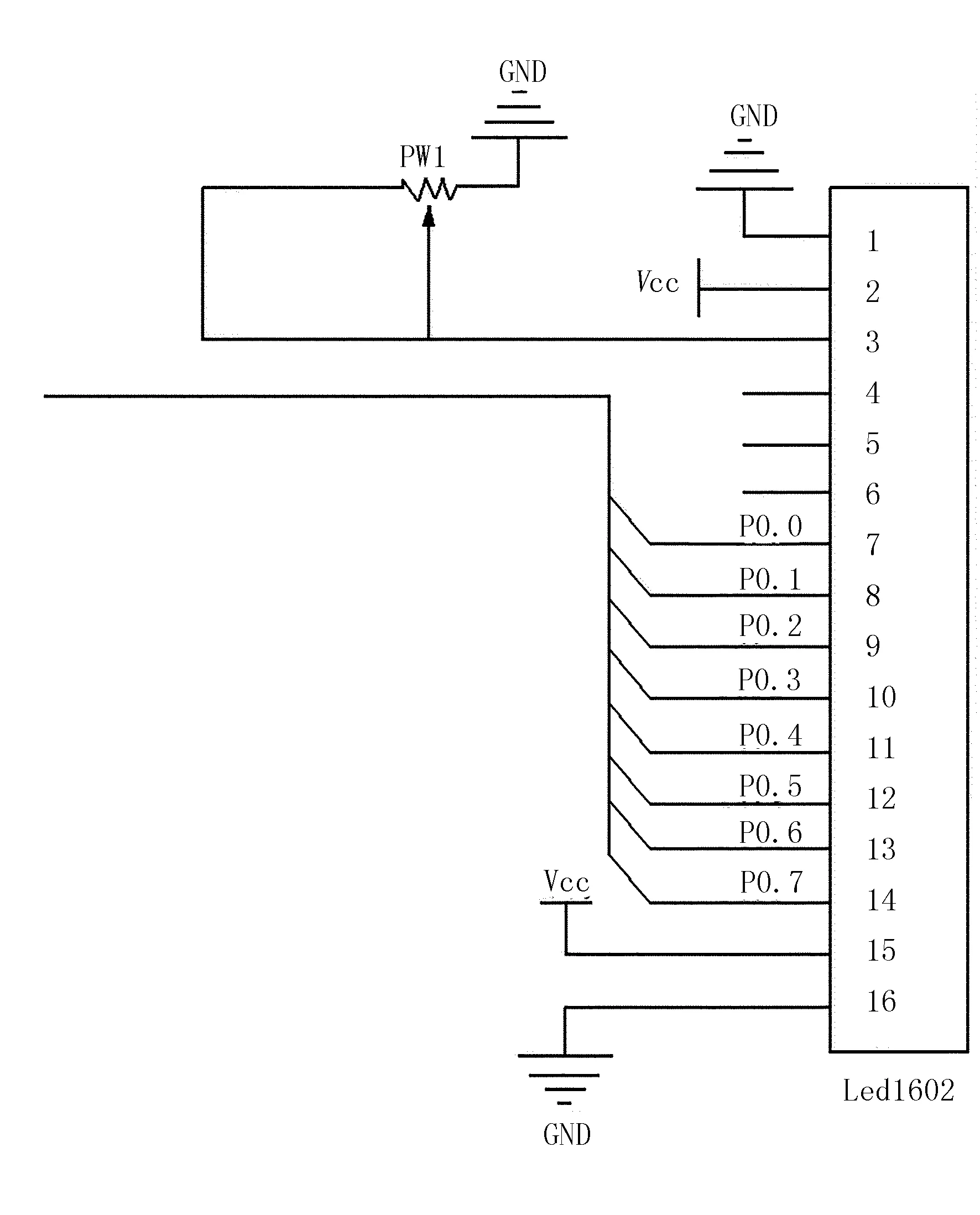
图4 1602显示模块连接图
其中,1602显示模块 的 7~14引脚与单片机 P0 连接; 1、16 引脚接GND; 2、15 引脚接 VCC;4、5、6 不连接;为了控制屏幕亮度,3 引脚串联一个滑动变阻器。
2.3 单片机时钟电路设计
在 STC89C52RC 单片机内部设有R/C振荡器,XTAL1、XTAL2分别为振荡器的输入和输出接口,在两端外接定时原件即可产生自激振荡。由于1个机器周期含有6个状态周期,而每个状态周期为2个振荡周期,所以1个机器周期共有12个振荡周期。时钟电路如图5所示。
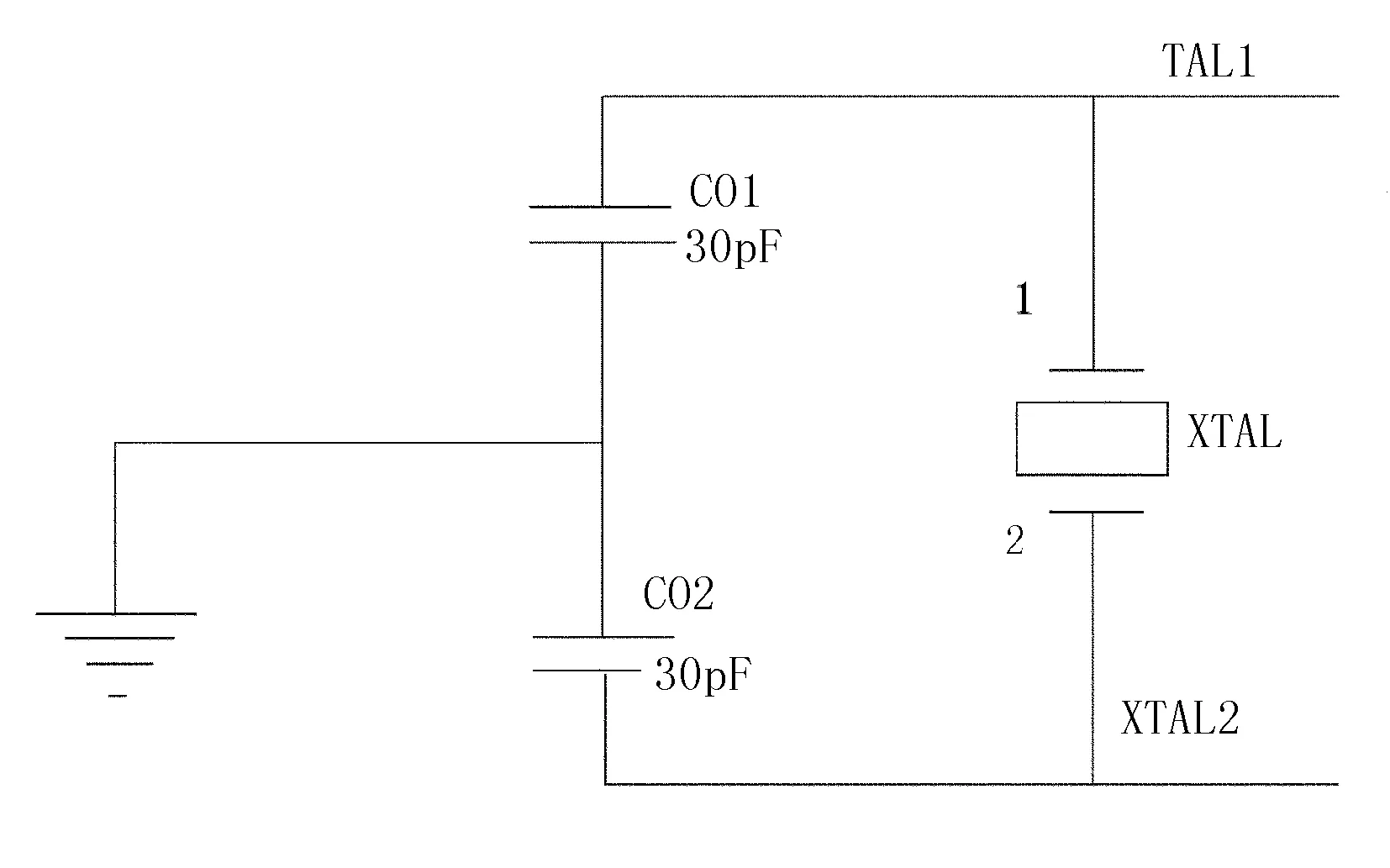
图5 单片机时钟电路
2.4 单片机复位电路设计
采用按键复位方式的设计,当系统出现声光报警时,手动按键进行复位,并根据液晶显示器显示的温度及含氧量的具体参数,进行环境参数的调整。复位电路如图6所示。
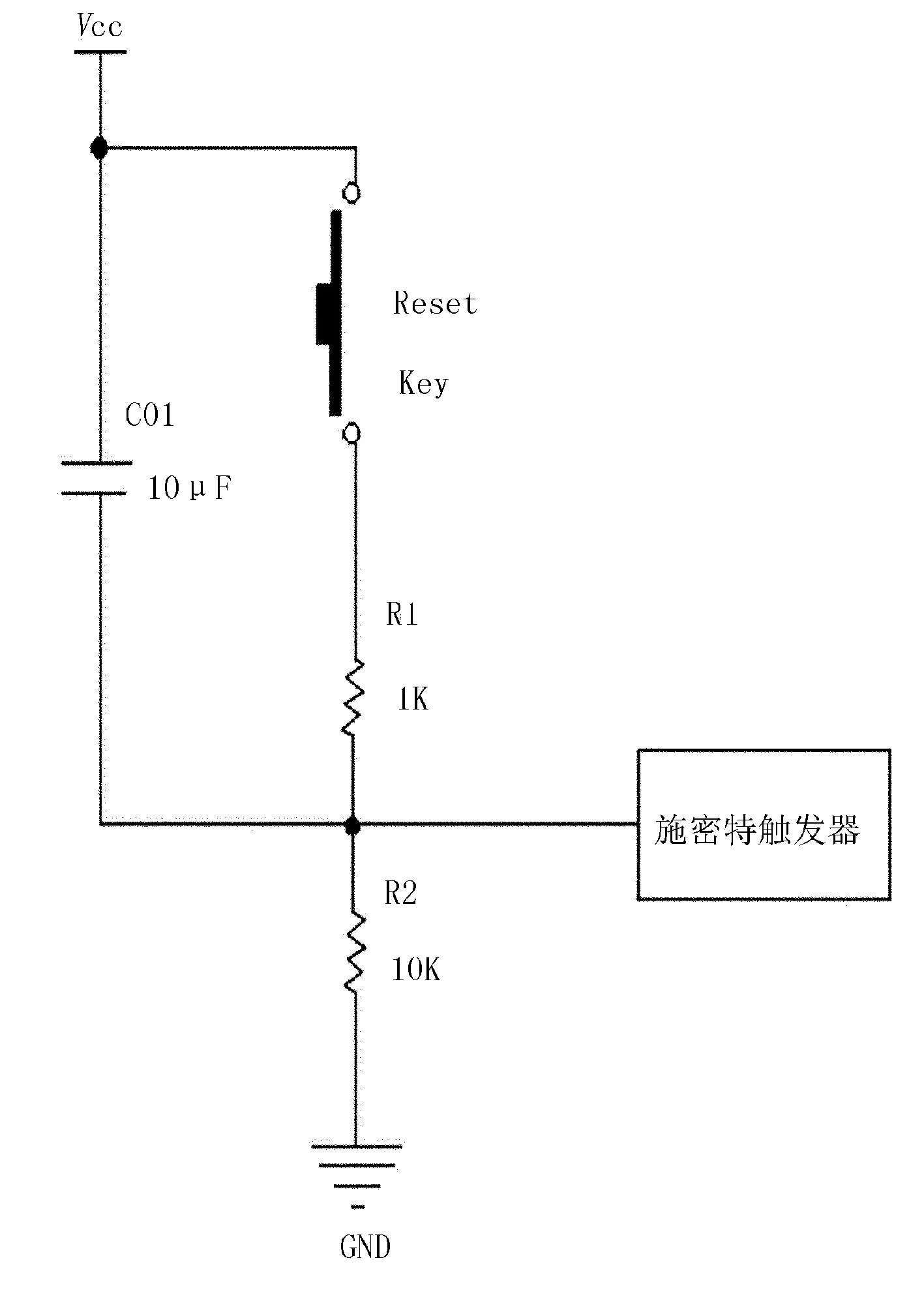
图6 单片机复位电路Fig.6 Reset circuit
当电源接上时,电容C01充电开始,施密特触发器电压升高至高电平;当复位键按下时,电容C01放电,施密特触发器电压降低至低电平,输出端变位高电平,Reset启动,实现复位。
3 系统的软件设计
系统软件以C51语言为基础,采用模块化设计,包括的主要功能有温度及氧含量的监测、显示、发光二级管及蜂鸣器的报警等。软件的具体设计流程如图7所示。

图7 设计流程图
本堆肥反应器在线监测系统的监测对象主要有温度及含氧量,且堆肥反应器内部由于酸性气体的作用环境较为恶劣,多干扰。因此,本系统采用平均值算法对监测到的温度及氧含量进行抗干扰程序设计,可以达到剔除趋势项的目的。系统主程序图如图8所示。

图8 主程序流程
4 在线监测控制系统性能试验
4.1 试验设计
以牛粪、麦秸秆为主要原料进行好氧堆肥试验,调理剂采用蘑菇渣。鲜牛粪取自扬州大学实验农牧场,麦秸秆取自扬州市朴席镇农田。将麦秸秆粉碎至1~2 cm,将牛粪、麦秸秆、蘑菇渣按照4:1:1的质量比混合,加入适当水分,将初始物料调至较优范围,其理化性质如表1所示。初始物料含水率为63.76%,碳氮比为26.24%,采用间歇式曝气搅拌方式,每12h曝气搅拌1次。针对好氧堆肥反应实际试验的需要,对于上、中、下3层的温度及氧气浓度参数进行监测。

表1 初始堆肥物料理化指标
4.2 试验结果
温度及氧气浓度的监测数据变化图如图9所示。
其中,上、中、下3层50 ℃以上的时间分别为7.3、6.8、5.5天,符合无害化堆肥处理的要求;整个过程堆体氧气含量的体积分数均大于8%,未形成厌氧区域,从而有助于抑制有害气体的产生。
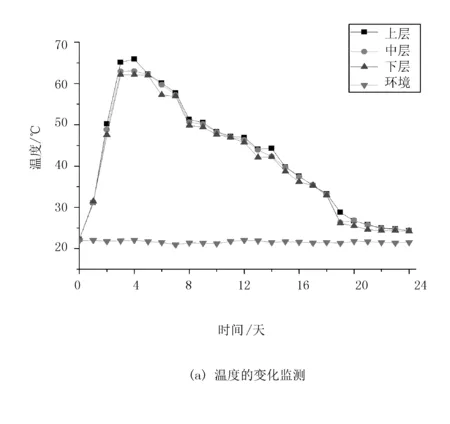
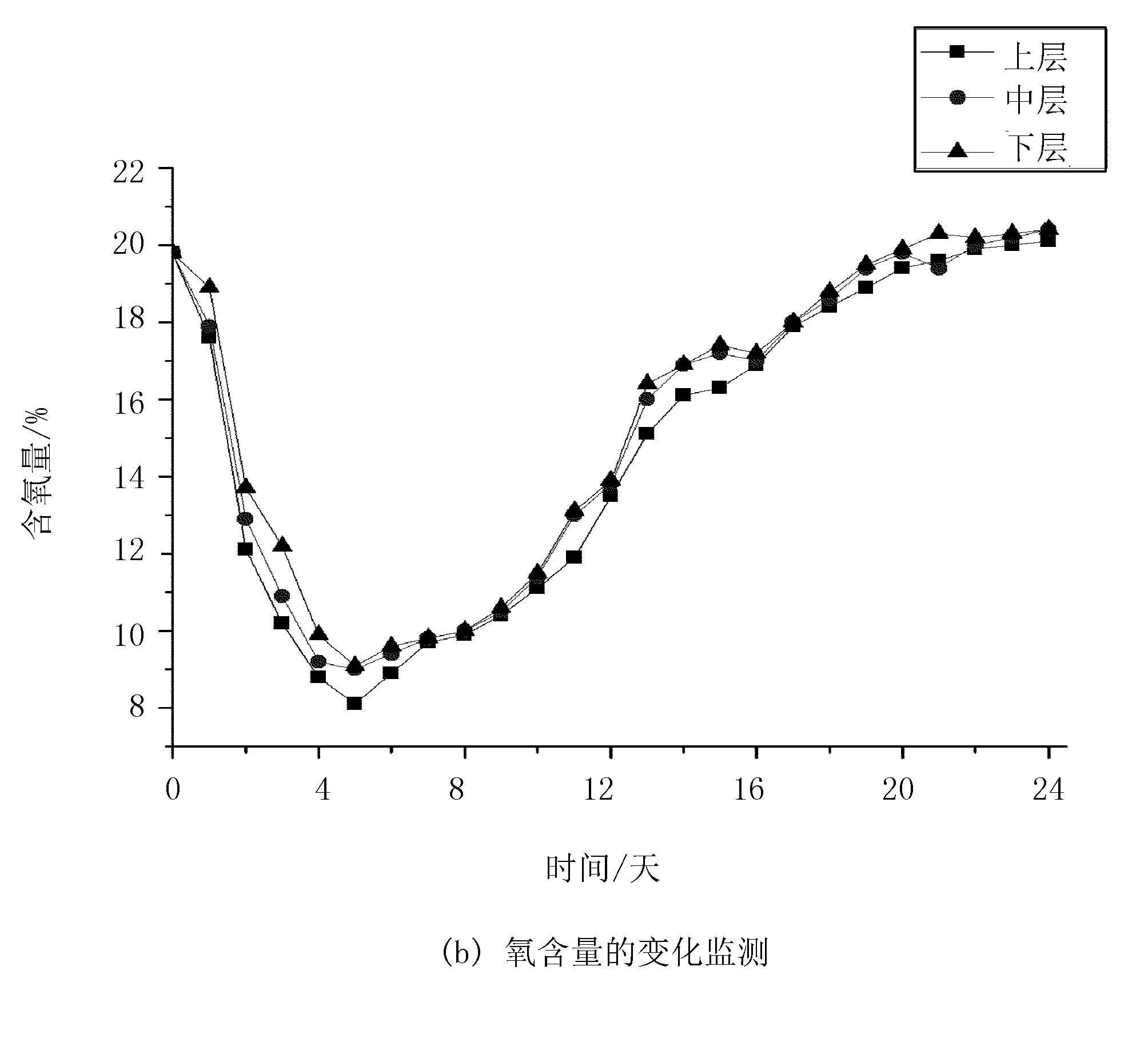
图9 温度及氧气浓度的监测数据变化图
5 结论
1)设计了好氧堆肥反应器内部环境在线监测系统,其结构简单可靠,可以实现对于堆肥环境中温度及氧浓度的实时监测。
2)通过监测对于堆肥反应效率影响最大的温度及氧浓度,根据程序中所设定的极限值来确定是否启动发光二极管和蜂鸣器。
3)采用好氧堆肥反应器内部环境在线监测系统进行好氧堆肥试验,结果证明可以满足实际试验与生产需要,提高反应效率。
