硅类表面活性剂对聚氨酯硬泡性能的影响
2020-10-16 08:28:36刘琳汪绍礼
工程塑料应用 2020年10期
刘琳,汪绍礼
(1.同济大学先进土木工程材料教育部重点实验室,上海 201804; 2.同济大学材料科学与工程学院,上海 201804)
硬质聚氨酯泡沫塑料(RPUF)作为备受重视的保温材料之一,其在建筑领域的使用对于节能减排、实现可持续发展具有重大意义[1-2]。RPUF制备中常用的硅类表面活性剂于二十世纪六十年代作为一种新型表面活性剂首次得到开发研究,是以聚二甲基硅氧烷作为疏水主链,在侧链或者末端接入一个或多个有机化合物基团而构成的一类具有独特性能的表面活性剂[3-4]。硅类表面活性剂结构中一部分是疏水亲油非极性基团,另一部分是亲水疏油的极性基团[5]。这两部分分别处于表面活性剂分子的两端,构成不对称的分子结构。由于表面活性剂同时具有亲水和疏水结构,具有一端可溶于水、而另一端疏水的双重性,使得表面活性剂分子在水中很容易吸附于气-水或油-水界面,形成定向排列的分子膜,从而降低界面间的表面张力,降低气体扩散所需的自由能,有助于生成均匀精细的气泡[6]。硅类表面活性剂表面活性优异、无毒、不会刺激皮肤、热稳定性高且润湿性能良好,使得它具有极佳的商业发展空间与极高的开发价值。
RPUF的性能与其原料、助剂等配方密切相关。作为RPUF生产过程中必不可少的关键助剂之一,硅类表面活性剂能够起到乳化、成核、稳泡等作用,硅类表面活性剂的极性的大小对于能否避免泡沫收缩变形、获得泡孔均匀细腻的产品意义重大。目前国内对硅类表面活性剂的极性研究很少。
笔者选用具有不同极性链(聚氧化烯烃链段)长度的聚硅氧烷-聚氧化烯烃嵌段共聚物结构的硅类表面活性剂(具有不同极性),研究了表面活性剂的极性对RPUF表观密度、尺寸稳定性、流动性能、压缩强度、保温性能等各项性能的影响,为RPUF制备过程中硅类表面活性剂极性的选择提供参考。
1 实验部分
1.1 主要原材料
聚合二苯基甲烷二异氰酸酯(MDI):44V20,科思创聚合物(中国)有限公司;
聚酯多元醇:PS3152,南京金陵斯泰潘化学有限公司;
聚醚多元醇:NJ-4110,NJ403,句容宁武新材料股份有限公司;
催化剂:PC5,PC8,PC41,巴斯夫(中国)有限公司;
发泡剂:141B,浙江巨化股份有限公司;
硅类表面活性剂:空气化工产品(中国)投资有限公司。
1.2 主要仪器与设备
电子天平:MP5002型,上海喻勉实验室设备有限公司;
电动搅拌器:LD 50型,德国Pendraulik公司;
泡沫切割机:LH-2013型,济南恒力特新机械有限公司;
泡沫起升仪:FOAMAT®285型,德国FOAMAT聚氨酯泡沫测试仪器公司;
尺寸稳定性测试仪:1254型,沧州鑫科建筑仪器有限公司;
万能试验机:3365型,英斯特朗(上海)试验设备贸易有限公司;
热导率测试仪:HC-074-200型,日本EKO公司。
1.3 RPUF的制备
采用一步法制备RPUF,具体步骤如下所示:将催化剂(PC-5,PC-8,PC-41)、发泡剂(141B)[7]、硅类表面活性剂等与多元醇按照表1所示配方在23±2℃下混合,在500 r/min转速下搅拌均匀,得到RPUF白料组分;之后将黑料组分聚合MDI迅速加入白料组分中(黑料与白料的质量比固定为1∶1.5),调整转速为1 500 r/min,高速搅拌,待混合物发白时将混合物迅速倒入敞口模具(300 mm×300 mm×100 mm)中发泡,待泡沫沿模具长度方向上升生长并定型且表面无粘手感后将泡沫取出,放入80℃烘箱中熟化24 h,使聚合反应进行完全;最后使用泡沫切割机对制备的RPUF泡沫进行切割制备标准试样(所得泡沫无表皮,一般取自其中间部位)。
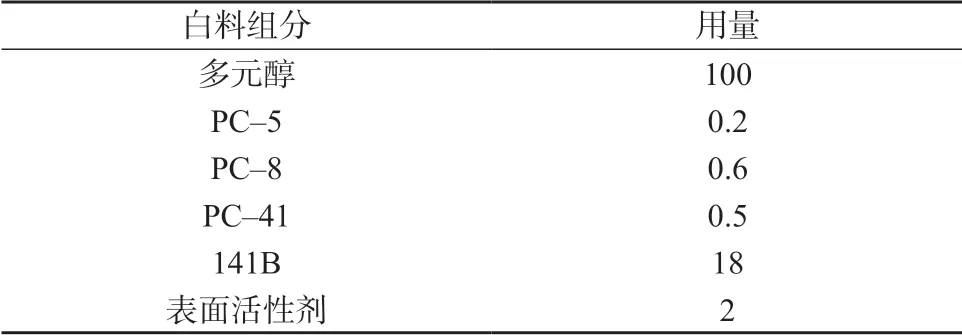
表1 RPUF白料各组分用量 g
1.4 性能测试
表观密度测试:参照GB/T 6343-1986,样品尺寸为100 mm×100 mm×50 mm,由式(1)计算得出样品的表观密度,每组3个样品,取平均值作为测试结果。

式中:ρ——样品表观密度,kg/m3;
m——样品质量,g;
V——样品体积,mm3。
尺寸稳定性测试:泡沫材料的尺寸稳定性是指试样在特定温度和相对湿度条件下放置一定时间后,互相垂直的三维方向上产生的不可逆的尺寸变化;参照GB/T 8811-2008,样品尺寸为100 mm×100 mm×30 mm,用游标卡尺精确测量其长、宽、厚,长、宽测3点取平均值,厚测5点取平均值;将样品分别于-20℃和70℃下水平放置24 h后,同法测量其长、宽、厚,取测试样品体积尺寸变化率作为测试结果,计算公式如式(2)所示。

式中:εv——体积尺寸变化率,%;
L1,W1,T1——样品放置24 h后的平均长度、 宽度、厚度,mm;
L0,W0,T0——样品放置前的平均长度、宽度、 厚度,mm。
流动性能测试:截取长约1.75 m的聚乙烯(PE)管,将其中一端折起,将已经混合均匀的黑白料组分倒入管内并封闭管的上端,迅速将PE管倒置过来,使泡沫自下而上发泡生长,直至泡沫发泡过程结束停止生长并固化完全,将样品静置4 h后测定PE管内泡沫的发泡长度,用以衡量泡沫的流动性能。
压缩强度测试:参照GB/T 8813-2008,采用万能试验机测试泡沫材料的压缩强度,样品尺寸为40 mm×40 mm×40 mm,设定压缩速率为4 mm/min,每组5个样品,取平均值作为测试结果。
热导率测试:采用热导率测试仪,参照GB/T 3399-1982,使用护热平板稳态法测定泡沫的热导率,样品尺寸为100 mm×100 mm×20 mm。
2 结果与讨论
选用的硅类表面活性剂典型结构如图1所示。图1中,下标带有m的链段为非极性聚硅氧烷链段,下标带有n的链段为极性聚氧化烯烃链段,用m/n的比值来表征表面活性剂极性的大小,比值越小,极性越大,具体如表2所示。1#到5#泡沫样品的极性越来越大,但在实验中发现1#有明显的消泡现象,由于1#过低的分子极性,导致其在极性的原料体系中溶解、分散性差,大量的表面活性剂分子以胶团或小液滴的形式存在并分布在发泡形成的液膜表面,加速了液膜的破裂,使发泡不能正常进行,故后续研究中舍去了1#泡沫样品。
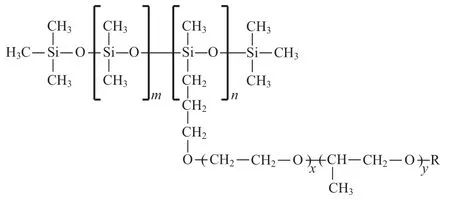
图1 硅类表面活性剂中聚硅氧烷-聚氧化烯烃嵌段共聚物的结构

表2 硅类表面活性剂的极性表征
2.1 表面活性剂的极性对RPUF 表观密度的影响
表3为不同极性表面活性剂制备的RPUF表观密度。

表3 不同极性表面活性剂制备的RPUF表观密度 kg/m3
从表3可以看到,2#~5#泡沫的表观密度呈现逐步上升的趋势,与此同时,2#~5#泡沫所选用的表面活性剂极性则逐渐增大。这是因为表面活性剂的极性越大,其降低液相表面张力的能力越弱,则在发泡初期得到的泡核数目越多[8]。在产生相同量的发泡剂气体的情况下,平均每个泡核内所包裹的气体体积下降,得到的泡孔孔径就越小,因而泡沫表观密度有所提升。
2.2 表面活性剂的极性对RPUF尺寸稳定性的影响
表4为不同极性表面活性剂制备的RPUF在低温(-20℃)和高温(70℃)下的尺寸稳定性。
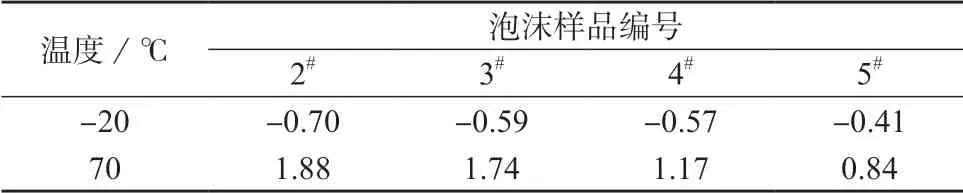
表4 不同极性表面活性剂制备的RPUF在不同温度下的体积尺寸变化率 %
由表4可以看出,低温(-20℃)下,不论所添加的硅类表面活性剂极性如何,泡沫总体上均呈现出体积上的收缩。泡沫发生收缩是由于RPUF中聚合物膜强度很高,即使出现物理凝胶和开孔现象时,大部分气泡膜也不破裂,而对于RPUF来说,其闭孔率很高,故泡孔单元为封闭的孔结构,当置于低温环境中时,封闭的气泡内气体体积发生收缩,造成泡孔内部部分真空环境,而在大气压作用下,最终导致了整体泡沫的尺寸收缩现象。表4显示,样品所使用的硅类表面活性剂极性逐渐增大,其低温下的尺寸稳定性也随之好转。
对于高温(70℃)下的泡沫样品,不论所添加的硅类表面活性剂极性如何,总体上均呈现出体积上的膨胀。这是由于在脱模之前,RPUF在非生长方向(宽度、厚度)受到模具器壁的挤压,生长受限,泡孔可能被压扁,而在测定尺寸稳定性时,这种限制已经移除,受热时可能发生泡孔内气体膨胀,或者泡沫内部再次反应,产生更多的气体,从而导致泡孔膨胀使泡孔变圆,故泡沫体积有所膨胀。表4显示,所添加的表面活性剂极性越大,泡沫膨胀率越低,尺寸稳定性越好。
2.3 表面活性剂的极性对RPUF流动性能的影响
表5为不同极性表面活性剂制备的RPUF流动性能。

表5 不同极性表面活性剂制备的RPUF发泡长度 mm
由表5可以看出,随着表面活性剂极性的增大,泡沫样品停止生长并固化完全时的发泡长度呈现减小的趋势,说明其流动性能有所下降。这可能与较大极性的表面活性剂使原料之间的分散乳化更为完全,因而反应速率更快,完成反应并固化成型所需的时间最短有关[9]。故而使用极性过大的硅类表面活性剂可能会造成原料流动性不足而使制品不能填满模具空腔的现象,因而对于具有复杂形状的制品而言,不建议选用极性较大的表面活性剂。
2.4 表面活性剂的极性对RPUF压缩强度的影响
对泡孔的剖面分析表明,泡孔并非真正的圆形,在泡沫的上升方向,泡孔随模具的不同或多或少要被拉长,因而引起泡沫在力学性能上的各向异性。根据文献报道,一般来说,各向异性的具体情况都表现为泡沫上升方向的强度和模量大于与其正交方向的强度和模量。测定了添加了不同极性的表面活性剂后制备的RPUF在三个不同方向上的压缩强度,结果列于表6。由表6可以看到,泡沫上升方向的压缩强度大于与其正交方向的强度,两个正交方向上的压缩强度非常接近。而随着表面活性剂极性的增大,样品的压缩强度也呈现出增加的趋势。
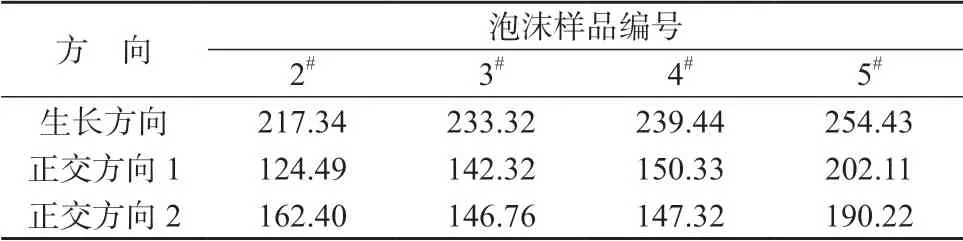
表6 不同极性表面活性剂制备的RPUF在不同方向上的压缩强度 kPa
2.5 表面活性剂的极性对RPUF保温性能的影响
表7为不同极性表面活性剂制备的RPUF热导率。由表7可以看到,随着表面活性剂极性的增加,泡沫的热导率呈现上升的趋势。这是由于表面活性剂的极性越大,稳泡性能越差,气泡壁越容易破裂,发生并泡现象形成大气泡的概率越大,从而使泡孔孔径增大。对于密度较大的泡沫来说,泡孔壁和泡孔骨架所占的比重上升,使得泡孔内的导热性能较低的气体所占比例减小,从而导致了热导率的上升,所以通常认为热导率会随着密度的增加而增加[10]。另一方面,使用极性较大的表面活性剂时,容易发生并泡现象从而形成一些气流通道,造成保温性能的下降。而从表观密度测试的结果也可以看出,表观密度较大的泡沫其配方中所用表面活性剂的极性也较大,因而可以认为表面活性剂的极性越大,制备的RPUF密度也越大,进而热导率也越大,最终保温性能下降。

表7 不同极性表面活性剂制备的RPUF热导率 W/(m·K)
3 结论
(1) RPUF表观密度和压缩强度随着硅类表面活性剂极性的增大而增大,而流动性能有所下降。
(2)无论是高温还是低温,表面活性剂极性大的RPUF都拥有更好的尺寸稳定性。
(3)随着表面活性剂极性的增大,RPUF的热导率呈现上升的趋势,保温性能有所下降。
猜你喜欢
储能科学与技术(2022年5期)2022-05-10 10:18:50
包装工程(2022年1期)2022-01-26 09:03:10
科教导刊·电子版(2021年6期)2021-05-06 05:05:14
装备制造技术(2020年2期)2020-12-14 03:09:12
工程塑料应用(2020年11期)2020-11-28 01:57:50
陶瓷学报(2020年5期)2020-11-09 09:23:04
时代英语·高一(2019年5期)2019-09-03 02:09:34
电测与仪表(2016年11期)2016-04-11 12:20:42
燕山大学学报(2015年4期)2015-12-25 02:19:40
电源技术(2015年5期)2015-08-22 11:18:28