
带锯床无死角锯切金属下料工艺探讨
2020-10-16 09:52:50于华
机械管理开发 2020年10期
于 华
(同煤集团装备公司中央机厂, 山西 大同 037001)
引言
多年来,金属下料工艺作为机械制造行业首道工序,带锯床凭借切削速度快、精度高、节约原材料等优势,实现了由气割下料,剪切下料向带锯床下料的转变。因此主要针对带锯床无死角锯切金属下料工艺流程展开分析。
1 带锯床的工作原理
带锯床主要部件包括:底坐、床身、立柱、锯梁、传动机构导向装置、工件夹紧装置、张紧装置、送料架、液压传动系统、电气控制系统、润滑及冷却系统。
带锯床床身为铸铁件,固定在底座上。立柱由一大小圆柱组成,大圆立柱作为锯架动的导轨,用以支撑锯梁上下升降运动,并保证精确的导向,小圆柱起辅助作用,从而保证锯条的正常切削。
中间为夹料虎钳和手动送料机构。虎钳前方连接有承接成品件的工作台,左侧的夹紧装置为夹紧丝杆穿过液压夹紧油缸杆内孔转动手轮或按动按钮,使左钳口左右运动。
锯条的回转运动由主电机、皮带轮、蜗轮副经两级变速将驱动力传递到主动轮,再由主动轮、锯条驱动被动轮来实现。
导向装置安装在锯梁支板上,由左、右导向臂与导向头组成,左、右导向臂都可沿燕尾槽移动调整两导向间距离比工件尺寸宽40 mm 左右。
导向装置用于改变锯条的安装角,使锯条与工作台锤直,右虎钳固定在床身上,夹紧丝杆穿过液压夹紧油缸内孔,液压带锯床由丝杆连接左虎钳治导轨左右移动,当左虎钳距离工件10~30 mm 时连接,手按控制面板的钳紧或钳松按钳,使工件夹紧或松开。
2 带锯床无死角锯切金属下料工艺流程
带锯床一般只能锯切与锯带垂直的为平面的各类型钢,在皮带机生产中,H 型立柱上支脚14 号槽钢端面分别为35°斜角。原工艺采用气割拉成斜角,其工艺斜角难以保证,气割后端面凹凸不平留下的杂物也不利焊接,需进行打磨,费工费时,且焊接后H 型立柱有倾斜现象,气割后无法满足工件技术要求。H 型立柱上支脚35°斜面与U 型槽(165 mm×200 mm)焊接,U 型槽上放置的托辊,若35°斜面保证不了直接影响托辊的平行度和传动的稳定性,从而降低了输送机的运行速度。经过多次试验,我们利用H-4540 立柱卧式带锯床工作原理,在不改变原设备的基础上,借助胎具改变工件进料角度,设计解决35°斜角的锯切。利用辅助胎具解决锯切带有斜度的难题,不仅保证了工艺要求,而且确保了35°斜角面平整,无倾斜,便于同U 型槽焊接,使H 立柱高度得以保证,提高了输送机运行质量。
《带锯床无死角锯切型钢胎具》中提到,在不改变原有设备工作原理和结构的基础上,改变工件进入锯条的角度,从而达到工件所需要的角度[1]。此胎具操作简便、安全可靠,完全能保证零部件生产技术工艺要求,填补了以往带锯床不能锯切型钢角度的空白。为以后生产各种皮带输送机立柱支撑斜角等锯切下料工艺打下了基础。
在H-4540 立足卧式带锯床上装加带锯床可调无死角锯切型钢胎具,其制作如下页图1 所示。
此胎具采用底座板(980 mm×85 mm)链接固定底座(260 mm×133 mm×50 mm),在上面焊接活动轴套,轴套内使用两盘205 轴承用于旋转。活动轴套与1 020 mm×280 mm 横梁、链接横梁上两个立足挡板,用于定位两个平行放置的上支脚(14 号×957)工件。两个立柱上Φ16.5 mm 孔插入Φ16 mm 的销轴配合斜铁压板对工件进行固定,防止工件左右斜滑。横梁下端与可调节支撑杆(Φ35 mm×400 mm)通过Φ35 mm 传动轴及轴套连接,支撑杆上焊接M16×80 mm 的调节螺栓,可以根据产品的要求随意调节0°~80°角。底座板上焊接了定位挡快,起固定支撑杆地位作用。
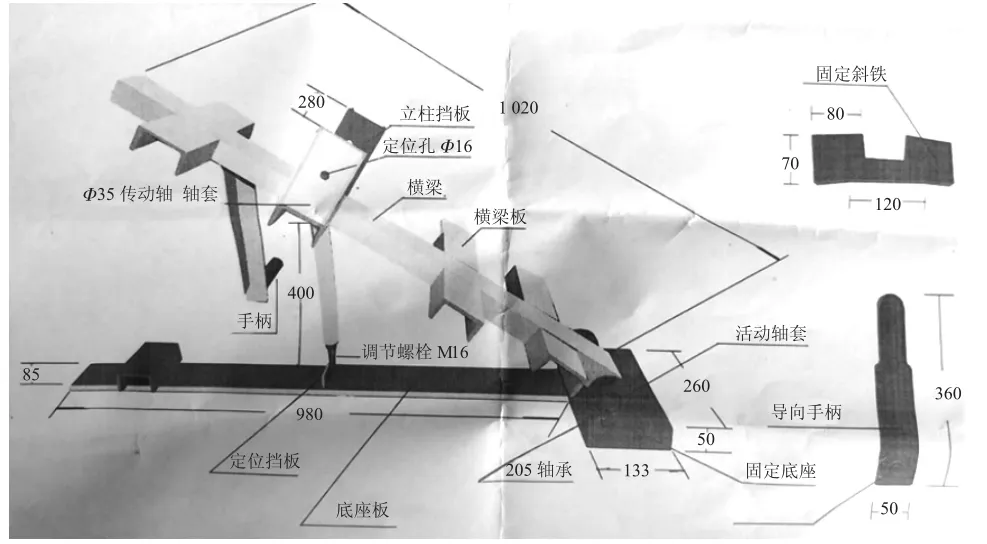
图1 带锯床可调无死角锯切型钢胎具图(单位:mm)
操作过程为,将胎具平放在带锯床前端,固定底板通过设备活动钳夹紧固定,抬起手柄,可根据工件需要的角度调节支撑杆上的M16 螺栓高度并定位。锯切时先放慢给进速度,利用锯带导向板将锯带缓慢导入锯切口后,方可适量加大给进速度。锯切结束后,抬起手柄,向前推支撑杆将胎具放平,再将锯切好的工件取下,重新放置未进行锯切的工件,一次操作过程结束。
3 应用效果
1)改变了原有气割工艺,采用带锯床锯切,锯切后工件斜面达35°技术要求,且斜角面齐整,无倾斜,端面平整无毛刺。
2)便于焊接,保证了H 立柱高度。
3)未改变带锯床原有机构,胎具操作简单,安全可靠。适用于0°~80°斜角型钢的锯切,如:输送机机尾30°立柱的锯切,支撑14 号、12 号槽钢,均符合工艺要求。
4)利用胎具改变工件进入带条并达到所需技术要求,填补了不能锯切斜角的空白,可应用锯切0°~80°斜角。
5)实际运用过程中不仅满足输送机各种支撑斜角工艺要求,得到推广在液压支架导轨斜角和各种型钢斜角下料工艺中,达到了产品技术要求。
4 应用效果
应用带锯床无死角锯切金属下料工艺,皮带机支撑14 号槽钢,原材料单件可回收0.5 kg 料头,锯切2 472 件可回收1 236 kg 料头,按3 部皮带机生产估算,仅节约原材料一项就可达万元以上。
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
读者(2021年24期)2021-11-26 18:27:53
优雅(2020年6期)2020-07-23 06:50:48
组合机床与自动化加工技术(2019年12期)2019-12-26 05:59:00
环球慈善(2019年6期)2019-09-25 09:06:50
中国卫生(2016年3期)2016-11-12 13:23:38
中国老区建设(2016年6期)2016-02-28 09:32:58
石油化工建设(2015年6期)2015-12-01 04:17:36
福建林业科技(2014年3期)2014-09-16 03:22:18
河南科技(2014年4期)2014-07-01 01:13:32
