矿井多绳摩擦提升机防滑卡绳技术研究
2020-10-16 09:52霍鹏新
机械管理开发 2020年10期
霍鹏新
(昔阳县煤矿安全监管巡查队, 山西 昔阳 045300)
引言
矿井提升机主要用以运送人员、材料、设备等,在矿井运输系统中起着重要作用[1]。随着矿井生产能力的不断提升,提升机故障率有所增加[2-3]。为了降低提升机故障发生率,众多学者展开了广泛研究。孙富宝[4]对提升机钢丝绳换绳工艺进行改进,降低了钢丝绳换绳时间、提高了作业安全性;徐龙增[5]设计了一种提升机钢丝绳制动机构,降低了提升机拆装工作强度。因此,在前人研究基础上,对提升机钢丝绳制动结构、衬垫结构以及锲盒结构进行分析,以期能解决钢丝绳在使用过程中出现滑动问题,提高提升机运行可靠性。
1 矿井多绳摩擦提升机结构分析
矿井多绳摩擦提升机主要分为井塔式、落地式两种类型,其中井塔式具有抗震性能好、造价低、井架结构简单、施工周期短等优点,落地式具有钢丝绳不裸露、结构紧凑、占据空间小、载荷垂直向下等优点。具体井塔式、落地式多绳摩擦提升机结构见图1。
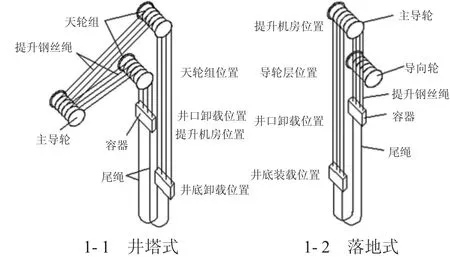
图1 多绳摩擦提升机结构
在提升机设计阶段就对提升机钢丝绳防滑性能进行验算,但是在具体使用过程中提升机仍会出现滑动事故,具体原因主要为:提升机启动或者制动力矩有过大调整;提升机配重不足或者提升超载;提升机摩擦衬垫提供的摩擦系数过低。
2 提升机防滑卡绳设计
在多绳摩擦提升机上安装的防滑卡绳应具备以下功能:可以监控提升机提升位置、运行速度及运行方向等参数;能够实现卡绳、防滑等功能切换,同时不会给正常的维修、换绳等工作带来影响;根据提升机运行工况差异,实现自动调节;当钢丝绳有滑动时,能够及时制动滑动钢丝绳,同时发出声光报警信号。
2.1 钢丝绳摩擦衬垫结构形式
只有在多绳摩擦提升机出现危险时防滑卡绳机构才会动作,即钢丝绳出现意外快速下落或者滑而不止时,防滑卡绳机构才会与钢丝绳直接接触从而增加钢丝绳摩擦力,使得钢丝绳停止运行,为了降低衬垫对钢丝绳损伤并增加制动时的摩擦力。在制动过程中若摩擦衬垫选用平面布置方式(见图2),摩擦衬垫出现损伤后钢丝绳容易嵌入到摩擦衬垫内,从而导致无法进一步增加摩擦力。为此,提出将摩擦衬垫设计为锯齿形(见下页图3),摩擦衬垫磨损后仍可以给钢丝绳提供足够摩擦力,从而实现高效制动目的。
2.2 钢丝绳制动机构设计
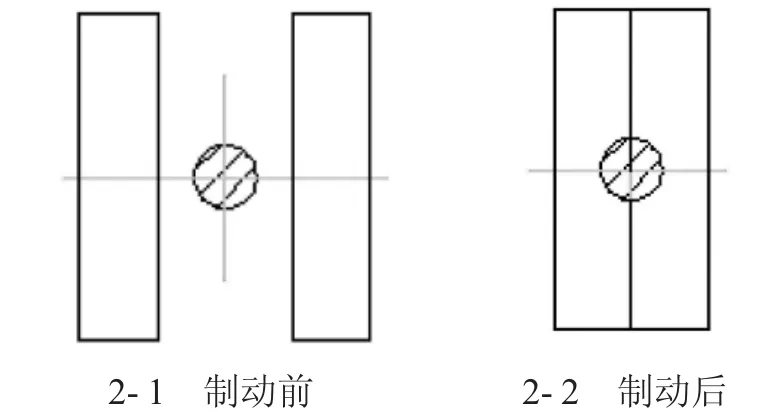
图2 平面防滑衬垫结构
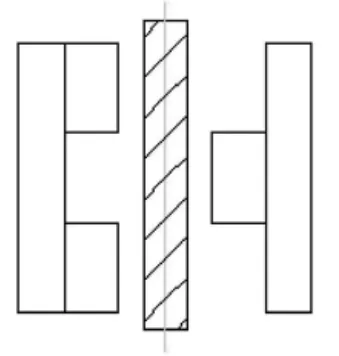
图3 锯齿形防滑衬垫结构
具体设计的钢丝绳制动机构结构见下页图4,在钢丝绳制动机构动作时,可以实现对钢丝绳预紧;当对钢丝绳进行更换或者调绳时,制动结构仍可应可以夹紧钢丝绳,前者是动态对钢丝绳制动,后者则静态对钢丝绳制动。因而设计的钢丝绳制动机构可以通过更换防滑锲块、卡绳来实现上述功能。钢丝绳防滑、卡绳过程切换时仅需更换较轻零部件即可,整个过程简单,可显著降低作业人员劳动强度及作业时间。
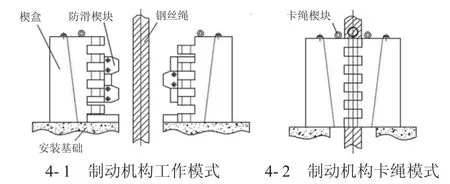
图4 钢丝绳制动机构结构
2.3 锲盒设计
锲盒的主要功能是固定锲块及圆形滚子,当需要对钢丝绳进行制动时通过圆形滚子作用将钢丝绳与锲块作用力传输给锲盒。在设计锲盒时,结构应简单,从而提升锲盒可用性,具体设计的锲盒结构见图5。
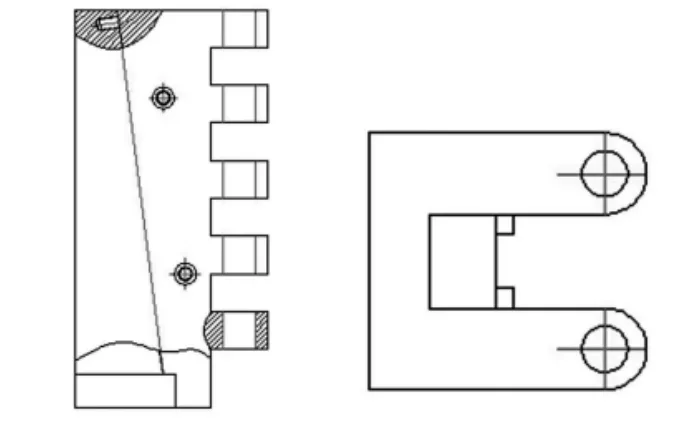
图5 锲盒结构示意图
3 钢丝绳制动机构卡绳结构受力分析
3.1 卡绳锲块受力校核
采用ANSYS 对设计的钢丝绳制动机构卡绳锲块受力状态进行分析,从模拟得出,卡绳锲块在制动时,锲块受到的最大应力为80 MPa,位于锲块斜面底部位置;钢丝绳与锲块接触面积较大,接触区域内应力均值为36 MPa,在接触区两侧的应力值较中间位置高;从卡绳锲块变形模拟分析发现,锲块最大变形量为0.010 5 mm,变形量最大位置出现在钢丝绳与锲块接触区域的下端,在垂直面由内向外锲块变形趋势逐渐增加。卡绳锲块总体受力、变形均在合理范围内。
3.2 锲盒受力校核
锲盒是钢丝绳制动的关键零部件,采用ANSYS对制动时锲盒受力进行分析,当圆形滚子组件预先设定的摩擦力为11.9 kN 时,锲盒受到的来至于圆形滚子压力设定为396.7 kN,在锲盒底部施加约束。
从模拟得出,锲盒受力最大位置出现在锲盒连接孔侧,最大受力达到110.6 MPa,应变量最大点位于锲盒斜面上段,最大值为0.026 9 mm。通过模拟得出,设计的锲盒受力、应变量均在允许范围内,可以确保锲盒正常运行。
4 防滑卡绳电控系统设计
根据矿井多摩擦提升机钢丝绳制动机构功能需要,采用的防滑卡绳应可以自动对钢丝绳进行制动,具体设计的防滑卡绳电控系统结构见图6。
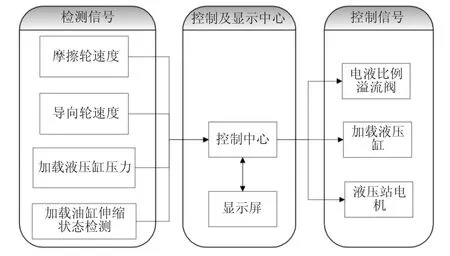
图6 防滑卡绳电控系统运行原理
多绳摩擦提升机通过摩擦轮与钢丝绳间的摩擦力进行动力传到,导向轮、钢丝绳间不存在摩擦力传递,因此可以通过监测导向轮、摩擦轮运行速度来判定钢丝绳是否出现滑动问题;通过监控加载液压缸压力可以得到制动机构实时制动压力值,从而实现制动力闭环反馈控制;通过检测加载油缸伸缩状态可以掌握摩擦衬垫磨耗以及液压油缸加装状态。电控系统控制中心为PLC300 控制器,并采集来至于导向轮、摩擦轮、液压油压力、伸缩量等信号,通过控制电液比例阀、液压油缸及液压站电机从而综合实现多绳摩擦提升机防滑制动,同时系统的运行信息可以在屏上显示。
5 结论
1)依据矿井采用的多绳摩擦提升机结构,对防滑衬垫、钢丝绳制动机构以及锲盒进行设计。设计的提升机防滑结构可以增加提升机运行可靠性及稳定性。
2)采用ANSYS 软件对设计的卡绳锲块、锲盒受力、变形情况进行校核,结果显示,卡绳锲块受力、变形均在合理的范围内,性能可以满足后续使用需要。
3)对防滑卡绳电控系统结构进行设计,该系统控制中心为PLC300,通过监控摩擦轮、导向轮速度差来判定钢丝绳是否出现滑动。通过监测液压油缸伸缩状态以及压力,判定制动机构运行情况,通过控制电液比例阀、液压油缸及液压站电机实现钢丝绳制动的自动控制。
猜你喜欢
设备管理与维修(2022年22期)2023-01-14
山东冶金(2022年4期)2022-09-14
电子乐园·上旬刊(2022年5期)2022-04-09
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2021年3期)2021-07-22
矿山机械(2020年3期)2020-03-24
天津建设科技(2019年2期)2019-05-16
食品工业科技(2019年4期)2019-03-28
创新作文(1-2年级)(2016年4期)2016-05-14