陶瓷与金属连接的研究及应用进展
2020-10-13 06:26范彬彬谢志鹏
陶瓷学报 2020年1期
范彬彬,赵 林,谢志鹏,2
(1. 景德镇陶瓷大学 材料科学与工程学院,江西 景德镇 333403;2. 清华大学 材料学院 新型陶瓷与精细工艺国家重点实验室,北京 100084)
0 引 言
陶瓷-金属封接技术起源于 20世纪初期的德国,1935年德国西门子公司Vatter第一次采用陶瓷金属化技术并将产品成功实际应用到真空电子器件中,1956年美国 L. H. Lafoge完成了活化Mo-Mn法,此法广泛适用于电子工业中的氧化铝陶瓷与金属连接。我国的陶瓷与金属封接工艺是于1958年在北京电子管厂开始,先后由原电子部十二所、原电子部十三所等单位参与筹备[1]。
用于与金属封接的陶瓷产品主要有陶瓷结构件和陶瓷基板,结构件产品在上世纪七十年代国内就已开始初步产业化,以真空管等一系列产品为代表,在2000年以后因市场需求的增大和新材料的不断涌现,诸如陶瓷继电器、陶瓷密封连接器等系列产品大规模实现产业化。目前,国内从事陶瓷与金属封接企业大多分布在江西景德镇、湖南娄底、陕西和山东等地,其中湖南以安地亚斯电子陶瓷公司、新鑫电陶、美程陶瓷科技有限公司为代表。因大功率器件的发展,对电路板的要求不断提高,具有高导热率的陶瓷基板成为了必不可少的组成部分,其可满足高功率、高集成度、纤薄轻巧的需求[2]。国际上,以德国贺利氏(Heraeus)集团公司为主生产高性能的 DCBAl2O3(直接键合铜的 Al2O3陶瓷基板)和AMB-Si3N4(活性金属钎焊工艺的Si3N4陶瓷基板)、日本京瓷(Kyocera)作为世界 500强企业和全球最大的高技术陶瓷公司,代表产品有大功率的 LED用陶瓷封装壳等[3]。
实现陶瓷与金属之间的可靠连接是推进陶瓷材料应用的关键,陶瓷与金属的封接工艺中最大的难点是陶瓷和金属的热膨胀系数相差较大,在连接完成后,封接界面处会产生较大残余应力,降低了接头强度、金属对陶瓷表面的润湿效果比较差,不能简单地实现陶瓷与金属的连接。几十年来,国内外先后在扩散连接、钎焊连接和活性连接等工艺上做了许多探索。目前,陶瓷与金属连接较为广泛采用的方法主要为钎焊连接技术,其产品性能稳定、工艺可靠性高、生产成本合理。本文主要介绍了目前国内外陶瓷与金属连接中所广泛采用的钎焊工艺和陶瓷基板覆铜工艺,并阐述了工艺原理与工艺过程、性能检测及产品应用发展状况。
1 烧结金属粉末法
烧结金属粉末法是指在特定的温度和气氛中,先将陶瓷表面进行金属化处理,从而使得瓷件带有金属性质,继而用熔点比母材低的钎料将金属化后的瓷件与金属进行连接的一种方法。当瓷件表面完成了金属化处理后,陶瓷与金属的封接则可转变为金属与金属的封接,工艺难度大幅下降。在烧结金属粉末法工艺中,主要涉及到瓷件的预金属化、二次金属化和钎料连接等主要过程[2,3]。
氧化铝陶瓷由于其优异的热、电和机械性能以及相对低的制造成本,已经发展成为目前国内外陶瓷与金属封接中使用最为成熟的一种陶瓷材料,根据Al2O3主成分的占比可分为90瓷、95瓷和99瓷等,表1为不同主成分氧化铝陶瓷的性能技术指标[4]。出于经济和实用的角度出发,目前氧化铝陶瓷与金属的封接中较多采用的是95瓷陶瓷材料。
在陶瓷与金属的封接中最大的问题是钎料无法润湿陶瓷表面,从而严重阻碍了后续的金属与陶瓷的封接过程。针对用烧结金属粉末的方法进行封接这一过程,近几十年来,科学家们尝试了各种探讨和实验,总结出了预金属化采取活化Mo-Mn法、二次金属化采取镀Ni处理、钎焊工艺中的钎料采用Ag72Cu28钎料来进行陶瓷与金属的封接。
综上所述,经前期处理后的陶瓷基材采用Mo-Mn法进行金属化处理,镀覆Ni层进行二次金属化处理,最后采用Ag72Cu28钎料将金属化处理后的陶瓷基材与待接金属材料进行封接,此项工艺有着广泛的商业化应用。
1.1 金属化层的制备及其机理
虽然进行金属化处理较为复杂,但是其可解决活性钎焊中存在的许多问题,如无法大面积进行焊接处理和钎料无法很好进行铺展等。此外,金属化层也可以保证陶瓷在高温钎焊中不会发生分解从而产生空洞,所以间接钎焊法目前在市场上仍有很好的应用。目前,金属化的方法主要有活化Mo-Mn法、物理气相沉积法和化学气相沉积法等,而活化Mo-Mn法是生产应用中较为广泛的一种金属化方法。
电子十二所高陇桥[5]等研究发现,Mn在金属化温度(1500 ℃左右)下被氧化为 MnO 和少许MnO2,氧化锰与氧化铝陶瓷在1000 ℃左右时会发生固相反应从而生成 MnO·Al2O3。氧化锰融入玻璃相后会使其黏度降低,玻璃相随后一方面会渗入到Mo层空隙中,另一方面会渗入氧化铝瓷中并使Al2O3颗粒产生溶解作用,金属化层中的熔体与陶瓷中的玻璃相和α-Al2O3生成流动性更好、黏度更小的玻璃态熔融体,与原本已填充在Mo空隙中的玻璃相一起进行填充,并润湿Mo的表面[5]。当冷却后,熔融体则在陶瓷与金属层中形成了过渡层,实现了陶瓷与金属化层的封接。在工艺过程中,将以Mo为主体(70-75%)的原料与Mn粉、有机溶剂和粘结剂等制成金属膏剂,其中Mn的引入是为了提高封接面的封接强度。对于金属膏剂在陶瓷表面的铺展方法主要有手工涂覆和丝网印刷等[6,7]。
1.2 陶瓷金属化层表面的镀Ni处理
通常,对于进行金属化处理后的陶瓷材料,大部分工艺会在金属化层上进行二次金属化处理,即镀Ni处理。镀Ni是为了改善后续的钎料在金属化层上的流动性,防止钎料对金属化层的侵蚀作用,同时也能覆盖第一次金属化过程中多孔的Mo层,避免封接完成后造成封接强度降低[8]。常用的镀Ni方式有电镀和化学镀两种,电镀利用电解池原理,所得产物的内应力小、结合性强但同时易受陶瓷表面的影响,需要注意缺陷的控制。化学镀Ni前要经过粗化、敏化、活化和还原这一系列预处理,所得到的镀层厚度均匀、针孔少但成本较高、过程复杂。Sergey V. Komarov等人[9]提出了超声波机械涂层和铠装(UMCA),该工艺被证明能沉积微结构和纳米结构涂层,并在金属基底表面产生纳米结构复合层,研究证明,UMCA对陶瓷金属化具有普遍适用性。
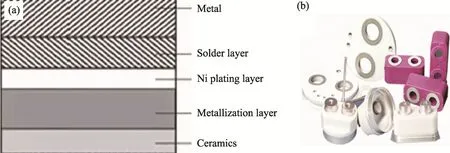
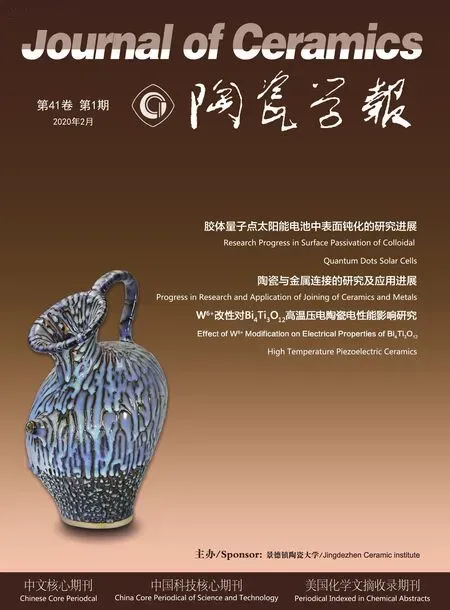
图1 (a) 烧结粉结末法封接构示意图;(b) 烧结金属粉末法产品示意图Fig.1 (a) Schematic diagram of sintering powder sealing method. (b) Schematic diagram of sintered product with the metal powder method
1.3 金属化陶瓷与金属的封接过程
金属化后陶瓷与金属体的封接时所用钎料主要是Ag-Cu钎料,当其含量为Ag72Cu28时对Cu、Ni的润湿性和流动性较好,不含有挥发性和易被氧化元素,且加工性能好,易加工成片、箔、板、丝等各种形状,通常其焊接温度在 800 ℃左右。对于这种组成的钎料目前在市面上都在寻求改进,因为高成本原料Ag的含量较高,会造成生产成本的增高[10]。但如果在配方中降低Ag的含量势必引起合金的熔点升高,从而造成成本的变向增长。也可调配钎料配方,比如加入Sn、In、Ga等降熔元素,但值得注意的是新元素的引入不能生成脆性化合物,否则会降低封接强度[11]。
将“陶瓷材料—Mo-Mn金属化层—Ni层—钎料层—金属层”置于模具中进行组配,如图1(a)所示,模具置于立式或卧式氢气炉中,在800 ℃左右温度下并施加一定的压力,于真空或氢气气氛中即可实现焊接[12]。为便于观察类比,图 1(b)所列举的为工艺的不同阶段的产品实物图,图 2为安地亚斯公司所生产的继电器在工艺过程中的不同阶段所对应的产品图。
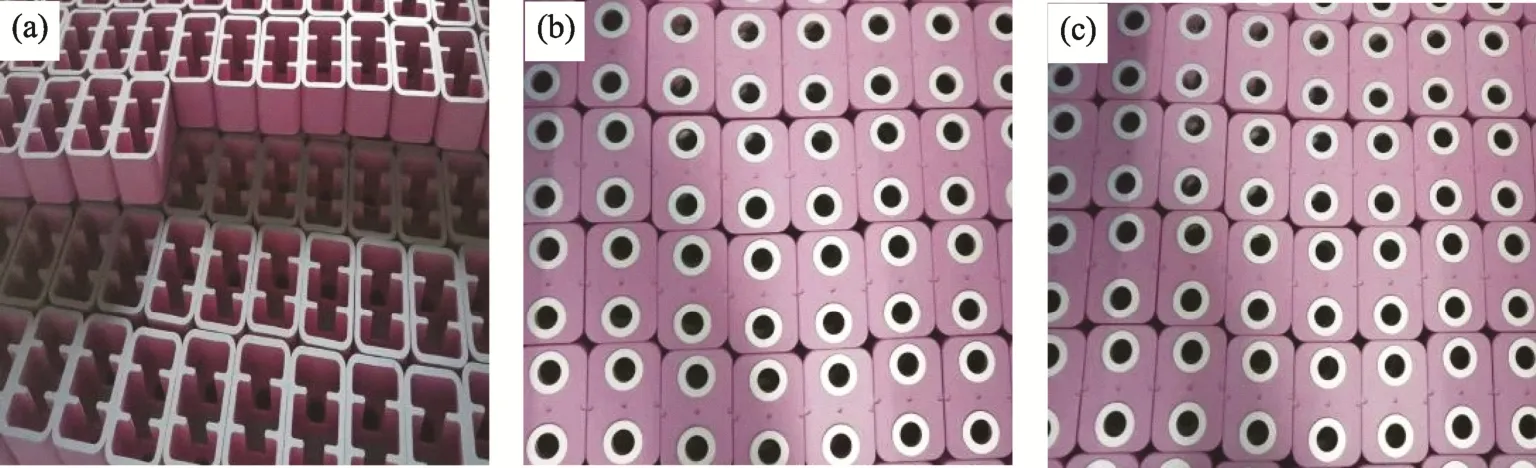
图2 (a) 封接前的继电器外壳;(b) Mo-Mn金属化后的继电器外壳;(c) 镀Ni后的继电器外壳Fig.2 (a) Relay housing before sealing. (b) Mo-Mn metallized relay housing. (c) Ni-plated relay housing
2 活性金属钎焊法
活性金属钎焊法(Active Metal Brazing, AMB)是一种陶瓷与金属的封接方法,它是在钎料中加入活性元素,通过化学反应在陶瓷表面形成反应层,提高钎料在陶瓷表面的润湿性,从而进行陶瓷与金属间的化学接合。活性金属法比烧结金属粉末法发展约晚10年,因其过程在一次升温中完成,操作简单、时间周期短、封接性能好并且对陶瓷的适用范围广,所以目前在国内外发展较快,成为了电子器件中常用的一种方法[13]。AMB工艺中主要涉及了活性层的覆盖、钎料层的覆盖及封接烧结过程。
2.1 活性金属钎焊(AMB)原理
元素周期表中处于过渡区间的金属元素如Ti、Zr、Hf等有很强的化学活性,对氧化物和硅酸盐等有较大的亲和力,且易与Cu、Ni、Ag-Cu等在低于各自熔点的温度下形成合金,形成的液态合金容易与陶瓷表面发生反应且可以很好地润湿各种金属。通常,活性元素含量在6-8%之间较好,当活性元素的含量过高时会造成钎料的脆性增大,从而降低封接面的强度,当活性元素的含量过低时,会导致钎料对陶瓷的润湿性降低,造成封接不易完成。在国内多以Ti为活性金属,这主要是出于其商业价值和环保考虑。Zr相比于Ti而言,其线膨胀系数低、导电性和导热性好、弹性模量小、活性好、与陶瓷反应的结合强度更好,但其在180-285 ℃可燃,在有湿气存在的条件下甚至可以自燃,放出大量的热,引起爆炸。Ti在室温下较为稳定,形成的合金强度高,活性较大,其与Al2O3陶瓷、大多数氧化物陶瓷有较好的界面反应特性,在工艺中通常对Ti粉的要求是其纯度在99.7%以上,粒度在41-55 μm(270-360目)范围内。活性元素的引入方式较多,常见的有将Ti粉制成膏剂涂抹于瓷件表面、用 Ti芯丝复合的Ti-Ag-Cu焊料、复合的Ti-Ag-Cu合金箔等[14]。实践证明,以TiH2的形式引入为优,其性能稳定,常温空气下不吸潮,不易氧化,在 500 ℃左右分解TiH2时,会得到活性高的Ti粉,有利于封接性能的提高。
部分 TiH2在钎焊界面中,首先在形成液态合金中与Cu形成金属间化合物CuTi2等,因TiH2可以润湿大部分氧化物陶瓷,其向陶瓷侧进行扩散,一定程度后使氧化铝瓷件表面发生分解。在上述过程中,Ti与Cu所形成的金属化合物与瓷件中分解出来的氧发生复杂的化学反应,形成复杂的氧化物、瓷件表面的 Ti与瓷件中分解出来的金属元素发生冶金反应,形成金属间化合物。剩余部分的 Ti则会与钎料中的 Ag、Cu通过金属键形成合金,再通过 Ti所形成的 Ti桥进行连接[15]。
2.2 陶瓷与金属AMB工艺封接过程
在金属与陶瓷的钎焊过程中常选用的钎料为Ag-Cu低共融合金钎料,其属于高温预成型焊料,其钎焊温度高、焊接强度大、有适宜的熔点、良好的导电性、较高的强度和塑性、加工性能好、在介质中抗腐蚀性也较好。钎料的处理主要经过成型和清洗过程,常将其制成箔片状并置于涂抹好钛粉的瓷件和金属件之间。钎料的制备主要将Ag、Cu粉体按照适当的配比进行混合球磨处理,从而得到均匀的钎料粉末,并根据既定的工艺制成相应的制品,如箔片、膏剂等。
将陶瓷材料与待接金属层置于模具中,按照“陶瓷材料—活性金属层—钎料层—金属层”进行组配,并施加一定的压力,在真空炉不高于2.7×10-3Pa后进行升温。开始时刻采取快速升温,在接近焊料熔点以后放慢升温速度,其中为减小降温引起的封接应力,一般在 700 ℃以上缓慢冷却,700 ℃以下可随炉自然冷却。通常,无氧铜的封接温度在820±10 ℃,可伐合金在840±10 ℃,不同的待接材料所需的钎焊时间有所差异,时间过短会造成钎焊不成功,过长往往会达不到最佳接头强度。北京航空材料研究所[16]发现,当SiO2f/SiO2复合材料采用 Ti-Ag-Cu活性钎料连接到Al2O3陶瓷上,在1153 K钎焊温度下,钎焊时间过长会造成接头的强度有较大下降,钎焊10 min所得到的接头的平均剪切强度达38.6 MPa,而钎焊60 min的接头平均剪切强度下降至26 MPa。
2.3 陶瓷基板与无氧铜的AMB封接工艺
Si3N4和AlN等非氧化物陶瓷基板覆铜在生产中广泛采用 AMB工艺,具体工艺流程如图 3(a)所示。氮化硅具有优异的机械性能(高弯曲强度,高断裂韧性)以及热膨胀系数小、摩擦系数小等诸多优异性能,是综合性能最好的结构陶瓷材料。氮化铝具有高热导率使其成为理想的基板材料和高可靠性的电力电子模块,是近年来国内外陶瓷基板领域重点研究方向之一[17,18]。
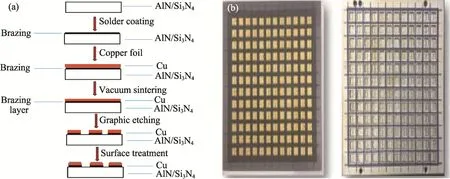
图3 (a) AlN/Si3N4基板AMB工艺流程图;(b) AlN/Si3N4基板AMB产品示意图Fig.3 (a) Flow chart of the AlN/Si3N4 substrate AMB process. (b) Schematic diagram of the AlN/Si3N4 substrate AMB product
Si3N4陶瓷与金属的 AMB封接,其具体连接机理是,Ag和Cu构成钎缝界面的主体组织,所添加的活性元素Ti与瓷体发生反应在陶瓷/钎料界面处形成晶粒尺寸约为30-50 nm的TiN,反应所释放出的 Si原子则向液态钎料内进行扩散,在TiN/钎料界面处形成晶粒尺寸约为 200 nm 的Ti3Si3[19]。
3 陶瓷基板直接覆铜法
随着电子器件的日益小型化和多功能化,大规模、超大规模集成电路的集成度越来越高,器件结构越来越复杂,功率密度也越来越大,因此散热是电子封装中的关键步骤之一。陶瓷材料作为绝缘结构材料,具有良好的高频介电特性、良好的热稳定性和机械特性,常被作为电子器件中的封装材料,用作金属器件中的散热材料。铜由于具有高导电性、导热性及良好的延展性,常被选作金属陶瓷的封接材料[20]。铜材可分为纯铜、无氧铜等,由于无氧铜无氢脆现象,导电率高,加工性能和焊接性能、耐腐蚀性能和低温性能均好,因而常被选作金属陶瓷的封接材料。覆铜陶瓷基板能像PCB线路板一样刻蚀出各种图形,是功率模块封装中连接芯片和散热衬底的关键材料,已广泛用于混合动力模块,激光二极管和聚焦型光伏封装,在高频应用方面也体现出了巨大的应用价值[21]。
目前,国内较为常见的陶瓷基板材料有Al2O3、AlN和 Si3N4陶瓷基板,表 2为三种基板的重要性能参数。基板覆铜的具体工艺因陶瓷材料的种类不同而有所差异,对于Al2O3陶瓷基板主要采用直接覆铜工艺(Direct Bonded Copper,DBC),AlN陶瓷基板可采用DBC或AMB工艺,Si3N4陶瓷基板在生产中较为广泛使用的是 AMB工艺,表3列举出了AMB和DBC这两种工艺的参数对比。
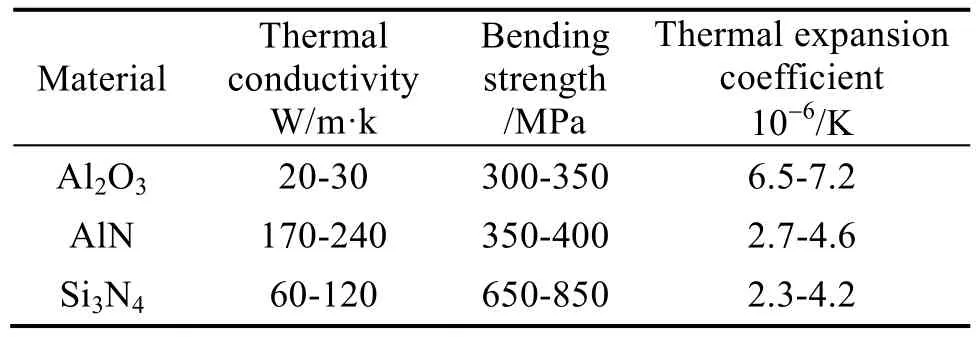
表2 Al2O3、Si3N4和AlN陶瓷基板性能参数Tab.2 Performance parameters of Al2O3, Si3N4 and AlN ceramic substrates

表3 DBC工艺与AMB工艺参数对比Tab.3 Parameters of DBC process and AMB process
3.1 DBC工艺机理
DBC是基于 Al2O3陶瓷基板的一种金属化技术,最早出现在20世纪70年代,具体过程是将其置于高温和一定的氧分压条件下(Te=1065 ℃O2=0.39%),其中氧的引入可以增强铜对 Al2O3陶瓷的润湿性,在1065-1083 ℃时,Cu表面氧化生成一层薄的Cu2O共晶液相,Cu2O可以很好地润湿 Al2O3陶瓷和Cu,当加热温度高于共晶温度且低于Cu熔化温度时,液相中Cu2O与Al2O3发生化学反应生成CuAlO2/CuAl2O4二元氧化物,在铜与陶瓷之间形成一层很薄的过渡层,即实现金属与陶瓷的连接[22]。
3.2 Al2O3陶瓷基板与无氧铜的直接封接
Al2O3基板是性价比最高的陶瓷基板,主要用于中、低功率范围的应用,如通用电力电子、CPV等,Al2O3基板用导电层处理后可用于高性能计算机的电路板,并且涂覆有Cu的Al2O3基板通常用作醇脱氢的催化剂[23,24]。氧化铝陶瓷基板直接覆铜作为一项国内外较为久远且又成熟的工艺,在工艺生产中有着广泛的应用,基于 3.1所述 DBC工艺机理,其具体工艺如图4(a)所示。
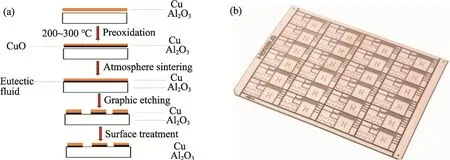
图4 (a) Al2O3陶瓷基板DBC工艺流程图;(b) Al2O3陶瓷基板DBC产品示意图Fig.4 (a) Flow chart of the Al2O3 ceramic substrate DBC process. (b) Schematic diagram of the Al2O3 ceramic substrate DBC product
3.3 AlN基板与无氧铜的直接封接
AlN陶瓷基板敷铜是基于 DBC工艺发展起来,由日本东芝公司在20世纪80年代率先实现该项技术并投入生产,随后美国IXYS公司和德国Curamik电子公司研制出各种规格的AlN-DBC电子封装基板,广泛应用于大功率电力电子器件中。
由于AlN陶瓷与Cu的润湿性极差,在1100 ℃时,液态Cu对AlN陶瓷的润湿角为147 °,因此对于AlN陶瓷基板与无氧铜的直接封接工艺,其原理是将AlN陶瓷基板在一定温度的空气气氛中氧化,使其表面生成结构均匀且附着牢固的Al2O3层,具体操作流程如图 5(a)所示。研究表明[25],经过1100 ℃/1 h高温氧化处理,氮化铝陶瓷表面几乎没有氧化,在1250 ℃/1 h、1250 ℃/2 h,表面生成了氧化铝,氧化层的主晶相为AlN和Al2O3,在1350 ℃/1 h下,氧化层主晶相为Al2O3。

图5 (a) AlN陶瓷基板DBC工艺流程图;(b) AlN陶瓷基板DBC产品示意图Fig.5 (a) Flow chart of the AlN ceramic substrate DBC process. (b) Schematic diagram of the AlN ceramic substrate DBC product
虽然通过氮化铝表面氧化形成一层氧化铝后,由于氮化铝陶瓷基板和氧化铝表面层热膨胀性不匹配导致两者之间产生了张应力,但因为氧化铝层与所封接的铜之间的热膨胀系数差异更大,Cu必将对氧化层产生压应力,两种应力相互补偿抵消,反而使得氧化层与瓷体的强度增大,对键合强度起到积极作用[26,27]。
氮化铝陶瓷基板覆铜具有氧化铝陶瓷基板覆铜约6-8倍的高导热性,其介电常数低、具有优良的电绝缘性且热膨胀率与硅相近,其广泛应用在新型的半导体封装材料[26]。
4 陶瓷与金属连接的其它方法
4.1 陶瓷与金属的机械连接
机械连接是一种古老的连接方法,常见的有栓接和热套等。栓接方法简单且接头可进行拆卸,但是其接头处无气密性等,以至于其无法较好应用在精密器件中。热套则是利用陶瓷与金属的热膨胀性能的差异而组合(金属加热时较大膨胀,冷却时收缩,金属的收缩大于陶瓷)[28],如淄博华创和山东硅元等公司作为国内高新技术结构陶瓷企业,其生产的双金属缸套和陶瓷缸套等产品就是利用热套的原理进行陶瓷与金属的连接,图 6为产品示意图。

图6 陶瓷与金属热套连接的陶瓷缸套Fig.6 Ceramic cylinder sleeve with ceramic and metal heat sleeve
4.2 陶瓷与金属的固相扩散连接
固相扩散连接作为一种较为常见的连接方法,二十世纪七十年代在国外就有研究,其原理是将材料置于惰性气氛或真空环境中,通过高温(T=0.5-0.8 Tm)和压力的作用,首先使待接面局部发生塑性变形,促使氧化膜破碎分解,为原子扩散创造条件,通过原子间的扩散或化学反应形成反应层,从而实现连接[29]。具体过程大致可分为三个阶段,第一阶段为物理接触,指连接面在温度和压力的作用下,凸起部分达到塑性变形,最终达到整个面的可靠接触;第二阶段是接触界面的原子间的相互扩散和再结晶,形成牢固的结合层;第三阶段是结合层中的原子逐渐向纵深发展,形成可靠的连接接头[30,31]。目前,国内在应用HIP扩散焊接方面取得许多进步,其产品应用在航空航天、电力电子和新能源等各大领域。国际上在这一领域也研发力度大,图7为国外陶瓷-金属扩散连接的产品,(a)为粒子加速器的冲击管, 由外部镀铜的氧化铝和前沿钎焊的金属法兰盘组成,(b)为由氧化铝绝缘管与ISO-KF或CF法兰盘焊接成的真空绝缘子。
固相扩散连接可分为直接扩散连接和间接扩散连接,其中间接扩散连接是通过中间层的过渡作用将陶瓷与金属连接起来。虽然固相扩散连接的接头强度高,弹性变形量小且对材料种类没有限制,但其所需要的连接温度较高,连接时间也相对较长,并且通常是在真空下进行连接,由于真空设备昂贵,导致了工艺成本高、试件尺寸易受控制[32]。
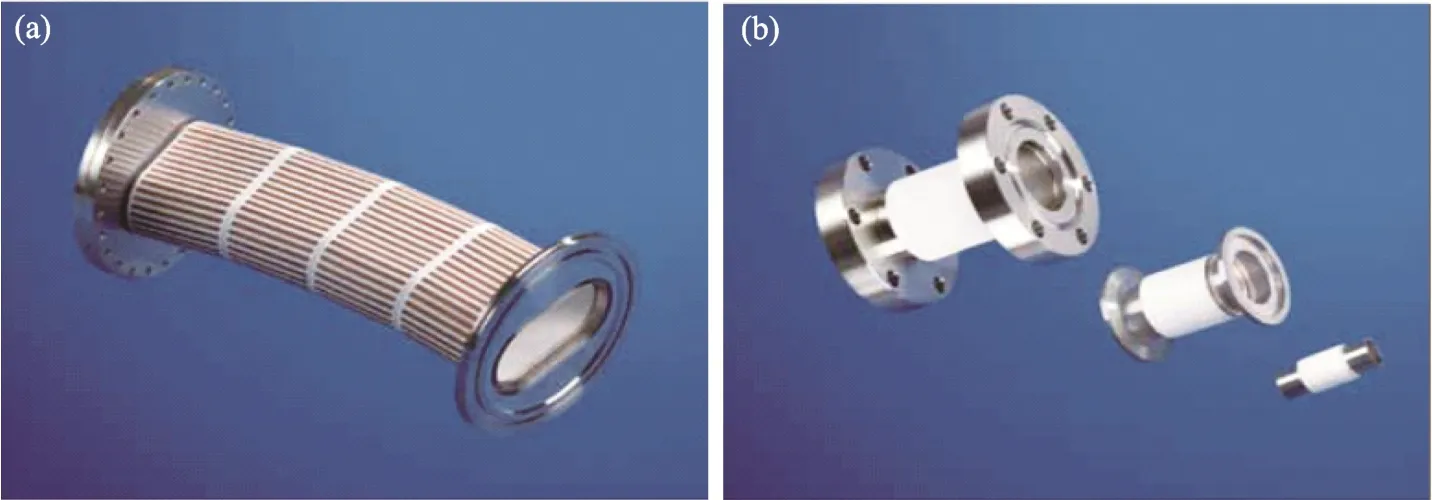
图7 (a) 粒子加速器冲击管;(b) 真空绝缘子Fig.7 (a) Particle accelerator impact tube. (b) Vacuum insulator
4.3 陶瓷与金属的自蔓延连接
自蔓延高温合成(Self-propagating Hightemperature Synthesis Joining, SHS)是一种新兴的材料合成工艺,其是利用SHS反应的放热和产物来连接待焊母材的技术[33]。其通过反应所放出的热为高温热源,以SHS产物为焊料,实现材料的连接。为解决两者材料间的热膨胀系数和弹性模量不匹配的问题,连接过程中常用反应原料直接合成梯度材料,其成分组织逐渐过渡,从而缓解接头处的残余应力。此方法能耗低、生产效率高,但由于反应速度极快,焊料燃烧时间不易控制,导致界面反应控制困难。目前,国内主要针对TiC陶瓷与Ni以及TiAl合金之间的自蔓延反应进行了相关研究。
综上所述,尽管陶瓷与金属的连接方法还有很多种,但不少方法由于自身的局限性和科技水平的不足导致其目前还难以实用化,以上所述的几种陶瓷与金属连接方法相应的参数比较如表4所示。
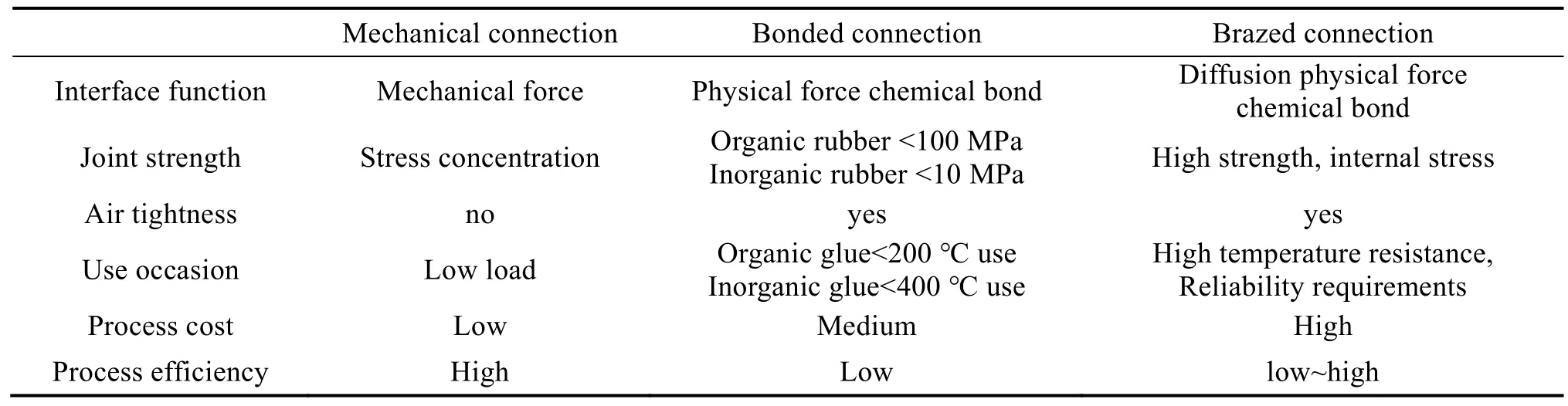
表4 几种连接方式的参数比较Tab.4 Parameters of the several connection methods
5 陶瓷与金属连接的关键性能及检测
因实际服役环境苛刻,往往对于陶瓷—金属封接件有着严格的性能检测要求,在工艺生产中常需要对产品的机械强度(抗拉强度及抗剪切强度)、抗热冲击性能和气密性这三项主要性能指标进行测试分析。通常对于产品的具体性能指标要求于表5中列出。
5.1 封接强度的测试
对于所制的陶瓷金属封接产品,如继电器、真空开关管和电池陶瓷密封连接器等,其需具有足够大的机械强度才可以经受热冲击、温度循环等一系列的测试,良好的机械性能对于陶瓷与金属的界面之间至关重要[34,35]。
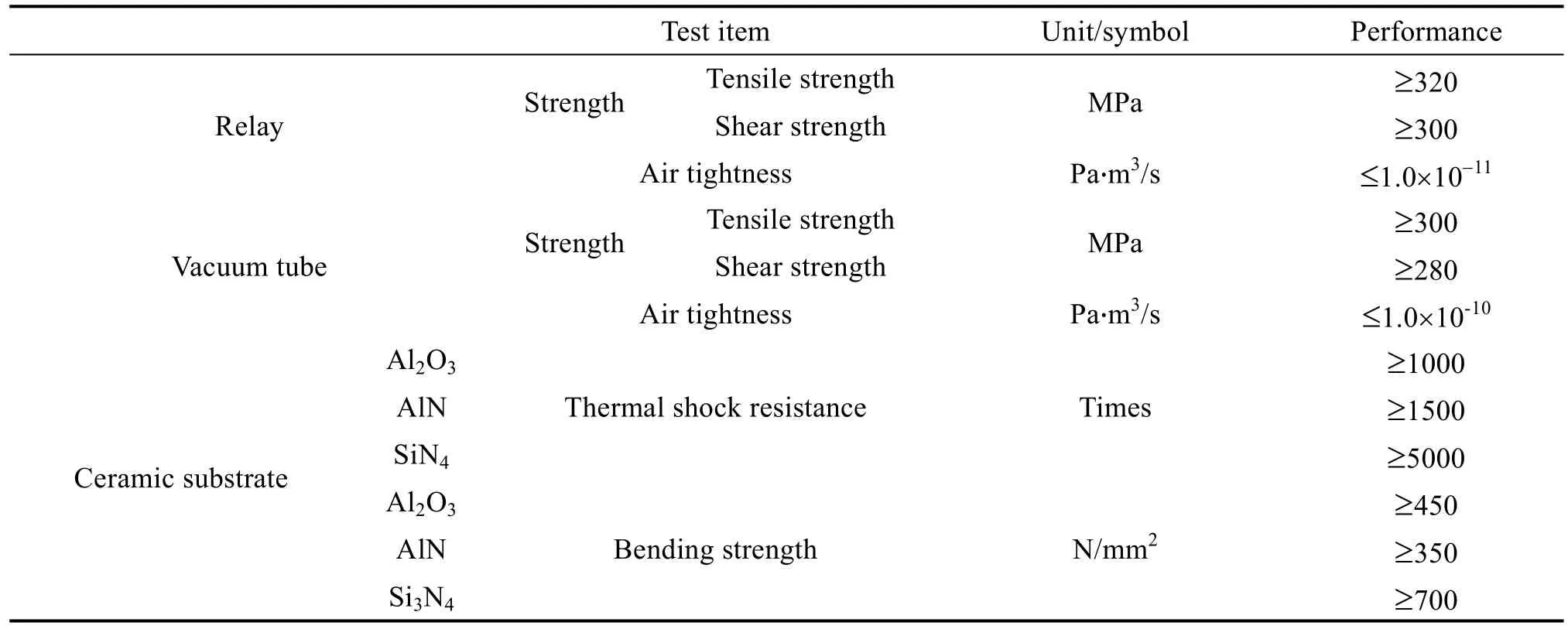
表5 产品的测试性能指标Tab.5 Performance indicators of the products
在陶瓷—金属封接的各种机械强度测试中,抗拉强度是最为普遍的,抗拉强度测试采用 ASTM标准试样,形状和尺寸如图8(a)所示,两个瓷件中间夹一薄片金属片。拉伸试验在国产CMT4204电子万能试验机上进行,抗拉强度即为拉断时的载荷与封接面的截面比值。封接件的剪切强度测试也是强度的基本测试方法之一,如图8(b)所示,用两个陶瓷圆筒局部套封,然后作剪切强度测试。
对于产品抗拉强度,按照SJ/T3326-2001《陶瓷—金属封接抗拉强度测试方法》进行测试,如我国对 95Al2O3瓷与金属的封接的平均强度在电子行业标准中是≥90 Mpa。
随着AMB和DBC等封装技术对金属化基板造成较高的机械应力,基板的机械稳定性越来越受重视,金属化基板的机械稳定性主要取决于所用的陶瓷材料。弯曲强度是决定机械稳定性的主要物理性能之一,也是金属陶瓷基板可靠性和可加工性的重要因素。基板抗弯强度的测试方法主要有三点弯曲、四点弯曲和双环弯曲,分别如图9从左至右所示[36]。基板材料一般所需达到的抗弯强度为Al2O3≥300 MPa、AlN≥350 MPa、Si3N4≥ 650 MPa。

图8 (a) 抗拉封接试样;(b) 抗剪切封接试样Fig.8 (a) Tensile seal specimen. (b) Shear seal specimen

图9 基板弯曲强度测试Fig.9 Substrate bending strength testing
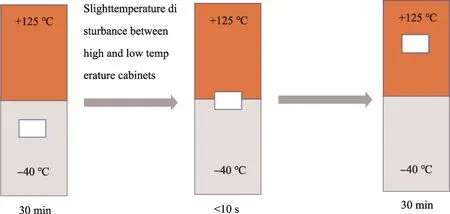
图10 封接试件抗热冲击Fig.10 Sealed test piece against thermal shock
5.2 抗热冲击性能检测
金属化陶瓷基板的可靠性表现为其在热及机械应力条件下的阻力表现,通常用热循环或热冲击实验来表征。在产品性能检测中,常将待测产品按照图10的检测流程进行,不断地接受冷热冲击循环,直至试样出现破损。通常氮化铝陶瓷基板高低温循环冲击次数常需达到1500次以上,氮化硅陶瓷基板甚至需达5000次以上,当完成测试后基板未出现任何裂缝,即可视为达标[37]。
5.3 气密性检测
气密性检测是许多陶瓷-金属封接件性能检测的必要步骤之一,工艺中通常使用由德国英福康生产的1000型ASM氦质检漏仪对陶瓷—金属封接件进行气密性检测。根据我国的国家标准,产品气密性的性能指标为,95氧化铝陶瓷真空开关管的国标规定值为≤1×10-10Pa·m3/s,陶瓷继电器外壳与铜封接的气密性国标规定值≤1.0×10-11Pa·m3/s。
6 陶瓷与金属连接件的主要应用领域
6.1 电力电子领域
电力电子技术是现代高效节能技术,是弱电控制与被控制强电之间的桥梁,是在非常广泛的领域内支持多项高技术发展的基础技术。电力电子技术发展的基础在于高质量器件的出现,后者的发展又必将对管壳提出更高更多的要求。
真空开关管(陶瓷真空灭弧室)是氧化铝陶瓷经金属化后与铜封接成一体,是一种新型高性能中高压电力开关的核心部件,其主要作用是,通过管内真空优良的绝缘性使中高压电路切断电源后能迅速熄弧并抑制电流,从而达到安全开断电路和控制电网的作用,避免事故和意外的发生,其部分产品见图11。真空开关管具有节能、防爆、体积小、维护费用低、运行可靠和无污染等特点,主要用于电力的输配电控制系统[38]。

图11 氧化铝陶瓷真空开关管壳Fig.11 Alumina ceramic vacuum switch tube
6.2 微波射频与微波通讯
在射频/微波领域,氮化铝陶瓷基板具有其它基板所不具备的优势:介电常数小且介电损耗低、绝缘且耐腐蚀、可进行高密度组装。其覆铜基板可应用于射频衰减器、功率负载、工分器、耦合器等无源器件、通信基站(5G)、光通信用热沉、高功率无线通讯、芯片电阻等领域。
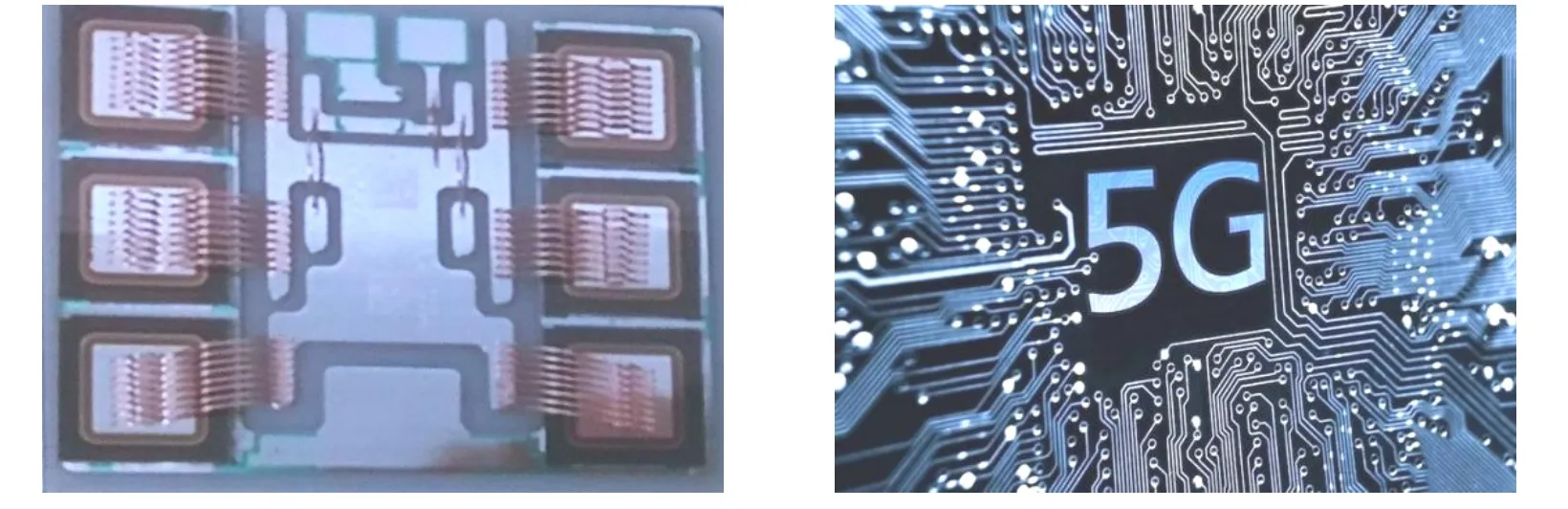
图12 AlN基板覆铜在微波领域应用Fig.12 AlN substrate copper clad for microwave field applications
6.3 新能源汽车领域
继电器是仅次于电子传感器在汽车产品上应用最多的汽车电子元器件之一,其广泛用于控制汽车启动、空调、灯光、油泵、通讯、电动门窗、安全气囊以及汽车电子仪表和故障诊断等系统,继电器所用的陶瓷金属化其部分产品见图13。
陶瓷壳体绝缘密封高压高电流电路断闭产生的火花并连接电源,高压直流继电器带载开断时,产生电弧,由于受到陶瓷的冷却和表面吸附作用,使电弧迅速熄灭。杜绝汽车电路因电弧引发的短路起火,保证整车的安全性能和使用寿命。
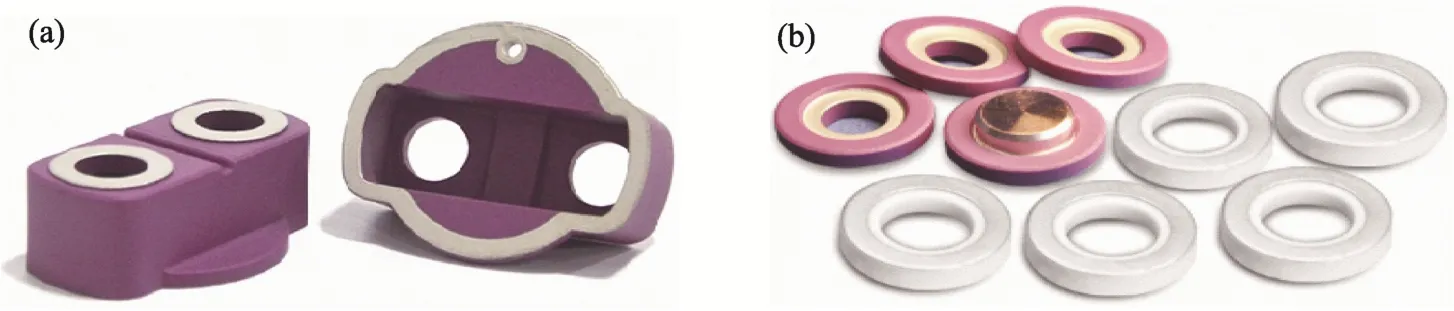
图13 (a) 陶瓷继电器外壳;(b) 陶瓷密封连接器Fig.13 (a) Ceramic relay housing. (b) Ceramic sealed connector
6.4 IGBT领域
绝缘栅双极晶体管(简称 IGBT)以输入阻抗高、开关速度快、通态电压低、阻断电压高、承受电流大等特点,成为当今功率半导体器件发展主流。由于IGBT输出功率高,发热量大,散热不良将损坏IGBT芯片,因此对IGBT 封装而言,散热是关键,必须选用陶瓷基板强化散热。
氮化铝、氮化硅陶瓷基板具有热导率高、与硅匹配的热膨胀系数、高电绝缘等优点,非常适用于 IGBT以及功率模块的封装,其产品如图14(a)所示。广泛应用于轨道交通、航天航空、电动汽车、智能电网、太阳能发电、变频家电、UPS等领域。电动汽车以及混合动力汽车是高导热氮化硅最主要的应用领域[39]。
目前,国内高铁上IGBT模块,如图14(b)所示,主要使用的是由丸和提供的氮化铝陶瓷基板,随着未来高导热氮化硅陶瓷生产成本的降低,或将逐渐替代氮化铝。氮化硅陶瓷覆铜板因其可以焊接更厚的无氧铜以及更高的可靠性,在未来电动汽车用高可靠功率模板中应用广泛[40]。美国罗杰斯公司生产的氮化硅覆铜板已应用于电动汽车上的IGBT模块。
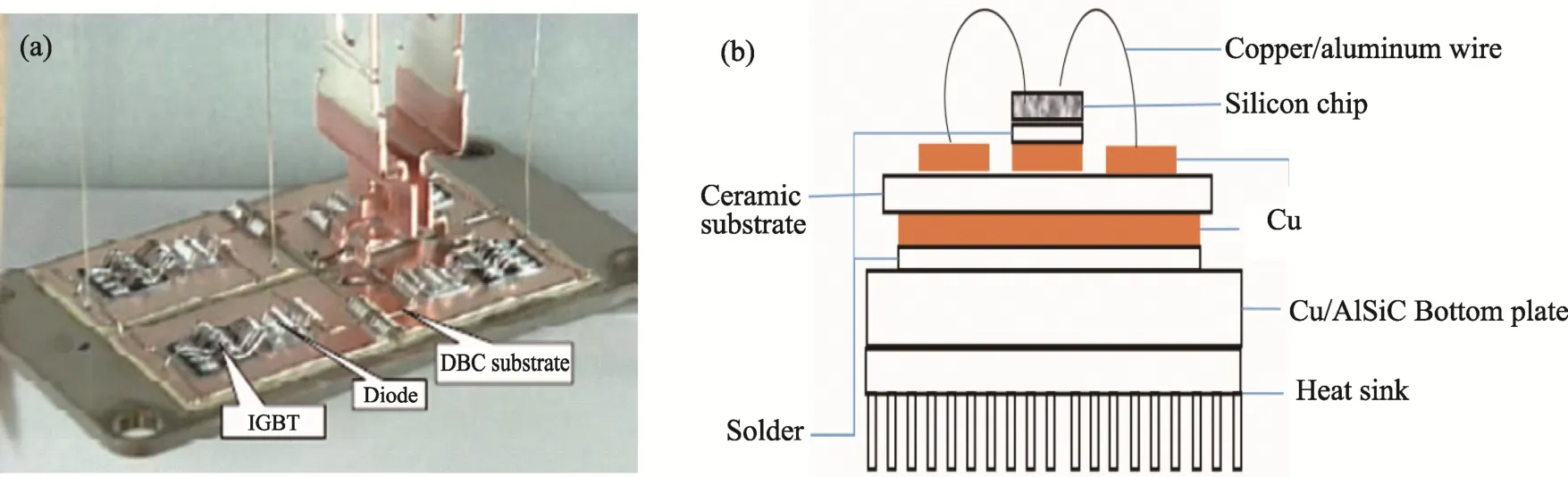
图14 (a) 覆铜基板;(b) IGB斯T模块内部结构Fig.14 (a) Copper clad substrate. (b)IGBT module internal structure
6.5 LED封装领域
对于现有的LED光效水平而言,由于输入电能的 80-85%左右转变成热量,且 LED芯片面积小,工作电流大,造成芯片工作的温度高,因此,芯片散热是LED封装必须解决的关键问题。
氮化铝陶瓷基板由于其具有高导热性、散热快且成本相对合适的优点,受到越来越多的 LED制造企业的青睐,广泛的应用于高亮度LED封装、紫外LED等。LED封装用陶瓷基板因其绝缘、耐老化、可在很小单位面积上固装大功率芯片,拥有了小尺寸大功率的优势。图15示出氮化铝覆铜板及在LED领域中的应用。
7 结 语
通过近几十年的不断研究,我国在陶瓷与金属的连接的工艺开发和工程应用发面已经趋于成熟,高性能金属与陶瓷连接技术取得了很大进步,可制备具有优良力学、电学和热物理等综合性能的陶瓷金属连接件,在电力电子、半导体、新能源汽车等领域已获得了成功的应用[41]。
虽然陶瓷与金属的连接方法较多,但是每种方法都有其自身的优点和局限性,甚至有些方法还处于实验研究阶段,一时还难以实用化。从国内外对陶瓷与金属连接进行的研究和应用情况来看,研究较多的为钎焊和陶瓷基板覆铜工艺,并且在工程实践中获得了较好的应用[42]。
随着电子元器件的功率及封装集成度的不断增大,对封装散热基板综合性能的要求也随之提高,高性能的陶瓷基板覆金属箔必将是今后的研究热点之一。氮化硅陶瓷基板虽导热系数不及氮化铝,但其极高的抗弯强度、断裂韧性和较低的热膨胀系数,使其成为高可靠电力电子模块的理想基材。目前,全球真正将Si3N4陶瓷基板用于实际生产电子器件的只有国外东芝、京瓷和罗杰斯等少数公司。商用Si3N4陶瓷基板的热导率一般在60-90 W/(m·K),以日本东芝公司为例,截止2016年已占有近半的Si3N4基板市场份额,其产品已用于混合动力汽车/纯电动汽车(HEV/EV)市场领域[43,44]。在未来的科技发展和生产工艺中,氮化硅基板覆铜工艺必将扮演越来越重要的角色。
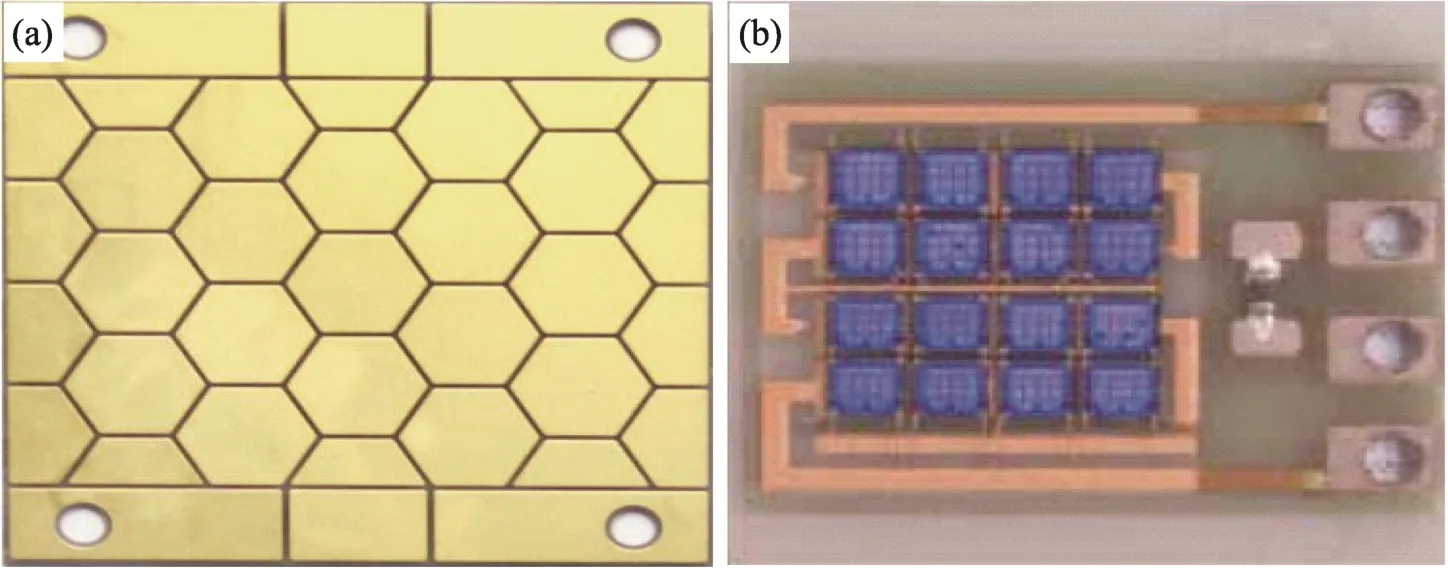
图15 AlN基板覆铜在LED领域Fig.15 AlN substrate copper clad in the field of LED
致谢:感谢湖南娄底安地亚斯电子陶瓷有限公司对本文章所提供的帮助和产品信息,感谢湖南大学材料科学与工程学院高朋召教授对本文章所提供的相关资料。
猜你喜欢
消费电子(2022年5期)2022-08-15
兰州理工大学学报(2022年1期)2022-03-05
焊接(2021年1期)2021-04-16
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
表面工程与再制造(2019年1期)2019-05-11
电子技术与软件工程(2018年3期)2018-03-22
有色金属材料与工程(2017年2期)2017-05-31
山东工业技术(2016年14期)2016-09-07
山东工业技术(2014年22期)2014-07-09