
等速万向节传动轴内环特种胀夹装置
2020-09-23 08:45孟祥龙胡晶张鑫高伟明母丹李丹
机械工程师 2020年9期
孟祥龙, 胡晶,张鑫,高伟明,母丹,李丹
(吉林北方捷凯传动轴有限公司,吉林吉林132021)
0 引 言
等速万向节传动轴(如图1)是轿车上的重要安全部件,移动端节筒形壳7的柄部花键与发动机的差速器相连接,固定端节外环1的柄部花键与车轮轮毂相连接,其作用是将发动机的动力传递到车轮。其动力传递次序是发动机动力通过移动端节筒形壳7传递到三销架6,通过三销架6传递到连接轴5,通过连接轴5传递到内环2,通过内环2传递到6个钢球4(球笼3的作用是保证6个钢球始终在一个平面内),通过6个钢球4传递到固定端节外环1,通过固定节外环1传递到车轮,从而驱动车轮转动。传动轴上的零件均属于安全重要零件,不但对热处理有严格要求,而且对尺寸加工精度有近乎苛刻的要求, 如果尺寸精度不符合要求,就会出现快速磨损、卡滞、异响,严重时会导致传动轴失效,后果是车辆丧失功能,甚至会导致车毁人亡。而内环2是传动轴上的关键安全零件,对内环的质量精度有严格的要求,尤其对内环的球面尺寸、球道尺寸和等分精度、球面球心和球道球心的位置度都有较高的要求,如果有质量问题,就会影响其装配后的使用性能,本文仅就等速万向节传动轴的内环加工介绍一种实用高效、高质量、低成本的特种胀夹装置。
1 内环的结构特点

图1 等速万向节传动轴
等速万向节传动轴中的内环(如图2),内部有花键与连接轴的外部花键相配合;外部为球面和六等分的球道,外部的球面与球笼的内球面相配合;六等分的球道通过6个钢球与外环的球道相配合,以传动转矩。其主要特点是对热处理后的加工精度有较高要求。其加工工序为:精锻件→车内形→渗碳淬火回火→硬车球面、硬铣球道→清洗→探伤→清洗。本文所述的特种胀夹装置就是用在硬车球面、硬铣球道工序(硬车球面是在工件热处理后球面硬度58~62 HRC的情况下用CBN立方氮化硼车刀片进行车削代替磨削;硬铣球道是在工件热处理后球道面硬度58~62 HRC的情况下用CBN立方氮化硼铣刀进行铣削代替磨削)。对内环的高精度尺寸要求主要是六球道所在圆直径尺寸精度(通常公差为0.025 mm)、外球面直径尺寸精度(通常公差为0.03 mm)、六球道的等分精度(通常为±3′)、球面心点与球道心点间的距离尺寸精度(通常为0.05 mm),以确保内环在使用过程中耐磨、无卡滞、无异响等现象发生。因此要求加工时装夹及定位可靠,不许出现打滑现象,以确保加工质量。传统的胀夹管和拉杆容易磨损,并且容易出现打滑现象,加工精度难以保证,废品率高,并且更换工装时间长,效率低。
2 特种胀夹装置结构简介
2.1 特种胀夹装置结构特点
传动轴内环加工用特种胀夹装置如图3、图4所示,主轴1端部与外六面锥体夹具主体2通过螺栓3、12固连,主轴端部的外圆柱面与外六面锥体夹具主体的内圆柱面过渡配合,确保同轴度,定位器5装在外六面锥体夹具主体中间,通过螺栓4、11固连,外六面锥体夹具主体中间的圆柱面与定位器的内圆柱面过渡配合,确保同轴度。
碟形簧6套装在外六面锥体夹具主体的六面锥体上,内六面锥体胀套7也套装在外六面锥体夹具主体的六面锥体上,拉杆8与外六面锥体夹具主体内孔间隙配合,与主轴内部的拉伸机构相连。
内六面锥体胀套沿着周向三等分,三等分内六面锥体胀套间采用弹性橡胶9弹性连接。采用弹性橡胶的作用是既可保证三等分内六面锥体胀套整体弹性回缩,又可保证外部灰尘杂质等不会进入到内部运动副中。三等分内六面锥体胀套外圆柱面上镀有CBN立方氮化硼涂层15,一是大大提高了胀套的耐磨性,二是增加了胀套与工件间的摩擦力,防止打滑现象发生。
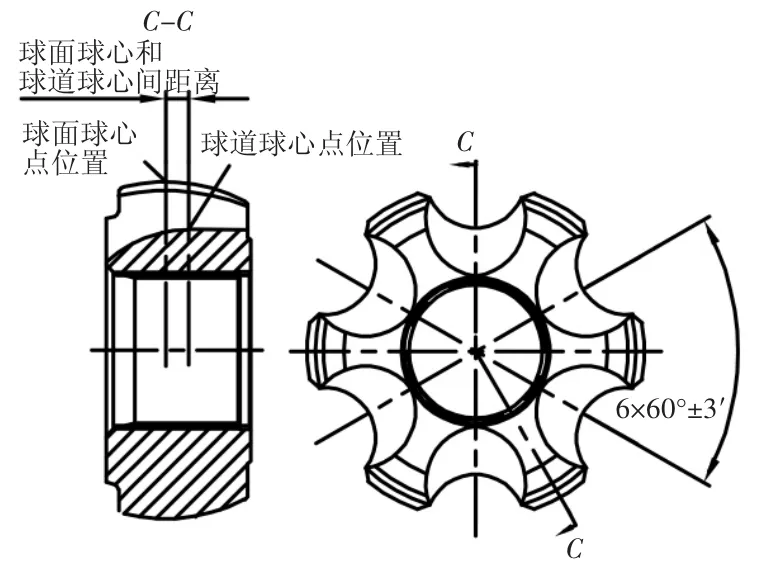
图2 内环
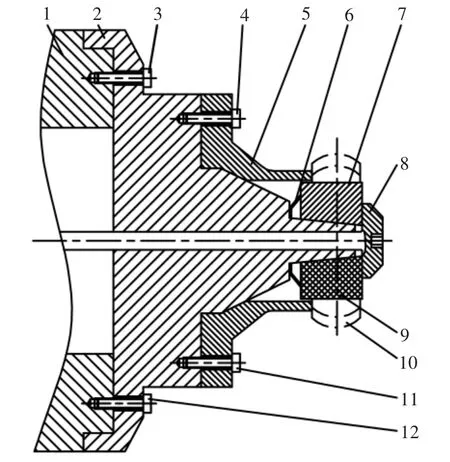
图3 特种多面锥体胀夹装置
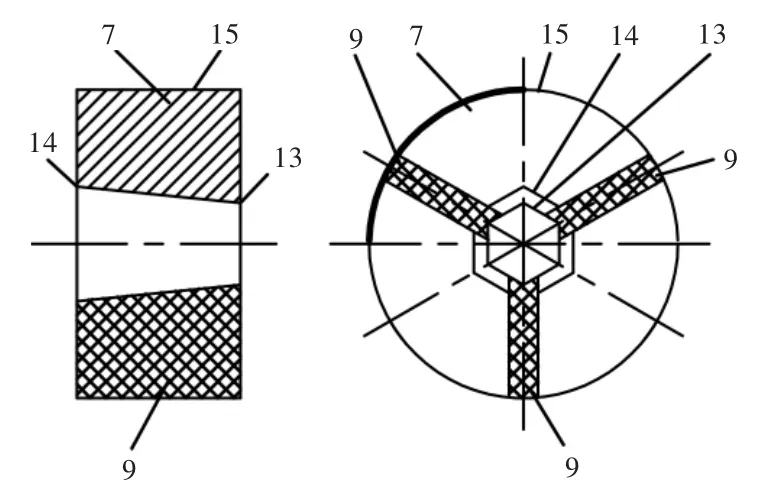
图3 特种多面锥体胀夹装置
2.2 特种胀夹装置的工作原理
工件内环套装在内六面锥体胀套的外圆上,胀套的内六面锥体面在拉杆的向左拉动下沿着外六面锥体夹具主体的外六面锥体面移动,从而胀夹工件,由于两者的运动是在六面锥体上进行的,因此两者间消除了打滑的可能性,保证了零件的加工精度。对于球道硬铣加工,设备自动将六球道进行角向定位,确保等分精度。由于内六面锥体胀套的外圆上镀有立方氮化硼CBN涂层,确保内环与内六面锥体胀套间有足够的摩擦力而不打滑,无周向运动,并且非常耐磨,进一步保证了工件的加工精度;加工完后,拉杆向右移动,内六面锥体胀套在碟形簧的弹力作用下向右移动,从而松开工件。
2.3 特种胀夹装置的调整使用
如图3、图4所示,胀夹装置安装前,首先要将主轴端部的外圆柱面与外六面锥体夹具主体的内圆柱面处擦拭干净,再进行安装,如果安装困难,可以辅用铜锤或尼龙锤进行辅助安装,且不可用铁锤进行粗暴安装,以免破坏配合面及同轴度,6个螺栓拧紧力一致。再把磁力表架和杠杆千分表吸附到机床体上,将杠杆千分表测头部分接触到外六面锥体夹具主体中间的圆柱面上,旋转主轴,检测同轴度,检测合格后,再将外六面锥体夹具主体中间的圆柱面与定位器的内圆柱面擦拭干净,再进行安装,方法同上。工件套装在内六面锥体胀套的外圆上,拧入拉杆,拉杆的旋入位置使得工件接触到碟形弹簧,并使碟形弹簧受力,反复启动拉杆向左运动胀紧工件和向右松开工件,胀夹和松开工件自如后,说明拉杆调整到位。当内六面锥体胀套在拉杆的向左拉动下沿着外六面锥体夹具主体的外六面锥体面移动,通过有CBN涂层的外圆胀夹工件的内圆柱面,开始加工工件,当加工完成后,拉杆向右移动,内六面锥体胀套在碟形簧的弹力作用下向右移动从而松开工件。
该特种多面锥体夹具保证了工件加工过程中无打滑现象发生,从而保证了加工精度。对于不同种类的工件,只需快速更换一定加工范围段的定位器和内六面锥体胀套即可,提高了换线的效率,降低了劳动强度。
3 结 语
该特种胀夹装置不但能保证工件的定位装夹精度及工件与夹管间无打滑现象发生,保证工件的加工精度,而且工装使用寿命长,更换时间短,生产效率高,加工成本低。
猜你喜欢
机电工程(2020年9期)2020-09-22
探测与控制学报(2020年3期)2020-07-13
小猕猴智力画刊(2020年5期)2020-06-01
物理实验(2019年4期)2019-05-07
中国微创外科杂志(2018年9期)2018-10-09
河南科技(2018年20期)2018-09-10
北京航空航天大学学报(2017年7期)2017-11-24
科技与创新(2017年3期)2017-03-17
腹腔镜外科杂志(2016年12期)2016-06-01
腹腔镜外科杂志(2016年11期)2016-06-01
