
花生四烯酸粉剂粒径对婴幼儿配方奶粉混合均匀度的影响
2020-09-22 09:23陈晓婵贾军燕曹金丽贾晓江
中国乳品工业 2020年8期
陈晓婵,贾军燕,曹金丽,贾晓江
(石家庄君乐宝乳业有限公司,石家庄050221)
0 引 言
人乳是婴儿天然的理想食品,世界卫生组织(WHO)强烈建议,对0~6 个月婴儿应采用纯人乳喂养[1],人乳中多种生物活性成分在婴儿生长发育过程中具有重要作用[2-3]。但由于个体差异和工作生活压力等因素的影响,婴幼儿的母乳喂养率偏低[4],因此婴幼儿配方奶粉被普遍用于0~36月龄婴幼儿的喂养[5]。与普通奶粉相比,婴幼儿配方奶粉提高了乳清蛋白的含量,加入了丰富的不饱和脂肪酸,添加了多种微量元素,更接近母乳。
目前,我国婴幼儿配方奶粉的生产工艺主要分为湿法工艺、干法工艺和干湿法复合工艺[6]。干湿法复合工艺中,一些营养成分在干混工序加入,如花生四烯酸,可减少营养损失,保障产品风味,但也存在混合均匀度低的风险。花生四烯酸属于n-6 多不饱和脂肪酸,是婴儿大脑和视网膜的重要组成成分。目前国际上,花生四烯酸已普遍作为营养强化剂添加到婴幼儿配方奶粉中,其安全性也有明确的法律法规支持[7]。由于花生四烯酸具有较强的腥味,影响产品口感,生产企业多采用干法添加。基于上述原因,本文以干法添加的花生四烯酸作为研究对象。
Hogg R[8]在研究中指出,不同粉体流动性上的差异是影响干混物料混合均匀度的重要因素。影响粉体流动性的指标主要包括粉体颗粒粒径、颗粒形状、水分含量等。一般认为,在水分含量一定的情况下,颗粒粒径是影响物料混合均匀度的最主要的因素[9]。本文从干混物料颗粒粒径入手,研究了干混物料花生四烯酸粉剂粒径对婴幼儿配方奶粉混合均匀度的影响,为婴配生产企业提高产品混合均匀度提供借鉴。
1 实 验
1.1 材料和试剂
花生四烯酸粉剂(ARA),市售;婴幼儿配方奶粉半成品粉,石家庄君乐宝乳业有限公司。
1.2 仪器与设备
标准检验分析筛,新乡首创机械;LS13320 型激光粒径仪,美国贝克曼库尔提公司;V 型实验混合机,广州旭朗机械;气相色谱仪,安捷伦科技(中国)有限公司。
1.3 方法
1.3.1 样品筛分
使用标准检验分析筛对样品进行筛分,得到不同粒径范围的样品,标准筛的目数根据试验需要选择,具体见2.2及2.3。
1.3.2 样品粒径的测定
使用激光粒径仪测定样品的粒径分布,检测指标为 D10、D50、D90 所对应的样品粒径值(D10、D50、D90 代表的含义是小于此粒径的颗粒体积含量占全部颗粒的10%、50%、90%)。每个样品重复检测3次。
1.3.3 物料干混
将婴幼儿配方奶粉半成品粉和ARA 粉剂加入V型实验混合机中,以25 r/min 的速度混合7 min,后采用五点取样法(将样品平铺于瓷盘中,从四角及中心位置取样)进行取样测定。
1.3.4 样品ARA 含量的测定
按照GB 5009.168中规定方法进行检测。
1.3.5 变异系数的计算
变异系数CV 又称离散系数,是一组数据的标准差与其相应的均值的比值,可反映数据离散程度的绝对值,CV 值越大,说明离散程度的测度值越大。故选用CV 值来评价样品的混合均匀性。

其中:
2 结果与分析
2.1 婴幼儿配方奶粉半成品粉粒径测定
婴幼儿配方奶粉干混工序是以半成品粉为基粉,加入适量(一般为2‰~15‰)热敏性营养成分进行干混,如核苷酸、ARA 粉剂,鱼油粉等。终产品的干混效果与半成品粉粒径、干混添加物料粒径密切相关。目前市售的不同厂家婴幼儿配方奶粉粒径差距较大,D50 值一般分布在100~200 μm 之间。使用激光粒径仪测定试验用婴幼儿配方奶粉半成品粉粒径分布,如图1 所示。根据测试结果显示,半成品粉的粒径基本呈正态分布,且D10 值48.79 μm,D50 值为139.9 μm,D90值289.2 μm。

图1 婴幼儿配方奶粉半成品粉粒径分布
2.2 不同粒径范围的ARA 粉剂对混合均匀度的影响
使用 60 目、100 目、160 目标准检验分析筛将 ARA粉剂筛分为<60 目、60~100 目、100~160 目、≥160 目 4个粒径范围,对应的颗粒粒径分布见表1。
从表1 可以看出,经过标准筛筛分后,不同目数下ARA 粉剂对应的粒径显著不同,四组样品的中位粒径分别为352.7 μm、225.8 μm、141.1 μm、75.3 μm。

表1 不同粒径范围ARA粉剂的粒径分布
GB 10765、GB 10767 中规定,花生四烯酸在婴幼儿配方奶粉中的添加量应满足二十碳四烯酸/(%总脂肪酸)≤1,目前市售的婴幼儿配方奶粉中ARA 的添加量远低于国标上限;2000 年,我国推荐ARA 在婴儿配方奶粉中的添加量为1.6~2.6 g/kg[10],本研究以此为参考,并结合目前市售产品ARA 的含量,按照3 g/kg 的添加量,分别将四个粒径范围的ARA 粉剂与半成品粉在V 型实验混合机内混合,取样。重复试验3 次,测定不同样品的ARA 含量,并分析CV 值。测定结果见表2。
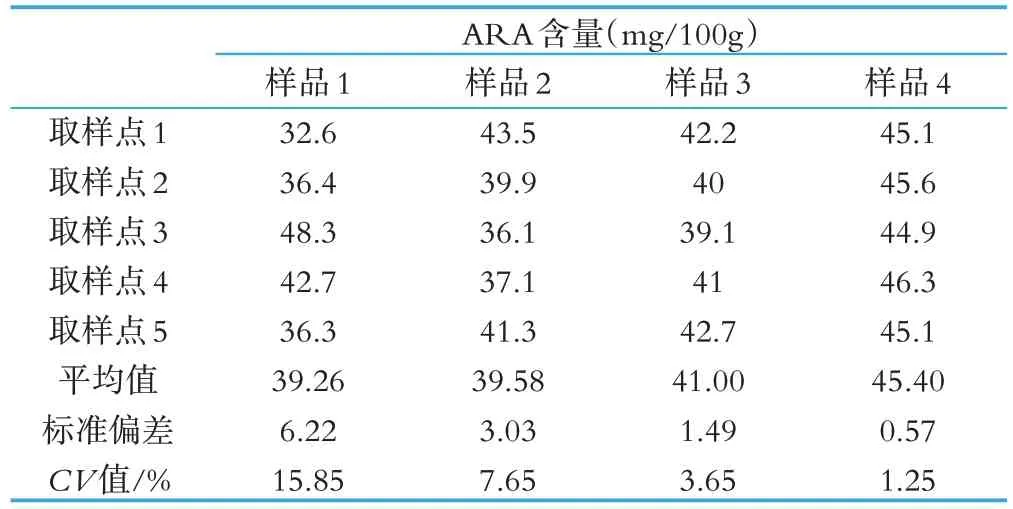
表2 ARA含量的测定及分析
半成品粉与<60 目ARA 粉剂混合为样品1;半成品粉与60~100目ARA 粉剂混合为样品2;半成品粉与100~160 目 ARA 粉剂混合为样品 3,半成品粉与≥160目ARA 粉剂混合为样品4。
从表2 可以看出,经混合后,四组样品的变异系数值(CV 值)分别为15.85%、7.65%、3.65%、1.25%,CV 值逐渐减小,说明样品混合均匀度逐渐增高。综合分析表2 的结果可以得出,ARA 粉剂的中位粒径与样品CV 值呈一次项线性正相关(见图2),即随着ARA 粉剂中位粒径值的增大,干混后产品的CV 值变大,产品的混合均匀度越差。
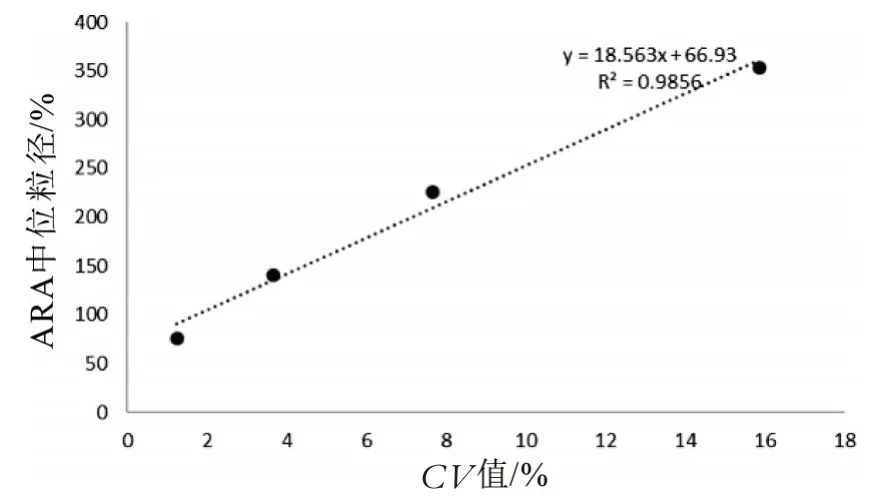
图2 ARA粉剂中位粒径与干混后样品CV值关系
综合2.1 与2.2 中研究结果,与婴幼儿配方奶粉半成品粉粒径 D50 值 139.9 μm 相比,干混物料 ARA 粉剂D50 值为141.1 μm、75.3 μm 时,干混后样品 CV 值<5%,说明干混添加物料粒径与半成品粉粒径相近或偏小时,干混后样品混合均匀度高,当ARA 粉剂粒径偏大时,干混后样品CV 值高,混合均匀度差。目前市售婴幼儿配方奶粉中,ARA 粉剂的添加量一般为2‰~10‰,添加量小,而奶粉ARA 含量的国标检测方法要求取0.5 g 样品进行检测,当ARA 粉剂颗粒偏大时,所取样品中少量大颗粒的存在会直接影响产品中ARA 含量的测定结果,引起CV 值偏大。
2.3 去除大颗粒的ARA 粉剂对混合均匀度的影响
在实际生产应用中,由于受到生产工艺、ARA 含量要求等条件的限制,ARA 粉剂的颗粒粒径分布范围较宽,并不会像2.2 中筛分后的样品一样分布集中,为了降低大颗粒对干混后样品混合均匀度的影响,可以考虑通过减少ARA 粉剂中大颗粒的占比来控制ARA粉剂整体粒径分布,从而提高产品混合均匀度。分别用45 目和60 目标准分析筛对ARA 粉剂进行筛分,除去大颗粒。对比筛分前、过45 目筛、过60 目筛ARA粉剂的粒径分布,见图3,对应的D10、D50、D90 值见表3。

图3 不同标准筛筛分后ARA粉剂粒径分布

表3 筛分后ARA粉剂的粒径分布
从图3 可以看出,未经筛分的ARA 粉剂(蓝色曲线)粒径整体偏大,部分颗粒粒径达到800~1 500 μm,在检测过程中,该部分大颗粒的存在很可能会导致干混后样品的CV 值偏大。样品过45 目筛(褐色曲线)和60 目筛(红色曲线)后,颗粒粒径显著减小。从表3数据可以看出,ARA 粉剂过60 目筛后,整体粒径分布与试验用婴幼儿配方奶粉半成品粉粒径相近。
按照3‰的添加量,使用未筛分、过45 目筛、过60目筛ARA 粉剂与婴幼儿配方奶粉半成品粉进行干混,采用五点取样法进行取样,测定各样品的ARA 含量,通过计算CV 值,分析样品的混合均匀度,结果见表4。
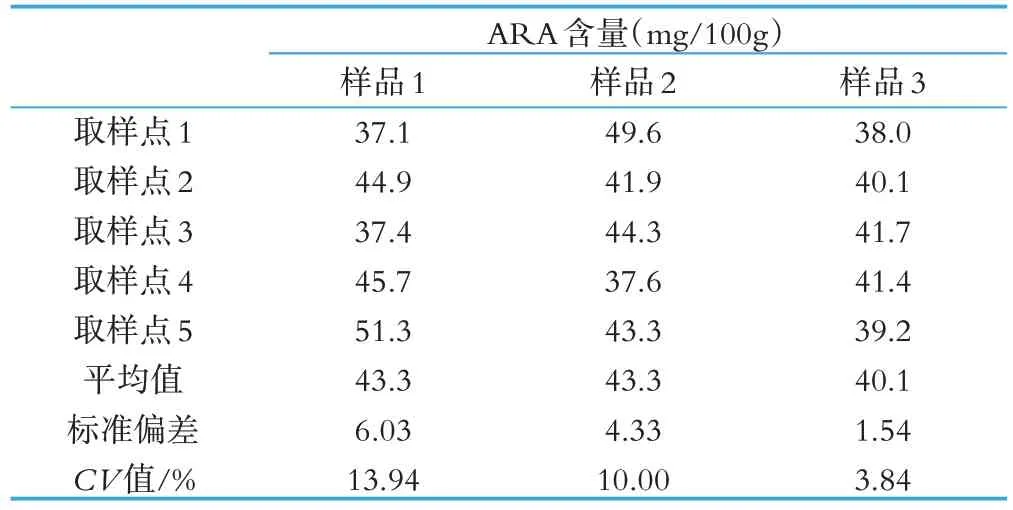
表4 ARA含量的测定及分析
半成品粉与未筛分ARA 粉剂混合为样品1;半成品粉与过45 目筛ARA 粉剂混合为样品2;半成品粉与过60目筛ARA 粉剂混合为样品3。
从表4 中结果可以看出,与未经筛分ARA 粉剂混合的样品(样品1)CV 值为13.94%,混合均匀度最差。ARA 粉剂过45 目筛后,去除了部分大颗粒,CV 值低于样品1 的CV 值,混合均匀度有所改善,但与样品3的CV 值相比仍显著偏高,分析原因为半成品粉与ARA 粉剂粒径差异较大。与过60 目筛ARA 粉剂混合(样品3)后的CV 值为3.84%,明显小于另外两个样品,样品的混合均匀度更高。说明通过控制ARA 粉剂的大颗粒占比,获得与半成品粉粒径相近的ARA粉剂是提高混合均匀度的有效方法。
3 结 论
根据上述研究可以得出,干混物料ARA 粉剂粒径是影响产品混合均匀度的重要因素。当ARA 粉剂粒径与半成品粉粒径相近或更小时,产品混合均匀度高。通过减少ARA 粉剂中大颗粒的占比、调整ARA粉剂粒径与半成品粉相近是提升混合均匀度的有效方法。在实际生产应用过程中,生产企业可根据所使用的半成品粉粒径分布,选择合适粒径的干混物料,从而达到提升产品混合均匀度的目的。
猜你喜欢
石材(2022年2期)2022-05-25
石材(2022年1期)2022-05-23
食品界(2020年4期)2020-05-03
河南畜牧兽医(2020年21期)2020-01-10
中国农村水利水电(2018年3期)2018-04-13
儿童故事画报·发现号趣味百科(2017年10期)2018-03-13
华人时刊(2017年21期)2018-01-31
北京航空航天大学学报(2017年3期)2017-11-23
纺织检测与标准(2016年3期)2016-12-16
百姓生活(2016年3期)2016-03-25
