
马钢特钢公司优棒生产线孔型系统简介
2020-09-17 18:10周光理
山西冶金 2020年4期
周光理,许 兴
(马鞍山钢铁股份有限公司特钢公司,安徽 马鞍山243000)
马鞍山钢铁股份有限公司特钢公司(全文简称马钢特钢公司)于2018年9月建设一条优棒生产线,生产规格Φ16 mm~90 mm热轧圆钢,品种有合金结构钢、轴承钢、弹簧钢、齿轮钢等,定尺长度4~12 m。轧钢原料为250 mm连铸方坯和Φ280 mm连铸圆坯。
1 轧线生产工艺流程和工艺特点
1.1 轧线生产工艺流程
原料—加热—高压水除鳞—粗轧机组—1号飞剪切头、尾—中轧机组—2号飞剪切头、尾(碎断)—预精轧机组—3号飞剪切头、尾(碎断)—精轧机组—4号飞剪切头、尾(碎断)—KOCKS减定径机组—5号飞剪倍尺—冷床冷却—锯切定尺—检查—打捆称重—收集入库,轧制工艺布置示意图见图1。

图1 轧制工艺布置示意图
1.2 轧线工艺特点
1)采用全连续轧制,生产节奏快,产量高,成品最大轧制速度16 m/s。
2)采用1台步进式加热炉,侧进侧出,钢坯加热质量好,温度均匀,烧损小.
3)全线共26架轧机,平立交替布置。Ф800 mm×5架+Ф650 mm×3架+Ф550 mm×4架+Ф450 mm×6架+Ф380 mm×4架+KOCKS×4架,其中二辊轧机采用短应力线轧机,弹跳小,尺寸精度高;RSB减定径机组采用德国引进的KOCKS370+重载型三辊轧机。
4)粗中轧采取脱头轧制,粗轧机组组咬入速度不受成品机架速度限制,咬入速度高,轧制过程灵活,适合合金钢生产。
5)全线设有5座水箱,分别布置在KOCKS减定径机组前后,具备控制控冷功能。
2 孔型系统选择
孔型系统选择原则:获得优良产品。即产品断面尺寸符合技术要求、产品表面光洁、残余应力小、金相组织和机械性能良好;机时产量高,道次越小越好;产品成本低,指金属消耗、电耗、轧辊消耗经济技术指标高,主要是金属消耗,占到成本80%,合理孔型系统,切损小,成材率高;劳动强度小,指合理孔型系统,轧制稳定,操作方便,便于调整。
马钢特钢公司优棒生产线产品为合金棒材,广泛应用于高端制造业、轨道交通、汽车行业等领域,客户质量要求千差万别,钢种跨度范围大,从低碳钢到高碳钢,从低合金钢到高合金钢均有。按照上述四个原则,按高碳和高合金钢考虑,以产品质量作为主要选择依据。
2.1 延伸孔型系统选择
2.1.1 选择延伸孔型系统特点
延伸孔型系统由前22架二辊轧机完成,主要作用为KOCKS减定径机组提供合格料型,延伸孔系选择椭圆-圆孔型系统,适用于塑形差的合金钢种,特点如下:
1)优点是变形均匀,轧件前后断面能平滑过渡,可防止产生局部应力。
2)优点是轧件没有明显棱角,冷却比较均匀,通过水箱时,避免产生冷却裂纹。
3)优点是孔形形状有利于去除表面氧化铁皮,获得良好表面质量。
4)优点是产品尺寸要求不高的产品,可从延伸孔出成品,减少换辊数量和换辊次数。
5)缺点是延伸系数小,相比其他延伸孔型系统,需要更多道次完成,轧辊成本略高。
6)缺点是椭形轧件在圆孔中轧制时稳定性不好,需要导卫夹紧扶持,导卫装配要求高。
7)缺点是圆孔轧制时,宽展敏感性大,易出耳子,调整要求严格。
2.1.2 椭孔孔型构成(见图2)

外圆角半径:r=(0.08~0.12)Bk;孔型宽度Bk=(1.088~1.11)b,b为椭圆轧件宽度;辊缝s=(0.2~0.3)h。
2.1.3 圆孔孔型的构成(见图3)

图3 圆孔孔型的构成
2.2 KOCKS孔型系统选择
2.2.1 KOCKS孔型特点
KOCKS减定径机组作为成品轧机组,采用KOCKS三辊孔型系统。特点如下:
1)形变比二辊机组均匀,可以轧制出高尺寸精度的产品。
2)实现自由尺寸轧制,可以轧制16~90 mm的任意规格产品。
3)同一套孔型可以轧制出非常多规格的产品,而仅仅需要调整一下轧机和导卫的辊缝而已(手动调整或者通过在操作室远程控制系统调整)。
4)提高了金属收得率,无需进行试轧并且大大减少了头尾尺寸超差段。
5)由于可以实现单一孔型系统,大大减少了减定径机组入口进料数量,从而做到上游机架更换大大降低,因此提高了轧线利用率。
6)降低轧辊消耗。
2.2.2 KOCKS孔型构成
马钢特钢公司优棒生产线采用4架KOCKS轧机,其配置的特点是:任何一个规格都必须保证有2道或2道以上的精轧孔(槽底圆弧扩张角为30°的圆形切线孔型)。孔型配置方法是:第1架承接预精轧圆形来料,用延伸孔;第2架作成品前孔时(当第3架出成品时)用精轧孔型;不作成品前孔时用延伸孔;第3、第4架是成品孔或成品前孔,用精轧孔型,见图4。
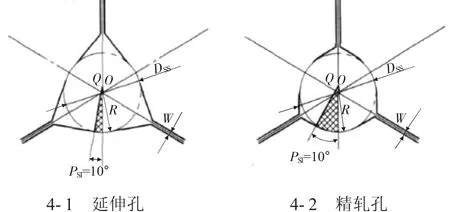
图4 KOCKS孔型的构成
式中:PSI为扩张角;DSS为基圆直径。
延伸孔型见图4-1,轧槽槽底部分是一段圆弧,槽口部分是与圆弧相切的切线。其只用于延伸孔型,槽底圆弧的扩张角PSI为10°~20°,3个轧槽围成的孔型接近于1个弧形三角形。
精轧孔型见图4-2,成品前孔及成品孔,槽底圆弧的扩张角为30°,3个轧槽围成的孔型接近于圆。
3 结论
自2018年9月试车以来,本套孔型系统完全满足设计要求,热轧产品尺寸精度控制在国标GB/T 702—2017《热轧钢棒尺寸、外形、质量及允许偏差》一组以内,产品表面质量良好,性能优良。
Brief Introduction of Pass System of Excellent Bar Production Line in Masteel
Zhou Guangli,Xu Xing
(Special Steel Co.,Ltd.,Magang(Group)Holding Co.,Ltd.,Maanshan Anhui 243000)
Abstract:The pass system of excellent bar production line in Masteel Special Steel Co.,Ltd.is introduced.The production line producesΦ16 mm~90 mm hot rolled alloy bars.The whole rolling line adopts full continuous rolling,the extended pass adopts elliptical round pass system,and the special pass system is adopted for KOCKS three roll reducing and sizing mill.All specifications are finished by KOCKS mill,with good dimensional accuracy and high surface quality.
Key words:pass;elliptical round pass system;KOCKS rolling mill
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年4期)2022-09-14
中国临床医学影像杂志(2022年6期)2022-07-26
山东冶金(2022年3期)2022-07-19
能源研究与利用(2022年2期)2022-04-26
中国核电(2021年3期)2021-08-13
中国金属通报(2020年14期)2020-04-22
商情(2017年38期)2017-11-28
天津城建大学学报(2015年5期)2015-12-09
天津冶金(2014年4期)2014-02-28
