630MW 火电厂脱硫增压风机损坏事故原因分析及处理
2020-09-12 02:07:54封梁
广西电业 2020年6期
封梁
(华电广西能源有限公司,广西 南宁市 530029)
1 事故概况
增压风机是用于克服烟气脱硫装置的烟气阻力,将原烟气引入脱硫系统并稳定锅炉引风机出口压力的主要设备。它的运行特点是低压头、大流量、低转速[1]。 某厂1 号机组脱硫增压风机为丹麦Howden 公司生产的ANN 型动叶可调、轴流式增压风机,设备型号为ANN-4480/2240B,叶轮直径4480mm,叶片数量为10 片,转速749.5r/min。2013 年12 月,1 号机组脱硫增压风机大修完毕并进行试运,风机启动数秒后从中心筒处突然发出碰撞异响,叶片安装孔盖飞出,试运人员立即就地按事故按钮停止风机运行。事后检修人员进入风机内部进行检查,确认风机叶片全部损坏,风机内部其他零部件也有不同程度损伤。
2 现场检查情况
该型号增压风机主要由静态件和旋转件组成(见图1),其中静态件包括进气箱、叶轮机壳和扩散器,风机转子的主轴安装在位于进气箱内筒内的轴承箱上,叶轮机壳位于进气箱和扩散器之间,机壳内表面为机加工面,扩散器与叶轮机壳相连接,作用是将风机动压转变为静压,扩散器安装在滑轨上,这样在检修时可轴向移动扩散器。旋转件包括主电机、联轴器、轮毂、液压调节装置、叶片等,主电机和风机主轴之间通过挠性联轴器连接,主轴连同径向和推力轴承一起安装在进气箱的内筒内,轮毂与主电机分别位于主轴的两端,液压调节装置也安装与主轴上,叶片安装到枢轴上,轮毂内部调节部件可将液压活塞的调节动作传递给叶片,通过叶轮机壳上的检修门可以更换叶片[2]。
经检查,事故造成风机部件损坏情况较严重:10 个叶片全部从叶柄轴上脱落,叶片均出现断裂、变形,如图2 所示。叶柄轴均不同程度弯曲,叶柄轴上的螺纹均有不同程度的损伤,如图3 所示。风机轴承箱共32 颗定位地脚螺栓全部被剪切断裂,轴承箱移位,自由端轴承保持架断裂、自由端迷宫密封破碎、旋转油封连杆变形、液压缸滑阀弯曲变形、轴承箱回油短管变形、轴承箱支撑方钢开裂,风机外壳有部分被打变形。
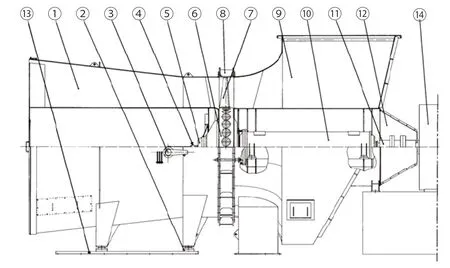
图1 增压风机部件图

图2 损坏的叶片

图3 叶柄轴螺纹上剥离下来的叶片螺牙
3 原因分析及处理
3.1 原因分析
该厂1 号机组大修期间,按照检修项目计划安排,对增压风机进行解体大修,在拆卸风机叶片过程中,发现A3 叶片内牙有滑丝现象,对应叶柄轴螺纹正常。为防止内牙滑丝造成叶柄与叶柄轴连接处受力不均衡,经技术人员研究分析,将A3 叶片外送进行加工修复,修复完成后,在Howden 公司厂家指导下进行了回装,回装过程未发现任何异常。
事故发生后,从损坏叶片的断口和内螺纹看,10 个叶片中唯有A3 叶片断口有十分明显的碰磨痕迹且内螺纹损伤程度最轻,表明A3 叶片在增压风机启动过程中因为高速旋转产生的离心力作用,最先甩飞脱落,其脱落后又将其它叶片打坏,并在叶轮机壳内造成其它零部件的损毁。
经分析,A3 叶片脱落的原因为叶片外送加工修复工艺质量出现问题导致,叶片内牙滑丝修复采用球墨铸铁铸件焊补工艺,螺纹螺牙深度和强度不够,在应力和变形作用影响下,叶片内牙与叶柄轴之间的咬合力变差,导致A3 叶片随轮毂高速旋转时,在离心力作用下被甩飞,发生损坏事故。
3.2 处理措施
为确保按时完成并网调度计划,该厂将抢修工期定为10 天,鉴于从原厂家购买备件采购周期长达六个月,无法满足工期要求,经多方调研,确认周边某电厂增压风机型号与本次事故风机相同,且已实施引风机增容改造,改造后取消原增压风机,拆卸后在废品库等待报废,立即安排专人前往该厂借用两台待报废的增压风机轮毂、轴承箱、叶片等。由于待报废的两台风机轮毂是整体拆卸且有部件损坏情况,因此回厂后立即组织两个抢修队,一队负责对发生事故的风机进行抢修,拆卸损坏部件,检查风道支撑及烟道壁;另一队拆卸借来的两台风机轮毂等部件,组装成一台完好的轮毂和轴承箱。
完成借用部件的拼装后,再用新拼装的轮毂和轴承箱更换原损毁的轮毂和轴承箱,并在Howden公司技术人员指导下完成叶片配重、叶片角度校核、叶片与外壳间隙调整、对轮找中等工作,同时检查电机轴瓦及轴承箱、液压调节机构情况。电机空载试验一次合格,抢修完成后增压风机一次试运成功,振动值小于0.08mm,轴承温度小于80℃,轴承温升等各项试运指标合格。
4 注意事项
4.1 规范检修管理,从检修项目制定、检修单位选取、检修质量控制等方面弥补漏洞。对入厂参加机组检修的检修单位人员,除了严格进行资质审查、培训考试外,还要对重大项目、主要设备的检修进行全面详细的安全技术交底。
4.2 严谨对待重大缺陷的处理,认真制定处理方案,对处理流程要进行全过程监控,外送加工工艺要组织讨论并严密论证,加工过程要进行现场监控,加工件认真组织验收,对叶片螺纹进行尺寸测量、金相组织检查和硬度检测。
4.3 加强设备定期检测工作,做到逢停必检,停机期间对叶片顶部与烟道间隙测量,采用扭力扳手检查、把紧轴承箱地脚螺栓,对增压风机叶片进行无损探伤,发现裂纹的安全隐患及时处理。
4.4 运行中加强对振动值的监视,避免风机导叶开度大幅调节,尤其在调节导叶开度时注意调节速度控制,防止由于气流变化使叶柄轴应力集中造成金属疲劳。改进增压风机中心筒密封风系统,确保轮毂内部清洁。
4.5 可考虑在机组超低排放改造中对引风机进行增容,取消增压风机,以简化风机的控制。
5 结语
丹麦Howden 的ANN-4480/2240B 风机是600MW等级火电机组增压风机的典型型号,该厂发生的增压风机叶片损坏事故也具有典型特征,既有检修质量方面的原因,也有检修管理方面的因素。从检修质量来说,增压风机作为大功率风机,转动部分叶柄轴与叶片、轮毂与叶柄轴等应力较为集中的部位容易发生磨损和金属疲劳等情况,在检修时拆卸、保养、安装全过程必须做好质量控制,按照工艺标准开展检修工作。从检修管理方面来说,重大缺陷要按照规范化管理程序进行报告、研究、分析和处理,在选取检修单位时要提出资质要求,既要对检修队伍进行技术交底,还要提前进行技术摸底,择优选用,确保检修质量。
猜你喜欢
红蜻蜓·高年级(2022年10期)2022-12-31 06:38:50
小天使·四年级语数英综合(2022年6期)2022-06-21 12:49:36
橡塑技术与装备(2021年23期)2021-12-13 06:00:04
大电机技术(2021年5期)2021-11-04 08:58:34
作文小学中年级(2021年4期)2021-05-07 01:17:50
山东电力高等专科学校学报(2019年6期)2020-01-02 00:49:14
装备制造技术(2019年12期)2019-12-25 03:06:42
大科技(2016年14期)2016-07-12 08:49:58
电力与能源(2015年6期)2015-03-15 03:38:04
电站辅机(2014年4期)2014-12-11 00:33:58