
基于数字测量的曲板检测工艺
2020-09-12 06:03:26樊洪良刘艳平
船舶与海洋工程 2020年4期
樊洪良,刘艳平,秦 龚
(沪东中华造船(集团)有限公司, 上海 200129)
0 引 言
在船舶建造过程中,复杂曲板的加工检测目前仍需依靠手工卡样板和样箱及后续的指导实现[1]。对于同系列船而言,首制船使用的样板和样箱往往会因材质、使用频率和保管场地等因素的影响而发生变形或损坏,不能继续用于后续产品的曲面加工,这就直接导致样板和样箱的使用率较低,消耗量较大。此外,这种主要依靠人工比对的检测方法通常无法保证曲板的加工精度。因此,为满足现代造船的要求,实现智能制造,本文采用曲面快速检测系统实现对曲面成型的快速检测,将船体曲板型面测量数据与船体曲面标准模型数据相对比来计算并显示误差数据。
目前,随着CCD(Charge Coupled Device)相机的性能不断提升,高精度的三维测量系统已得到广泛应用。基于不同的摄影测量原理,通过这些三维测量系统均可快速获取大量完整的三维数据,从而实现对船体曲板型面的三维测量[2]。首先采用三维点云技术将获取的曲面形貌点云数据转换为船体曲板型面的三维点云模型,然后将采用该模型所得结果与船体曲面标准模型数据相对比,最后通过投影仪将计算所得偏差数据(误差位置和数值)以加入标注的方式投影到被检测的船体曲板型面上,便于工人根据投影图像进行标记和补偿加工。
1 曲板型面快速三维测量系统开发设计
针对船舶制造中的曲板测量问题,研制曲板型面快速三维测量系统可快速、高精度地获得曲板的三维面形数据,以便后续进行加工质量分析。主要研究方法和技术途径如下。
1.1 投影栅相位法
曲面密集点云测量系统采用的测量方法是投影栅相位法,其基本原理是采用数字投影仪将预先生成的数字光栅投射到被测物体表面,光栅随物体表面高度的变化而发生变形,使用2台摄像机将该变形条纹图像同步拍摄下来。利用双摄像机构成的立体视觉系统获得2 幅场景的二维图像;采用多频外差相移算法求取每点的展开相位;采用外极约束即可实现左右摄像机图像点的匹配,进行图形配准;通过计算空间点在2 幅图像中的视差来获得该点的三维坐标,进而实现物体的三维重建。采用投影栅相位法能获取待测工件的稠密点云数据,精度高,测量速度快,能获得工件的整体三维形貌数据。
1.2 测量传感器内外参数标定
根据像素坐标解算出物体真实的世界坐标,实现物体的三维重建,需对摄像机的内参数和外参数进行标定。摄像机内参数包括水平垂直方向的焦距、主点位置和镜头畸变等,这是对小孔成像进行数学建模所需的参数。摄像机外参数是摄像机坐标系与物体所在世界坐标系之间的变换关系,主要包括旋转和平移2种位置关系,反映物体在2 个坐标系之间的刚体变换[3]。因此,测量系统标定是实现精确三维重建的关键步骤,上述参数标定的精度直接影响工件的实际测量精度。
1.3 测量数据拼接
测量传感器扫描1 次只能获取待测工件表面的部分三维形貌信息,对于大尺寸零件的测量,需从不同角度进行多次扫描,并对多视场扫描数据进行拼接。不同视场的测量结果的基准坐标系不同,即使对应的是物体上的同一点,其三维坐标也不相同。因此,测量传感器测量数据拼接的关键是获取不同视场的坐标系转换参量。多个视场坐标系的转换变量通过视场之间的公共特征匹配,进而计算得到变换矩阵。
采用特征提取算法获取每个测量视场的纹理特征,基于特征匹配,在不同视场中找到匹配的特征,得到2 个视场之间一一对应的三维点集,作为下一步的输入。
1.4 测量系统结构设计
测量传感器采用双目立体视觉测量原理设计,双目立体摄像机的结构布局方式直接影响2台摄像机的共同视场和图像匹配时的搜索范围。根据待测件测量范围大、需近距离测量的特点,测量传感器选择汇交光轴式结构的双目立体视觉系统。
测量传感器的参数设计主要包括摄像机参数选择、两摄像机间基线距离、两摄像机间光轴交角和工作距离等。根据水火弯板件的外部形貌测量需求,工作距离设定为2000mm,光轴夹角设定为30°,基线距为1000mm,测量范围为3000mm×2000mm。根据仿真结果,测量精度满足测量需求。测量传感器采用基于双目的投影栅相位测量原理,其实物见图1。

图1 测量传感器实物图
2 数据处理系统开发
得到船体曲板型面的三维点云数据之后,需对测量数据和模型数据进行建模和对比,计算误差,并通过投影仪显示。数据分析流程见图2。
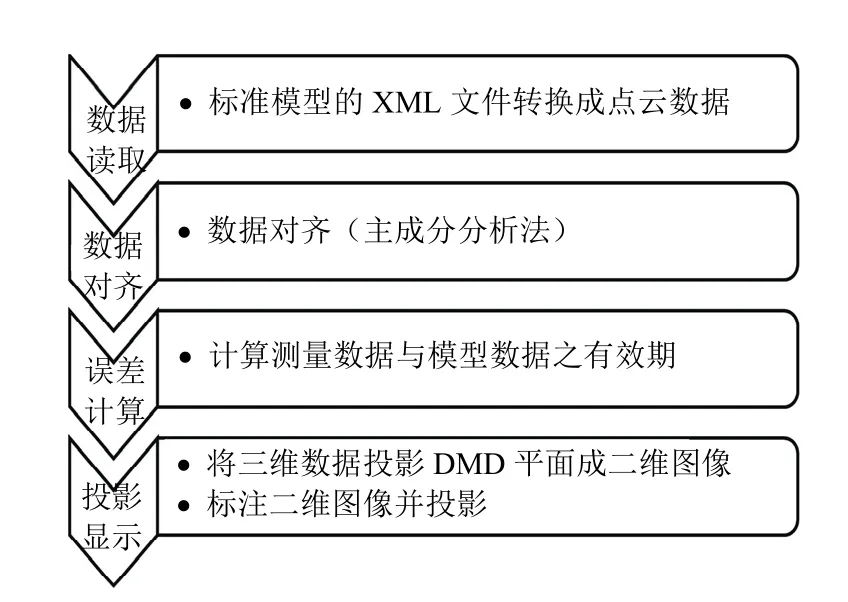
图2 曲板型面数据分析流程
2.1 曲板型面数据处理
2.1.1 数据解析
tinyXML 是当前十分流行的一款开源的解析XML 的解析库,支持读取和修改XML 格式的文件,方便使用,且内存占用量很少,十分适于保存简单数据、配置文件和对象序列化等数据量较小的工作。采用tinyXML 可较为方便地解析数据,将属性中标准模型的三维坐标数据提取出来,并存入矩阵中。图3 为标准模型点云,是通过tinyXML 解析并提取的船体曲板型面标准模型XML 数据的曲板型面标准模型点云数据。
2.1.2 数据对齐
数据对齐主要采用主成分分析法求解船体曲板型面标准模型点云和测量点云2 块点云的主成分,得到主方向和主平面,通过求得的主平面法向量和主方向求解第一次旋转矩阵和第二次旋转矩阵,利用平移矩阵和旋转矩阵将标准模型点云数据转换到测量点云数据所在的坐标系下。
在进行点云数据对齐过程中,由于需完成数据对齐的船体曲板型面是曲面的,无法直接进行对齐,应采用提取特征的方法进行数据对齐。然而,提取船体曲板型面的二次曲面特征的方法比较复杂,因此本文通过降低数据的维度(即将点云数据从三维降到二维或一维),并对得到的平面或向量进行计算,实现点云的数据对齐[4]。完成数据对齐之后的标准模型点云和靶标板测量模型点云见图4。
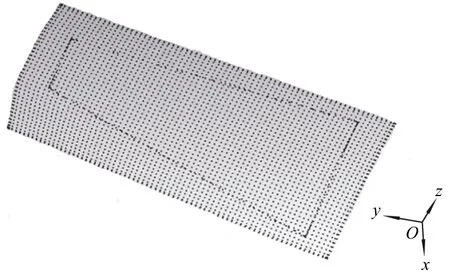
图3 标准模型点云
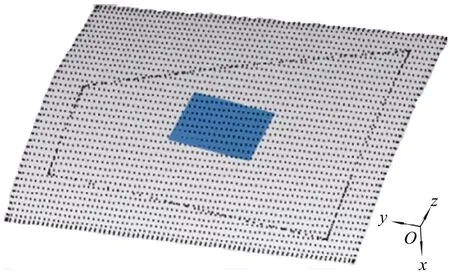
图4 完成数据对齐之后的标准模型点云和靶标板测量模型点云
2.2 增强现实显示
在完成船体曲板型面的标准点云模型和测量点云模型的数据对齐,并将计算得到的两者沿法线方向的对应点的距离作为误差数据之后,对得到的误差数据模型进行标注,并通过投影将其显示在船体曲板型面上。
当计算所得误差数据为正数时,曲板型面上显示的点为红色;当计算所得误差数据为负数时,曲板型面上显示的点为蓝色,且每个点的右边都标有具体的误差数值。通过投影矩阵将三维的误差数据模型投影到二维的投影仪数据微镜装置(Digital Micro-mirror Device, DMD)平面,并通过投影仪将误差图像显示在船体曲板型面上(见图5)。标准模型数据和船板测量数据在三维坐标系中的误差分布见图6,可从模型右侧的颜色条中读取误差数值及其正负[5]。

图5 船板上点的误差图像局部

图6 标准模型数据和船板测量数据在三维坐标系中的误差分布
3 曲板检测工艺验证
3.1 验证环境搭建
在水火加工平台上选择某型船艏部曲板,该零件大小为1611mm×684mm,板厚14mm,材质为L907A钢。该曲板具有双向曲率,形状较为复杂,需采用样板和样箱协助完成检测和加工。采用曲板成型快速检测装备对曲板进行测量,验证其测量精度和测量之后是否可通过曲面匹配建立实测曲板与曲面理论模型的对应关系,实时计算并反馈偏差。
3.2 测量过程
1) 向曲板成型快速检测系统中导入理论曲面模型,并设置相关参数;
2) 安装曲板型面快速成型检测装备,调整检测系统的工作距离为标准工作距离;
3) 在测量范围内对曲板进行检测(见图7),验证其测量精度和测量之后是否可通过曲面匹配建立实测曲板与实际船板的对应关系,实时计算并反馈偏差;

图7 对曲面板进行检测
4) 在曲板线型检测结果合格之后,利用检测系统的边界投影功能将曲板四周的加工余量线投至曲板上,施工人员在投射位置敲出样冲,并根据样冲画出余量线,测量结束之后对曲板加工余量进行修割;5) 在曲板线型检测结果合格之后,利用检测系统的肋骨线投影功能将曲板肋骨线投射至曲板上,施工人员在投射位置敲出样冲,并根据样冲画出肋骨线,方便后续进行曲板装配作业。
3.3 测量结果分析
采用曲板成型快速检测装备对曲板进行三维坐标采集,形成点云数据。经过三维坐标转换,将所得数据与曲板理论模型相对比,对曲板的横向、纵向、扭曲和光顺性等进行有效判别,并通过曲面匹配建立实测曲板与实际曲板的对应关系。得到标准模型数据与曲板测量数据在三维坐标系中的误差分布和最后曲板加工的裁剪边界,当鼠标点至任意一点(如检测线位置)时,偏差值可自动显示出来(见图8)。同时,通过投影仪将误差数据投影到船板上,为矫正工作提供理论依据(见图9)。从图9 中可看出,投影的图像与船板较为吻合,增强现实显示的结果比较理想。

图8 实测曲板与实际曲板对比
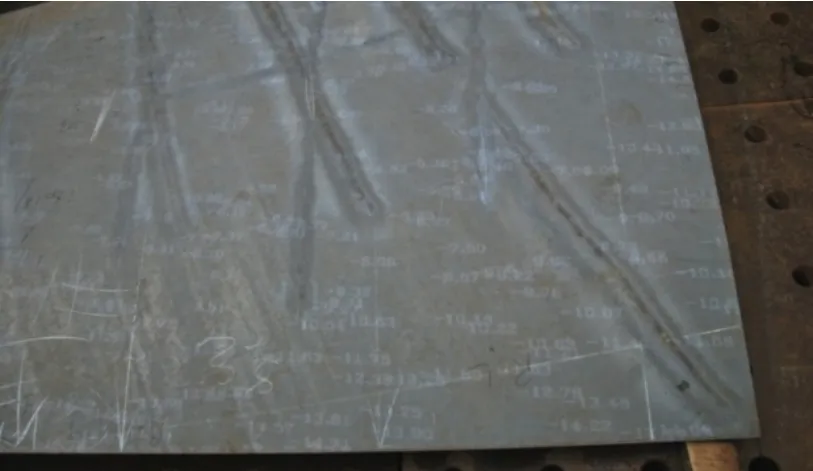
图9 被测曲板反馈理论偏差
4 结 语
综合本文所述曲板检测工艺在试验段建造过程中的应用,得到以下结论:
1) 在3m×2m 测量范围内,点测量精度为1mm;
2) 在曲板加工和检测过程中,采用该工艺能使样板和样箱的使用量减少30%以上;
3) 利用曲面检测系统的曲板边界和肋骨线投影功能指导曲板余量切割和装配划线,可减少工时40%以上。
曲板快速检测工艺不仅可应用于曲板型面快速检测,更可延伸到船舶复杂曲面结构件(如艉轴架、锚穴、锚唇和艏柱等)的外形检测中。该工艺的研究应用有助于实现船舶建造过程中由模拟量传递向数字量传递的转变,提升我国的船舶制造水平和技术能力,促进数字化造船技术和智能制造的发展与应用。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28 08:19:52
数学年刊A辑(中文版)(2019年1期)2019-01-31 02:35:28
数学物理学报(2018年5期)2018-11-16 05:49:44
中国公共安全(2017年8期)2017-10-13 08:12:17
中国公共安全(2017年11期)2017-02-06 05:27:47
办公自动化(2016年18期)2016-12-17 19:32:18
浙江大学学报(工学版)(2016年10期)2016-06-05 09:20:56
焊接(2015年9期)2015-07-18 11:03:51
新闻前哨(2015年2期)2015-03-11 19:29:25
海军医学杂志(2015年2期)2015-02-27 13:47:42
