
逆向装配工艺方法在航天器机构装配中的应用
2020-09-11 12:57戴广永冯利明李晓峰孟庆昕焦云雷
航天制造技术 2020年4期
戴广永 冯利明 李晓峰 孟庆昕 焦云雷
逆向装配工艺方法在航天器机构装配中的应用
戴广永 冯利明 李晓峰 孟庆昕 焦云雷
(天津航天机电设备研究所,天津 300458)
着陆器转移机构是实现巡视探测器从着陆器向月面转移的重要机构。介绍了在转移机构总装过程中,通过采用逆向装配的工艺方法解决了产品结构设计复杂、装配操作难度大、装配精度不易保证等问题,实现了转移机构的精密装配,保证了装配关键环节的质量,积累了丰富的装配经验,形成了稳定成熟的装配装调方法。
逆向装配;转移机构;总装技术;装调方法

1 引言
转移机构是实现月球巡视探测器从着陆器向月面转移的重要装置。其功能是:在发射和飞行时,通过压紧释放机构将悬梯收拢压紧在着陆器的+Z板上;稳定着陆后,在展开铰链及联动机构的驱动下悬梯展开并锁定;巡视探测器自行行驶到转移机构的悬梯上,缓释机构电机工作并缓慢释放转移四连杆机构,转移四连杆机构在巡视探测器重力以及缓释机构电机的共同作用下转动,并将悬梯下放至与月球接触并贴覆,巡视器自主驶向月面。转移机构主要由四连杆机构、悬梯组件、缓释机构、展开铰链、展开联动机构、角位移传感器、助推弹簧、压紧释放机构等组成。
机构在装配过程中面临着产品外形大、展开锁定铰链轴孔同轴度高且无测量基准、“∞形固定端套”压接量化难、大角度展开机构随动电缆布线复杂、压紧释放机构加载空间小、联动绳装夹测量控制难等装配工艺技术难题。
2 主要技术指标及难点分析
转移机构装配主要技术指标有:a.单侧悬梯上2个展开锁定铰链同轴度0.05mm,展开锁定精度≤±0.05°;b.展开铰链的转动轴线与内悬梯组件根部转动铰链的轴线之间的距离满足(491.5±0.05)mm;c.缓释机构装配中保证钢丝绳端部固定套和中间部位限位块的拉脱力不小于1000N;d.展开联动装置的装配中保证联动钢丝绳端部固定端套的拉脱力不小于1500N。
难点之一是保证悬梯上跨距150mm的2个展开锁定铰链同轴度0.05mm。在铰链完成装配后,只有直接测量铰链轴线材料保证2个铰链的同轴度要求,但轴的可见端为螺纹且很短,无法找到合适的基准点,要求达到0.05mm的同轴度成为装调难点。
难点之二是联动装置影响长短悬梯展开功能和同步性,是保证悬梯顺利展开的关键部件。联动张力控制不准确使悬梯展开时与着陆腿发生卡死现象。联动钢丝绳张力的测量和一致性成为装调技术难点。
难点之三是保证不锈钢固定端套的夹紧力分别不小于1000N和1500N。在转移机构中驱动组件依靠电机缠绕钢丝绳实现转移功能,钢丝绳端部的固定成为关键点,结构上采用固定端套压紧钢丝绳固定形式,无法量化,不能现场测试,缺乏可操作性。用装调方法保证固定端套的夹紧力成为装调难题。
3 关键部件的结构特点和装调技术
3.1 展开锁定铰链同轴度逆向装调技术
3.1.1 展开锁定铰链的结构特点
转移机构悬梯依靠两个展开铰链实现展开及锁定,两个展开铰链配对使用。展开铰链由公铰、母铰、平面涡卷弹簧、轴、拉杆等零件组成,展开铰链是将长悬梯与短悬梯连接,由平面涡卷弹簧提供展开驱动力,使折叠的长短悬梯按一定速度展开并连接为刚性一体。其中平面涡卷弹簧为关键零件,材料为铍青铜合金,属于难加工材料。展开锁定精度≤±0.05°。装配要求跨距150mm的2个展开锁定铰链同轴度0.05mm。铰链完成装配后,只有1mm螺纹转轴端作为测量面,无法测量。
3.1.2 改进设计结构、提高装调性
转移机构前期装配过程中发现内外悬梯与展开锁定装配后,在轻微力的作用下解锁,无法达到展开锁定精度≤±0.05°的指标要求。可靠锁定成为设计的关键环节。将展开铰链中滚动套锁定部分重新设计为一体件,变滚动摩擦为滑动摩擦,经过试验,解锁力增大,设计可靠度提高1.5倍,展开锁定精度0.01°完全满足设计指标要求。
展开锁定铰链在初始设计阶段结构为双侧Z字形支架式结构,如图1所示。Z字形支架式结构在单个铰链中难以达到同轴,使铰链在工作中受力不均匀,存在安全隐患,更不能在装配中满足跨距150mm的2个展开锁定铰链同轴度0.05mm。改用双侧轴套式长轴结构,如图2所示,代替以往单侧轴套式短轴结构。其机构优缺点如表1所示。通过结构改进,提高了铰链的同轴度指标可达性,降低了装调难度,提高了机构工作可靠性。
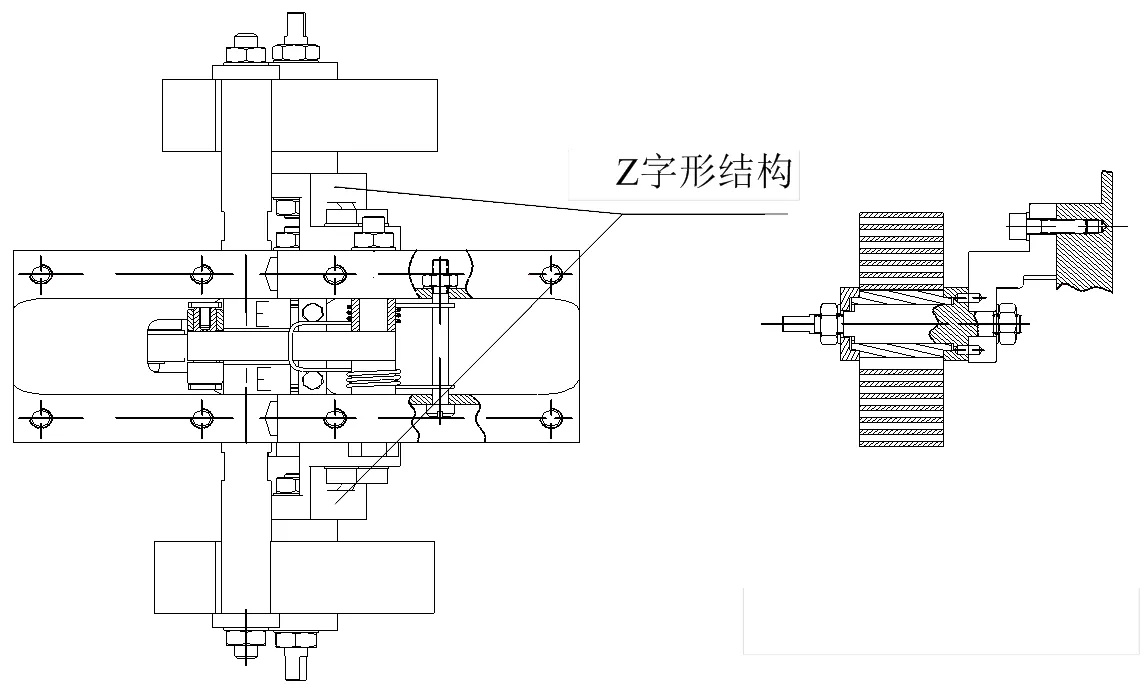
图1 驱动弹簧双侧Z字形支架式结构图

图2 驱动弹簧双侧轴套式长轴结构图
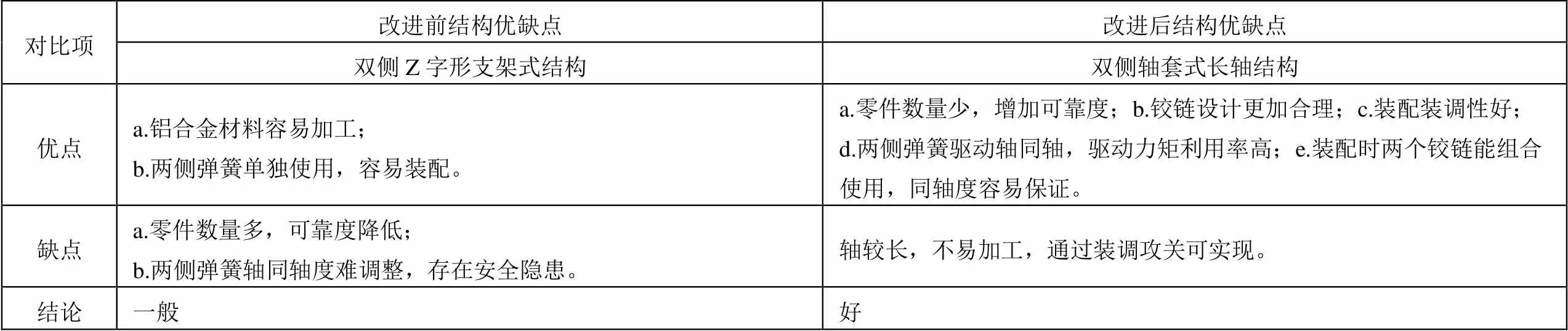
表1 驱动弹簧固定结构改进前后优缺点比较表
3.1.3 通过改进测量、装调方法解决铰链同轴装配难点
在初始设计阶段,设计指标为4铰链同轴,装配时要保证并行四连杆机构同步转动且4个展开锁定铰链轴同轴度为0.05mm。2个展开铰链跨距150mm,4个展开铰链跨距1090mm,在如此大跨距下要保证4个展开铰链的同轴度装配指标难度较大(通过计算铰链轴线在、方向最大偏差为0.022mm)。经分析,采用基准转移法以及分步调整的方式可达到4个展开铰链同轴度0.05mm的要求。
第一步,将展开铰链的轴线基准转移到展开铰链安装面,通过设计工装,测量并调整轴线与工装底面的距离,2个展开铰链的同轴度满足要求,如图3所示。用同样的方法调整另2个铰链的同轴度。然后按编号将展开锁定铰链装配,如图4所示。
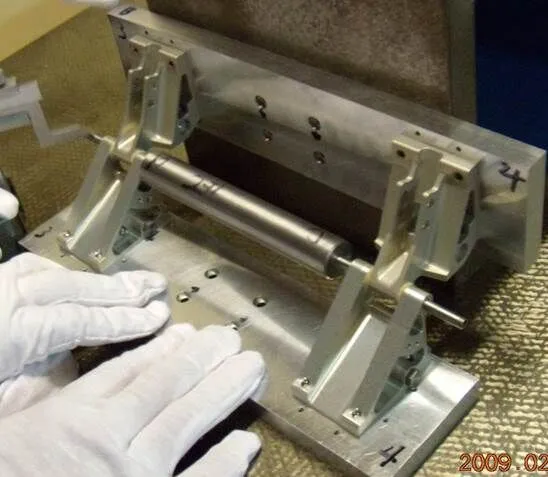
图3 铰链的轴线基准转移到安装面
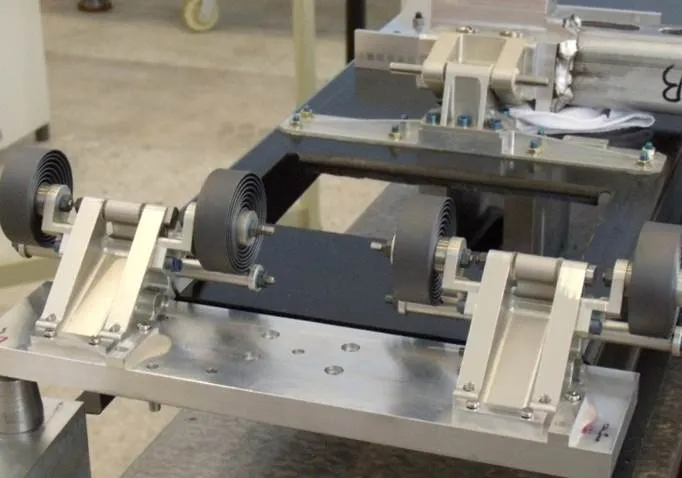
图4 已装配的2个同轴展开锁定铰链
第二步,设计整体调整工装,铰链组安装面跨距1090mm,且要求铰链安装面和测量基准面的平面度优于0.01mm。用整体工装将2组调好同轴度的展开锁定铰链固定,测量2个铰链组同轴工装基准面到整体工装的、基准面距离在0.03mm范围之内,在工装上配打定位销孔,定位后装配内外悬梯与展开锁定铰链(见图5),从而保证4个展开锁定铰链同轴度0.05mm。

图5 调整4个展开锁定铰链的同轴度
通过以上方法,圆满解决了转移机构4个展开锁定铰链在跨距1090mm时同轴度0.05mm的装配难点。
在研制阶段中期,结构设计改进为独立展开并能呈异面的悬梯组件,将4铰链同轴优化为2铰链同轴,但技术指标同样是保证2个铰链同轴度0.05mm,装配装调同样调整优化为“二维基准测量理论计算法”[1,2],即:在零件制造阶段,记录每个零件转轴与基准面的精确尺寸,设计高精度装调工装,在铰链锁定状态下固定铰链位置,并提供测量基准面,在装配过程中通过现场测量尺寸与制造过程尺寸相加,得出转轴与基准面的实测距离,然后计算获得同轴度值[3]。具体装调方法:将配对的展开铰链安装在调整工装上,测量铰链基准面与工装的基准面之间的距离值(、值在加工过程精测,装配时提供数据),通过公式=2×{((1+1)-(2+2))2+(1-2)2}0.5可计算得出同轴度值[4],调整方法示意如图6所示。

图6 采用二维基准测量理论计算法调整2个展开锁定铰链的同轴度示意图
3.2 联动机构绳索张力控制装调技术
3.2.1 联动机构的结构特点
联动装置是保证悬梯顺利展开的关键部件,影响长短悬梯展开的同步性、避障性。其作用是利用绳定长原理,驱动联动轮旋转。在短悬梯展开过程中使长悬梯同时做展开运动,避免短悬梯先展开,长悬梯后展开,且长悬梯后展开时会与着陆腿发生卡死现象。由于绳长为491mm,紧贴短悬梯组件,测量空间小,联动时间较短,保证联动钢丝绳的张力不变成为装调技术难点。联动装置结构图如图7所示。
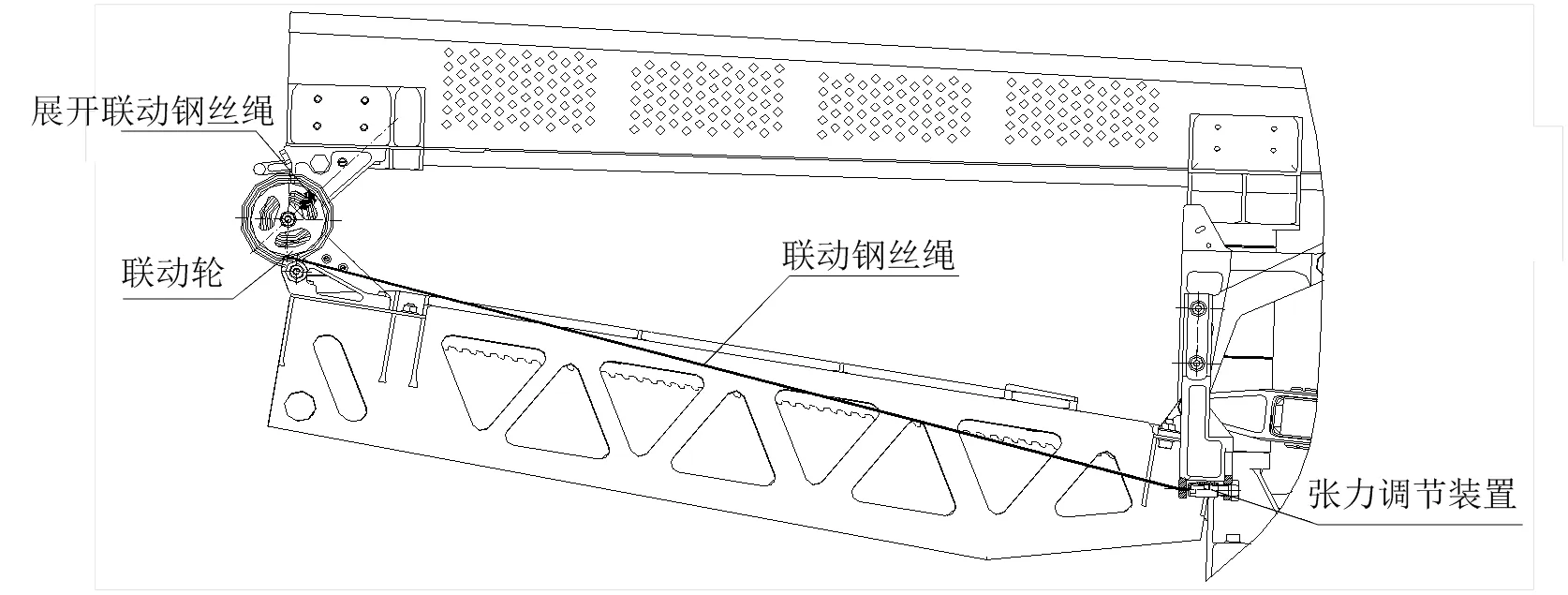
图7 联动装置结构图
3.2.2 采用预拉绳索装调微距测量装调技术
保证联动绳索的张力经过时间变化后张力稳定不变,需采取下列措施。首先应保证钢丝绳在一定的作用力下没有蠕变。因此,在钢丝绳使用前,用“配重旋吊法”消除钢丝绳制造中的残余应力,使钢丝绳的张力稳定一致,这是关键控制环节。其次,在联动机构中增加张力微调装置,对理论定长的钢丝绳微调预紧,使钢丝绳具有一定的张力。固定钢丝绳固定端套压接位置精度也是一个关键点。再次,装调后由于空间小,常规测量方法不能准确测量钢丝绳张力,为获得准确张力精度,定制专用测试设备,通过对此类型和长度的钢丝绳做标定,获得准确的测试精度,从而解决联动绳索测试问题。最后,采用GD414硅橡胶对钢丝绳固定端做防松处理,这样经多次展开收拢试验后,钢丝绳的张力仍能满足设计要求。此装调方法简单可行、效果显著。
3.3 不锈钢“圆柱形固定端套”和“∞形固定端套”压接量化控制和测试装调技术
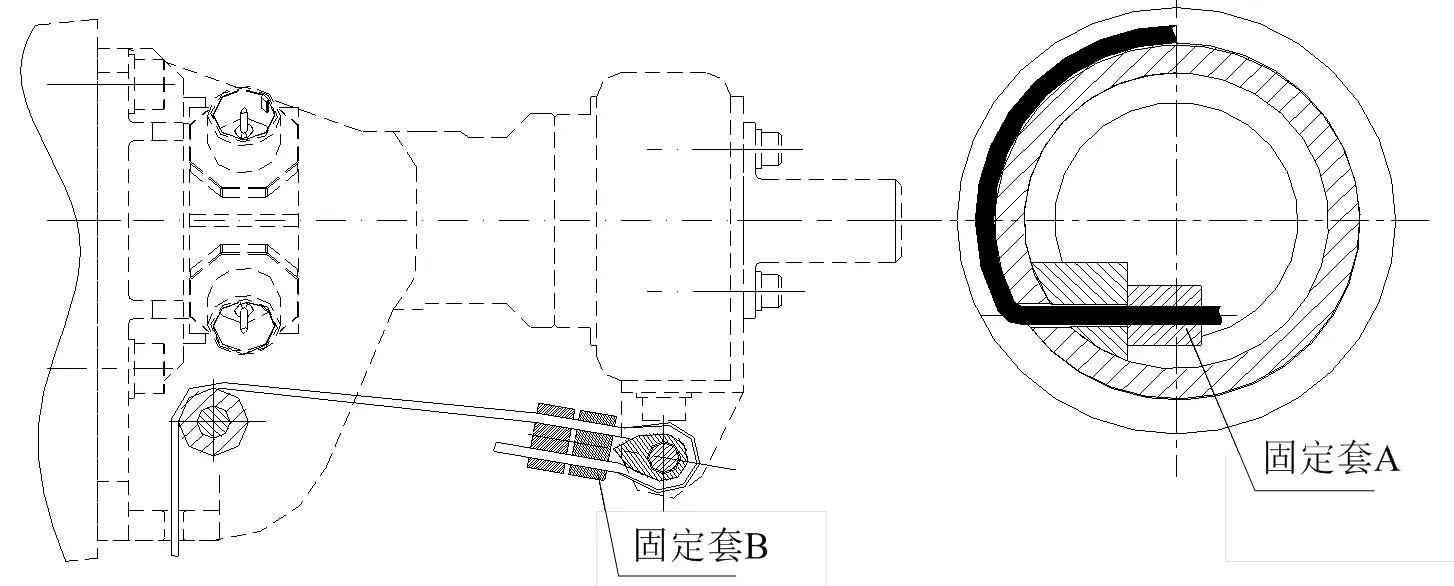
图8 固定端套使用部位图
在转移机构的联动装置和缓冲释放机构中,钢丝绳端部采用不锈钢“圆固定端套”和“∞形固定端套”挤压夹紧钢丝绳的紧固方式(使用部位如图8所示,固定端套示意图如图9、图10所示),装调难点为“∞形固定端套”不易压接,可操作性差并且压接力需要稳定和可测量、量化。
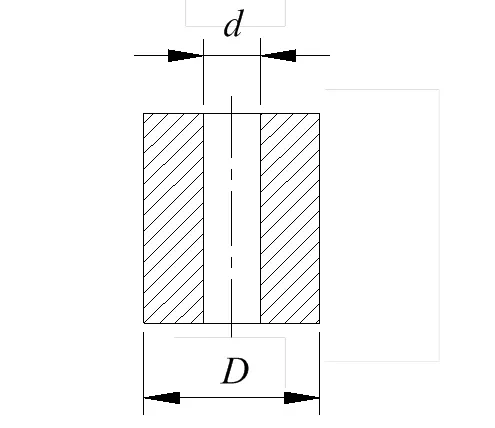
图9 固定端套A结构图
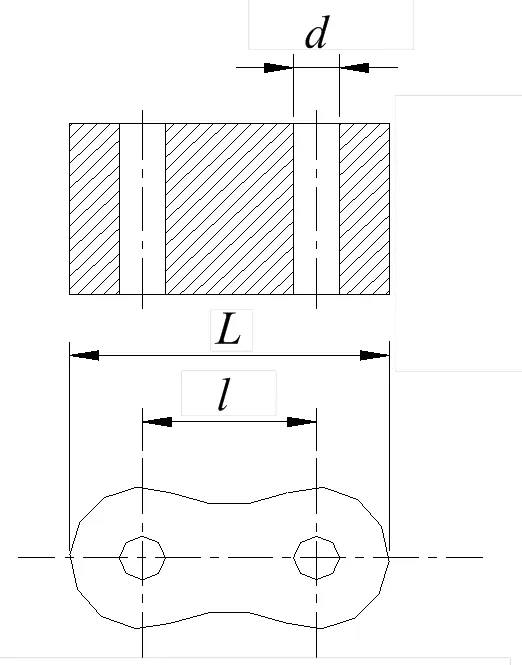
图10 固定端套B结构图
固定端套的压接方法有“轴向压接法”和“径向压接法”[5]。轴向压接法需设计轴套式端部挤压工装,在压力机上完成压接。径向压接法需设计半圆式圆柱面挤压工装,用小型压力钳完成压接。转移机构外形较大,且装配装调流程为先装配联动装置和缓冲释放机构,调整联动钢丝绳和缓冲释放钢丝绳长度符合要求后再进行固定端套的压接,要求压接装调方便、合理、可靠,压接程度可量化,故采用“径向压接法”。
首先,便携式柱销径向压接装置通过改造液压钳式设备并结合专用半圆式圆柱面挤压工装的设计,实现简单、可靠的压接操作。其次,通过理论计算固定端套和“∞形固定端套”的压缩量并与试验相结合,确定了压缩量及压接工装尺寸,压接时通过测量钳口间距和固定端套端部伸长量控制固定端套夹紧力的大小,实测数据见表2。另外,通过夹紧力测试装置对压接后的产品进行拉伸测试,观察拉伸过程中是否产生拉力突变以验证夹紧力是否满足要求(测量装置如图11所示),解决了不锈钢“圆固定端套”和“∞形固定端套”压接力不易测试、无量化的技术难点。

表2 固定端套夹紧力量化数据表 mm
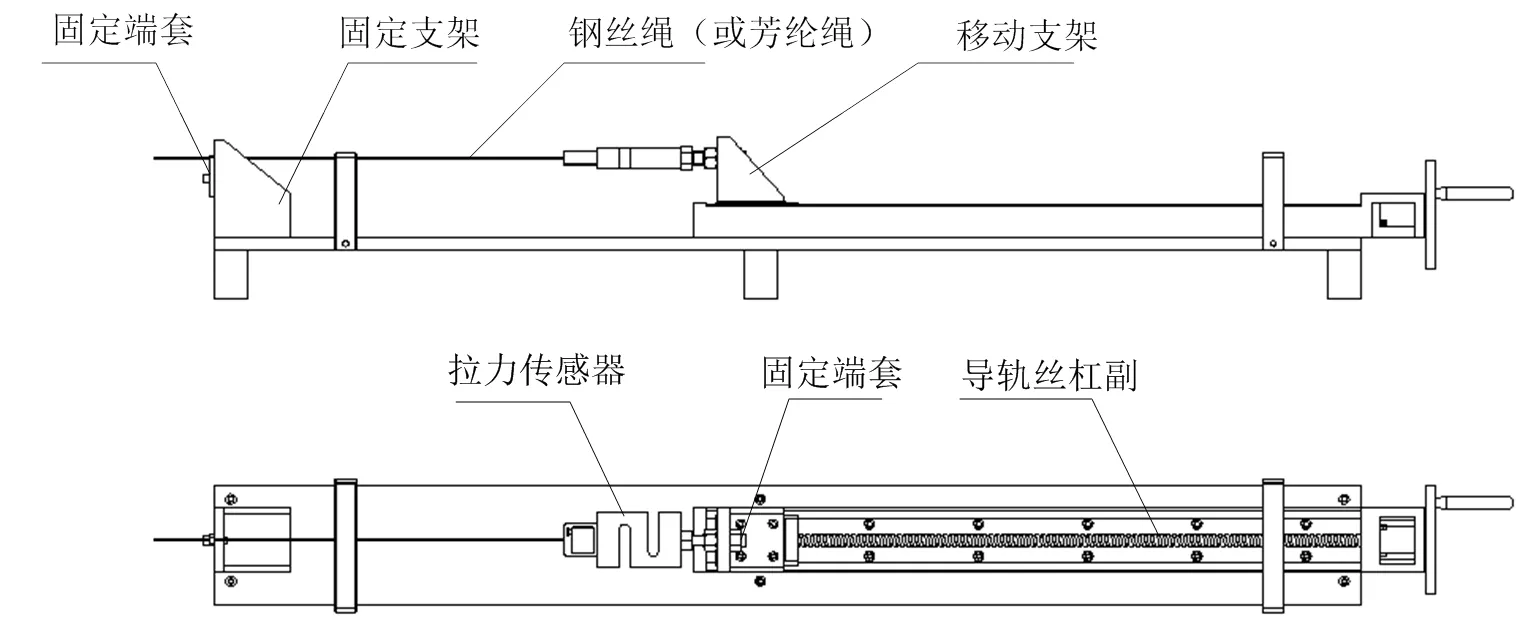
图11 柱销拉脱力测试装置组成
4 结束语
通过分析转移机构总装过程中关键部件的特点和难点,在吃透设计和工艺意图的前提下,结合自身装配经验,合理采用不同的装调方法和装调质量控制技术,解决了零件结构设计复杂、装配操作难度大、装配精度不易保证等问题,保证了装配关键环节的质量。探月工程着陆器的转移机构中关键件精度不仅达到了设计要求,而且保证了产品的可靠性,使转移机构顺利完成展开和转移任务。
1 李春书,崔根群,李迅,等.产品装配顺序规划方法的研究[J]. 机械设计,2002(19):9~12
2 王文奎. 偶件的配合精度和装配方法设计[J]. 绍兴文理学院学报(自然科学版),2002,22(10):52~54
3 金天国,刘文剑,柏合民,等. 组合夹具装配中零件尺寸及装配位置的确定方法[J]. 中国机械工程,2002,13(11):31~34
4 王先逵. 机械制造工艺学[M]. 北京:机械工业出版社,2015
5 焦云雷,郭晨亮,杨涛. 一种绳索的金属端套径向夹紧及量化测试工艺技术[J]. 航天制造技术,2016(1):42~45
Application of Reverse Assembly Process Method in Spacecraft Mechanism
Dai Guangyong Feng Liming Li Xiaofeng Meng Qingxin Jiao Yunlei
(Tianjin Aerospace Institute of Electrical and Mechanical Equipment, Tianjin 300458)
The lander transfer mechanism is an important mechanism to realize the transfer of the lunar patrol probe from the lander to the lunar surface. The paper mainly introduces that in the final assembly process of the transfer mechanism, the use of reverse assembly process method solves the problems of complex product structure design, difficult assembly operations, and difficulty in ensuring assembly accuracy, realizes the precise assembly of the transfer mechanism, and ensures the quality of the key links of assembly. Through this method, rich assembly experience has been accumulated, and a stable and mature assembly method has been formed.
reverse assembly;transfer mechanism;final assembly technology;assembly method
戴广永(1987),工程师,机械电子工程专业;研究方向:航天器机构精密制造及装配工艺设计。
2020-07-20
猜你喜欢
宇航计测技术(2022年4期)2022-09-07
机械科学与技术(2022年8期)2022-08-30
科技与创新(2022年13期)2022-07-14
九江学院学报(自然科学版)(2022年2期)2022-07-02
装备维修技术(2022年7期)2022-07-01
汽车实用技术(2022年10期)2022-06-09
客联(2022年3期)2022-05-31
中国新技术新产品(2022年1期)2022-03-15
时代汽车(2021年11期)2021-08-04
家庭影院技术(2021年3期)2021-05-21
