
大厚度沉淀硬化不锈钢双面焊接接头组织及性能演变
2020-09-10 07:22张国军陈凤张贵一陈莉
电焊机 2020年10期
关键词:显微组织
张国军 陈凤 张贵一 陈莉






摘要:针对大厚度沉淀硬化不锈钢进行双面钨极氩弧焊对接试验,并分析接头的显微组织和力学性能。结果表明:焊缝无裂纹、气孔等缺陷;热处理后焊缝晶粒细化,热影响区受热差异引起的组织差异性消失,接头呈现固溶态组织。力学性能测试表明,热处理后的接头的抗拉强度提高5.5%,延伸率提高63%;断口分析表明,热处理后的接头断裂处呈韧性断裂,断口以韧窝为主。
关键词:沉淀硬化不锈钢 ;双面焊接 ;显微组织; 拉伸强度
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2303(2020)10-0018-04
DOI:10.7512/j.issn.1001-2303.2020.10.04
0 前言
05Cr17Ni4Cu4Nb钢是一种马氏体沉淀硬化不锈钢,与美国的17-4PH钢性能相近。05Cr17Ni4Cu4Nb钢以Cr、Ni元素为基础,通过加入Cu、Nb元素以时效热处理的方式析出ε-Cu和NbC、M23C6等硬化相来实现强化。05Cr17Ni4Cu4Nb钢的强度、韧性、耐腐蚀性能、综合性能等极为优秀,被广泛应用于航天武器、航天飞行、航空飞机、核动力装置等领域,常用于生产复杂条件下的骨架、承载结构等。国内对于05Cr17Ni4Cu4Nb钢的材料加工特性的研究主要集中在力学性能及其热处理过程中的组织演化、抗腐蚀性能。航天发射器支撑结构如发射架等一般采用焊接技术将零部件组成整体,由于这些零件结构复杂、工作条件苛刻,因此研究该类钢材的焊接技术对于科研生产有着重要意义。
1 试验方法和设备
试验以05Cr17Ni4Cu4Nb试板为研究对象,抗拉强度为1 030 MPa。焊前进行热处理,热处理规范为1 040 ℃×0.5 h(固溶)+590 ℃×4 h(时效),填充焊丝为ER630,规格φ1.6 mm,母材尺寸200 mm×100 mm×20 mm。母材和焊丝主要化学成分见表1。试板经过焊接、热处理等工序,研究在此过程中产品的组织及性能变化。
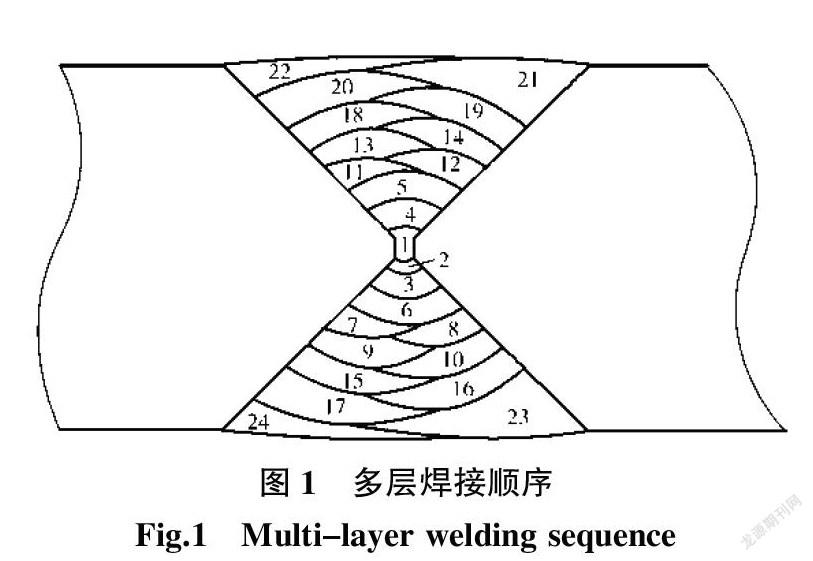
焊前用砂纸将试件对接面25 mm区域清理至呈光亮金属光泽。坡口形式为X形,钝边1 mm,装配间隙1 mm。试验采用手工钨极氩弧焊,氩弧焊机为Miller Dynasty 700,电极直径φ3.2 mm,直流正接,焊接顺序如图1所示,焊接工艺参数如表2所示。
采用LEICADMR金相显微镜观察热处理前后的焊接接头金相组织;按照GB2651-2008《焊接接头拉伸试验方法》制成拉伸试样,利用CMT5504 材料性能测试专用装置测量焊接接头的力学性能,并通过QUANTA 450扫描电镜观察焊接接头的断口形貌。
2 试验结果及分析
2.1 显微组织
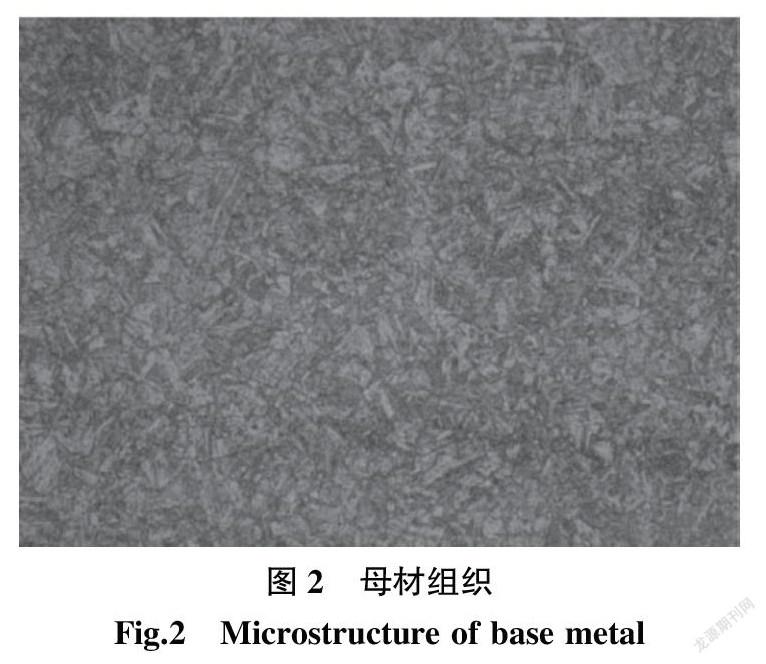
试验用的母材光学显微组织为回火马氏体+少量δ铁素体,晶内马氏体板条束呈“条纹”状分布,可以观察到弥散分布的点状析出物,如图2所示。
焊缝微观组织如图3所示。可以看出,05Cr17
Ni4Cu4Nb不锈钢的焊缝区域主要由柱状晶组成,晶粒大小由打底层向上逐步细化,原因是多层焊的TIG焊缝组织受到多次热输入的影响,先焊的焊缝晶粒相当于经历了一次热处理,且温度很高,晶粒受热存在长大趋势,所以底层焊缝晶粒要粗大一些。打底层组织(见图3a)为淬火马氏体+部分高温铁素体,受周围基体的快速冷却影响,熔池较小,溶质元素来不及扩散,均匀性较好,因此不易腐蚀出清晰的晶界,柱状晶垂直熔合线向焊缝中心生长。中间层组织的晶粒之间存在部分蠕虫状铁素体,分析是由于多层焊再热冷却后生成残余铁素体,晶粒由不同位向的淬火马氏体板条束组成。在打底层和中间层的焊缝中,马氏体板条束较多,马氏体板条均匀细小,且位向关系明确,晶粒边界清晰,晶界相互连结成网状;而盖面层中晶界内的板条束较少,且位向不清晰[1-2,4]。
焊后热处理组织如图4所示,可以看出,焊缝区的显微组织呈柱状晶,晶粒细化,在柱状晶内部,不同位向的马氏体板条束平行分布,板条束之间的衬度差较小。经过时效处理的的组织,晶粒轮廓比较模糊,不同部位的组织无明显差异,马氏体板条均匀细小,铁素体基本消失。
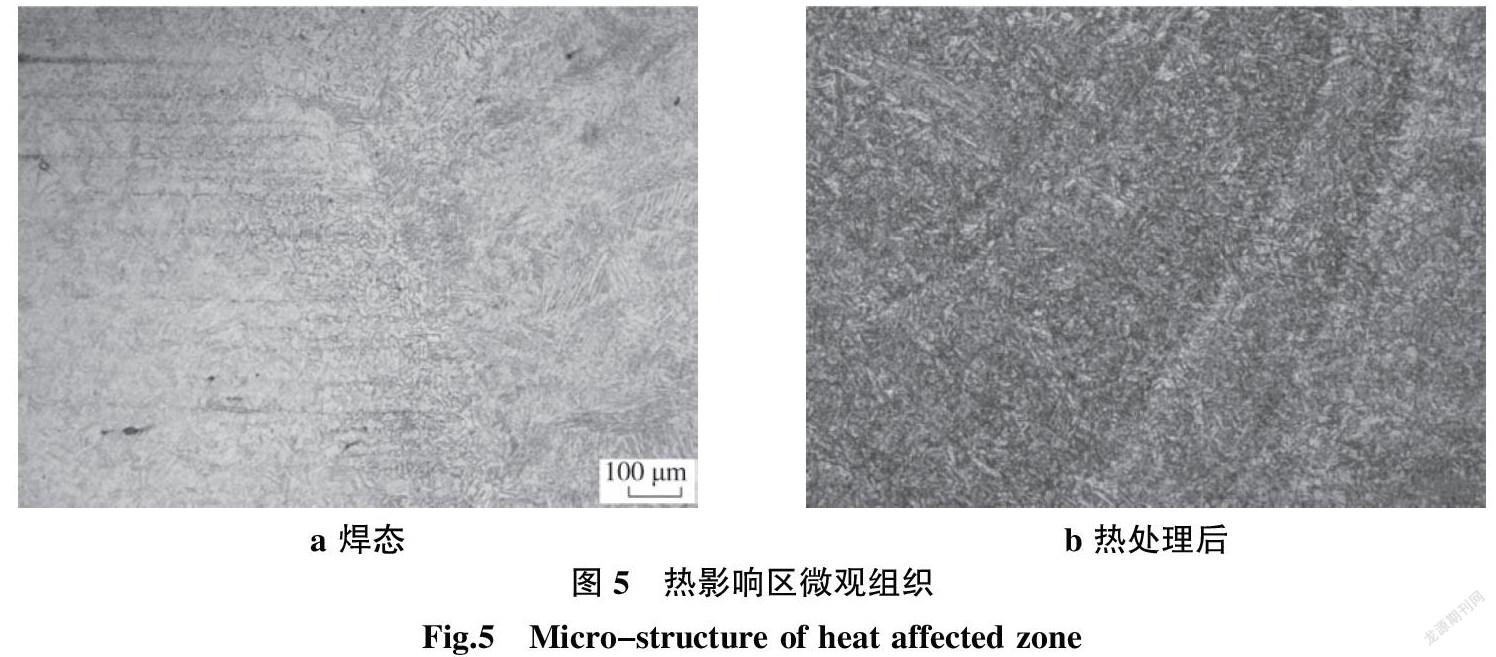
热影响区的组织变化如图5所示,图5a为焊态组织形态,图5b为热处理后的组织形态。由图5a可知,热影响区由粗晶区和受热区组成,原因是热影响区的不同位置在焊接过程中经历的峰值温度不同,从而形成了具有明显差异的显微组织。粗晶区靠近焊缝熔合线,焊接时经受较高的温度,晶粒明显长大,得到粗大马氏体,并伴有富铜第二相析出和极少量逆变奥氏體的形成。在焊接过程中,由于加热温度不均匀,当峰值温度介于Ac1和Ac3之间时,临界区发生了部分奥氏体化,奥氏体中溶入的铁素体数量较少,在随后快速冷却时,奥氏体发生转变而形成马氏体,但未溶部分的铁素体不发生转变最后保留下来形成高温铁素体组织,并产生了极少量的逆变奥氏体,第二相析出很少,使得该区域组织保持着过饱和铁素体和逆转变奥氏体的多重特征。图5b为热处理后的熔合线区组织,可以发现热影响区各个区域的分界限已经消失,合金元素与碳化物溶入基体,组织呈现固溶态,焊缝区域的柱状晶晶粒细化,晶界模糊不清,接头组织更加均匀[1-3]。
2.2 接头性能研究
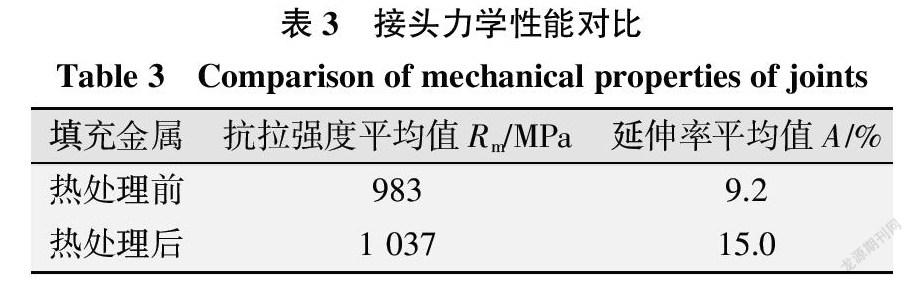
以焊缝为中心,垂直于焊缝方向切割制取标准拉伸试样,热处理前后的接头各制取3个试件z,接头抗拉强度及断后伸长率如图6和表3所示。热处理前,焊接接头最小抗拉强度为961 MPa,约为母材的93.3%;热处理后接头抗拉强度最小为1 035 MPa,接近母材的100%。热处理前的焊接接头的抗拉强度波动较大,幅值达到40 MPa,热处理后的焊接接头抗拉强度波动较小,仅为3 MPa。
对比热处理前后焊接接头的延伸率也可发现,热处理前的接头延伸率为5%~12.5%,热处理后的接头延伸率为14.5%~15%,延伸率较为稳定。由表6可知,热处理后力学性能得到优化,接头强度和延伸率都有提升。
进一步对断口进行扫描电镜分析,如图7所示。热处理前的断口面呈现脆韧混合型断裂,断口主要由较浅的韧窝和解离面组成,在拉应力作用下极易沿解理面和相界面断开。究其原因是:焊接过程中由于冷却速率快,在焊缝中保持着因结晶有先后所产生的化学成分不均匀性,同时伴随着熔池的激烈搅拌作用,新的液体金属不断加入,因此结晶后的焊缝由于柱状晶体持续长大和推移,向熔池中心不断推进溶质,导致在中心位置存在较大的偏析问题。热处理后,焊缝中成分及组织趋于均匀,焊缝金属得到韧化,呈现典型的韧性断口形貌,断口由大量细小的韧窝构成。
3 结论
(1)对20 mm厚度的05Cr17Ni4Cu4Nb沉淀硬化不锈钢采用双面钨极氩弧焊焊接可以获得外观成形良好的焊接接头。经过固溶+时效热处理,0Cr
15Ni5Cu4Nb钢焊接接头的抗拉强度和延伸率和均有所提高,拉伸断口由准解理向韧窝特征变化。
(2)热处理前,焊缝组织呈现柱狀晶,在晶粒之间存在残留铁素体;经过热处理后,不同位向的马氏体板条束平行分布,板条束之间的衬度差较小。热影响区可以分为粗晶区和受热区,主要是焊接过程中经历的峰值温度不同所致,经过热处理后各个区域的分界限已经消失,焊接接头上的合金元素完全溶入基体。
参考文献:
[1] 夏晓玲,李玉清,吴大茂. 不同热处理对 17-4PH钢组 织与性能的影响 [J] . 冶钢科技,1995(2):33-37.
[2] 秦明富,曹勇,黄志雄,等. 马氏体沉淀硬化不锈钢0Cr17 Ni4Cu4Nb冶炼工艺研究[J]. 特钢技术,2005,10(1):16-23.
[3] 樊兆宝,安绍孔,王英健,等. 马氏体沉淀硬化不锈钢的 焊接工艺[J]. 电焊机,2009,39(11):81-84.
[4] Wanjara P,Jahazi M. Characterization of Electron Beam Welded 17-4 PH Stainless Steel[J]. Canadian Metallurgi- cal Quarterly,2008,47(4):413-435(23).
[5] 李驹,杜巧连,王小样. 00Cr12Ni9Mo4Cu2马氏体时效不 锈钢的时效硬化行为及其影响因素[J]. 稀有金属材料与 工程,2007(36):273-276.
[6] 杨雪养. 热处理对耐热马氏体不诱钢0Cr17Ni4Cu4Nb性 能的影响[J]. 长沙大学学报,2006,20(5):32-34.
[7] 邹红,王均,李聪,等. 17-4PH不锈钢350 ℃长期时效组 织演化的透射电镜观察[J]. 核动力工程,2005(4):397-401.
[8] 赵莉萍,杨慧,李慧琴. 固溶处理和时效对17-4PH沉淀硬 化不锈钢组织性能的影响[J]. 特殊钢,2003,24(7):24-25.
猜你喜欢
哈尔滨理工大学学报(2016年6期)2017-02-21
哈尔滨理工大学学报(2016年6期)2017-02-21
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27
湖南大学学报·自然科学版(2016年6期)2016-07-14
湖南大学学报·自然科学版(2015年12期)2016-03-05
中国高新技术企业(2015年25期)2015-07-24
湖南大学学报·自然科学版(2015年6期)2015-07-20
科技与创新(2015年8期)2015-05-06
