690镍基合金焊条熔敷金属性能研究
2020-09-10 07:22谷雨张俊宝黄逸峰左波余燕
电焊机 2020年12期
谷雨 张俊宝 黄逸峰 左波 余燕


摘要:690镍基合金焊接材料广泛用于核电设备接管安全端焊缝、J型坡口焊缝以及耐蚀层堆焊,目前核岛设备用690镍基合金焊接材料基本依赖进口。采用拉伸试验对国内研发的核电设备用690镍基合金焊条的力学性能进行评价,并与进口焊条进行对比分析。结果表明,国产690镍基合金焊条满足ASME类别号ENiCrFe-7,焊缝金属力学性能达到进口焊条Inconel 152水平,室温抗拉强度高于650 MPa,350 ℃抗拉强度高于520 MPa,屈服强度高于340 MPa,焊条焊接工艺性良好。
关键词:核电设备;690镍基合金焊条;ENiCrFe-7;力学性能
中图分类号:TG404 文献标志码:A 文章编号:1001-2303(2020)12-0001-04
DOI:10.7512/j.issn.1001-2303.2020.12.01
0 前言
690镍基合金作为一种在600合金基础上发展起来的新型耐应力腐蚀材料,在核电工程中广泛应用于传热管、蒸汽发生器水室封头隔板、反应堆压力容器驱动管座以及接管安全端中。690镍基合金常用的焊接材料包括ENiCrFe-7焊条、ERNiCrFe-7A 焊丝、EQNiCrFe-7A 焊带/焊剂,在“二代加”及“三代”核电站主设备安装、制造中应用更广,除了用于镍基合金的对接焊外,还广泛用于异种金属结构的焊接以及耐蚀层堆焊[1-2]。镍基合金焊接熔池金属黏性较高、流动性差,焊缝热裂纹倾向较大,焊接工艺性较差[3],因此,原材料用铸锭对冶炼工艺要求较高,目前,核电用690镍基合金焊接材料主要被SMC、Sandvik等公司垄断。
文中针对国内核电设备用690镍基合金焊接材料基本依赖进口的现状,依据三代非能动核电站的技术要求,开展国产焊条研制,并与国内核岛主设备制造厂哈电集团(秦皇岛)重型装备有限公司及上海电气核电设备有限公司合作,对国产焊条进行用户评价试验。同时,选取国际主流供货商美国超合金公司的Inconel 152进行对比分析,探讨国产690镍基合金焊条用于核电设备制造的可行性。
1 试验材料和方法
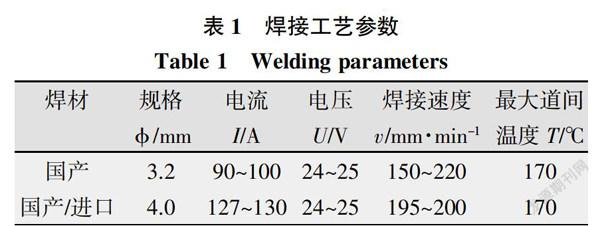
试板材料采用SA-508 Gr.3 Cl.2锻件,试板尺寸规格为δ50 mm×300 mm×400 mm。国产焊条属于ASME规范ENiCrFe-7类别,采用三批次试验确定国产焊条的性能稳定性,第一、第二批次焊条直径3.2 mm,第三批次焊条直径4.0 mm,同时采用目前核电工程中大量应用的Inconel 152焊条(直径4.0 mm)进行对比,焊接工艺参数如表1所示。
熔敷金属成分如表2所示。Mn、Nb含量是影响690镍基焊条焊缝金属裂纹敏感性和拉伸性能的重要合金元素,国产焊条在确定焊心主要成分基础上,通过药皮过渡Mn、Nb元素,进一步改善产品的抗裂纹敏感性和强度,国产焊条熔敷金属Mn及Fe含量略高于进口焊条。
焊缝金属高温拉伸试验采用Gleeble-3500热模拟试验机,拉伸试样φ6 mm,标距长度40 mm,拉伸速率为1 mm/min。采用扫描电子显微镜的二次电子和背散射电子成像观察试样的微观组织,扫描电子显微镜的型号为NOVA NanoSEM 230,EBSD型号为AZTec HKL Max。
2 试验结果及分析
2.1 焊缝成形
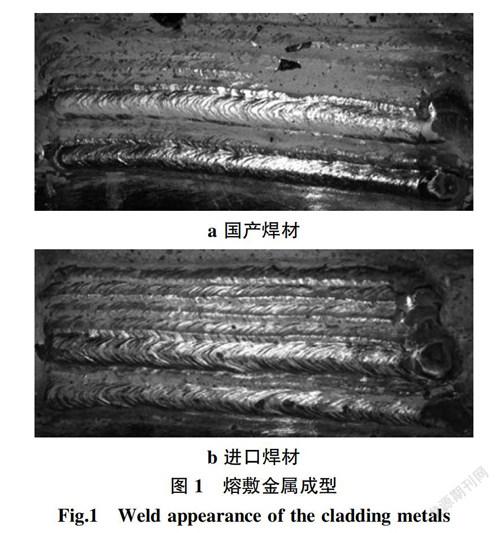
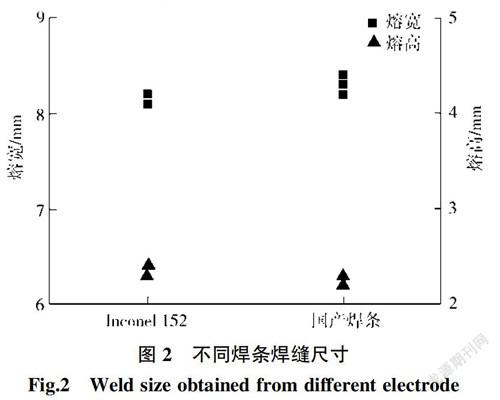
在相同的SA-508 Gr.3 Cl.2钢试板上进行堆焊,对比国产及进口焊条焊道成形和熔敷效率。焊道成型如图1所示,国产及进口焊道成型良好,焊道表面纹路清晰,焊道脱渣容易,打磨后焊道表面光亮度良好,说明国产焊条熔渣保护良好。焊道熔高和熔宽尺寸测量结果如图2所示,国产焊条堆焊层熔宽约8.4 mm,熔高2.2 mm,与进口焊材相当。
2.2 拉伸性能
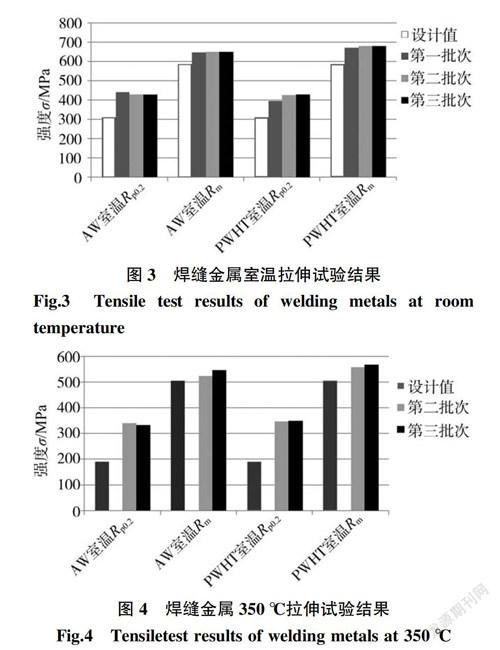
实验室条件下三批次国产焊条焊态及焊后热处理态(608 ℃×40 h)焊缝金属拉伸性能结果分别如图3、图4所示。可以看出,焊缝金属焊态室温及高温力学性能稳定性较好,焊态下,焊缝金属室温抗拉强度大于640 MPa,350 ℃时抗拉强度大于530 MPa。焊后热处理状态下,焊缝金属室温及高温抗拉强度略微有所提高,室温抗拉强度达到680 MPa,350 ℃抗拉强度大于550 MPa。焊后热处理态下焊缝金属屈服强度与焊态基本持平。
在生产条件下开展国产焊条评价,其焊接工艺性满足良好,满足生产需求,常规性能与SMC生产的Inconel 152焊条相当,优化参数下,国产690焊条熔敷金属力学性能如表3所示。
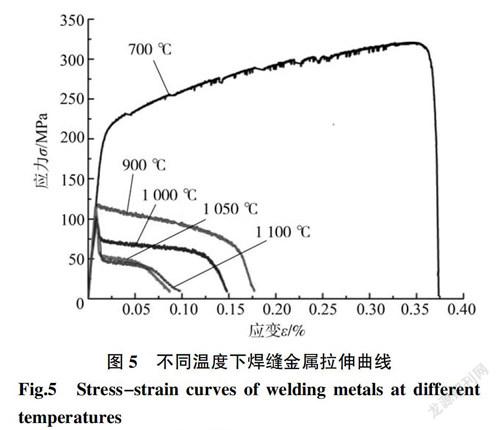
焊缝金属高温拉伸试验结果如图5所示。抗拉强度及延伸率在室温至1 100 ℃范围内逐渐下降,1 100 ℃下的延伸率较1 050 ℃时有少量回升。熔敷金属在1 050 ℃附近存在塑性低谷,与焊缝金属高温失塑裂纹敏感性分析结果一致[2],这可能与材料在高温下的动态再结晶有关,在动态再结晶作用下,材料的塑性得到一定程度的恢复[4]。另外,试验温度低于700 ℃时,可以看出材料明显的加工硬化,温度高于900 ℃之后,高温拉伸曲线的塑性阶段表现为直接屈服。焊缝金属在室温到700 ℃范围内保持着优异的力学性能,700 ℃时,焊缝金属抗拉强度约为300 MPa,屈服强度约为190 MPa。
2.3 焊缝金属组织
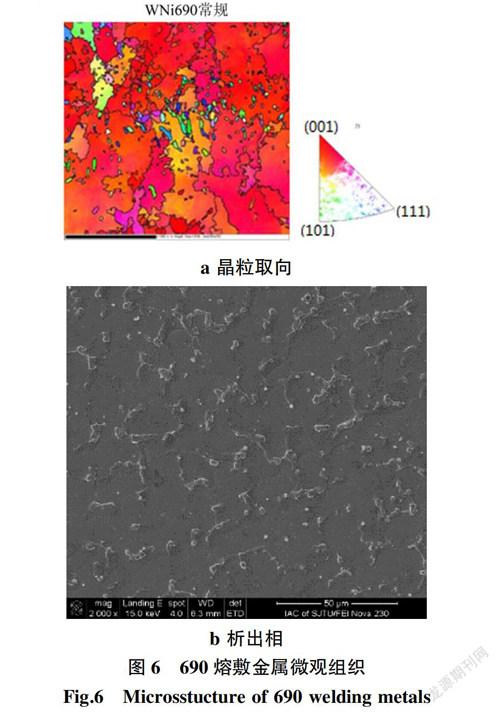
690熔敷金属晶间析出相形态及晶粒取向如图6a所示,熔敷金属晶粒取向以[001]为主,大量[101]方向的小晶粒分散在大的晶粒内部。由SEM分析结果可知(见图6b),国产690焊条熔敷金属存在大量的偏析区域和枝晶间析出相,文献[5-6]研究表明,析出相以MC结构的Nb富集析出物及M23C6結构的Cr富集析出物为主,析出相偏聚阻断了奥氏体晶界,与EBSD分析结果一致。析出相通常是在凝固过程中形成,影响不同枝晶的合并角度,促进了更多小晶粒的形成,使得附近的奥氏体晶界变得更为曲折。同时,枝晶间析出相的增加消耗了C、Cr等元素,抑制了其向奥氏体晶界处的扩散。曲折形貌和Cr元素的保留提升了奥氏体晶界的相对强度,有利于提高焊缝金属强度。
3 结论
(1)国产690镍基合金焊条满足ASME SFA-5.11中ENiCrFe-7类别要求,焊接工艺性良好,φ4.0 mm焊条堆焊层熔高8.4 mm,熔宽2.2 mm。焊缝金属室温抗拉强度达650 MPa,350 ℃抗拉强度高于520 MPa。
(2)高温拉伸试验表明,试验温度低于700 ℃时,焊缝金属存在加工硬化;温度高于900 ℃后,高温拉伸曲线的塑性阶段表现为直接屈服。试验温度为700 ℃时,焊缝金属抗拉强度约为300 MPa,屈服强度约为190 MPa。
(3)690焊缝金属晶粒取向以[001]为主,不同取向的小晶粒分散在大的晶粒内部,枝晶间存在連续的析出相,奥氏体晶界蜿蜒曲折,有利于降低晶界滑移并提高焊缝金属强度。
参考文献:
[1] 薄春雨. 690镍基合金焊带熔敷金属结晶裂纹敏感性研究[D]. 黑龙江:机械科学研究院哈尔滨焊接研究所,2008: 4-5.
[2] 谷雨,张俊宝,黄逸峰,等. 焊接工艺对690镍基合金焊丝熔敷金属高温失塑裂纹敏感性影响研究[J]. 电焊机, 2019,49(4):206-210.
[3] 张杰,张彦昌. 镍基合金的焊接技术与研究[J]. 价值工程,2010(17):133-143.
[4] 陈静青. FM-52M 熔敷金属高温失塑裂纹机理研究[D].上海:上海交通大学,2014:35-38.
[5] Noecker F F,Dupont J N. Metallurgical Investigation intoDuctility Dip Cracking in Ni-Based Alloys:Part I[J]. WeldJ.,2009,88(1):7-20.
[6] Young G A,Capobianco T E,Penik M A,et al. The mec-hanism of ductility dip cracking in nickel-chromium alloys [J]. Weld J.,2008,87(2):31-43.
收稿日期:2020-08-11
基金项目:国家科技重大专项(2018ZX06004001)
作者简介:谷 雨(1982— ),男,博士,高级工程师,主要从事核电焊接设计的相关工作。E-mail:guyu@snerdi.com.cn。
猜你喜欢
快乐学习报·教师周刊(2021年6期)2021-09-10
家庭医药(2021年8期)2021-07-28
父母必读(2021年3期)2021-02-04
科技视界(2019年7期)2019-05-13
分析化学(2017年12期)2017-12-25
成长·读写月刊(2017年11期)2017-11-25
湖南大学学报·自然科学版(2014年2期)2014-12-25
新媒体研究(2014年14期)2014-08-22
机械制造文摘·焊接分册(2014年3期)2014-08-14
机械制造文摘·焊接分册(2014年3期)2014-08-14